Изобретение относится к электротехнике и может быть использовано в электронной промышленности при изготовлении герметизированных магнитоуправляемых контактов (герконов).
Задача, на решение которой направлено заявляемое изобретение, заключается в снижении себестоимости изготовления герконов за счет упрощения технологии ионно-плазменного азотирования поверхности контакт-деталей.
Известны различные способы изготовления защитного покрытия герконов, основанные на использовании гальванических технологий [RU 2079173, Н01Н 1/66, Н01Н 1/02, опубл. 10.05.1997 г.; RU 200091 С1, Н01 11/04, опубл. 15.01.1994 г.; RU 2279149, Н01Н 1/02, Н01Н 1/66, опубл. 27.06.2006 г.].
Однако, применяемый при реализации данных способов технологический процесс имеет ряд недостатков: трудоемкость, высокая энергозатратность, необходимость использования сложного оборудования при нанесении покрытий и утилизации экологически вредных отходов производства, использование драгоценных металлов (золото, рутений).
Известен способ изготовления защитного покрытия герконов в газовом разряде переменного тока [SU 385335, H01H 11/04, опубл. 04.09.1973 г.], в котором производят обработку поверхностей разомкнутых контактов герконов путем пропускания через них тока высокой частоты.
Реализация данного способа в условиях промышленного производства затруднена из-за использования высокочастотного разряда.
Известен способ изготовления защитного покрытия герконов в газовом разряде переменного тока [RU 2665689 C1, H01H 11/04, опубл. 04.09.2018 г.], по которому формирование азотосодержащего защитного покрытия производится за счет процесса эрозионного переноса материала контакт-деталей в искровом разряде [Б.Р. Лазаренко, Н.И. Лазаренко. Физика искрового способа обработки металлов. - М.: ЦБТИ МЭИ СССР. - 1946. - 76 с.]. При этом осуществляют периодическое замыкание-размыкание герконов с одновременным пропусканием через них электрического тока.
Однако, известный способ трудоемок в исполнении, позволяет обрабатывать единичные герконы и поэтому не пригоден для использования в массовом производстве.
Известен способ изготовления защитного покрытия герконов в газовом разряде переменного тока, включающий очистку и ионно-плазменное азотирование поверхности контакт-деталей [RU 2686975 C1, С23С 8/36, С23С 14/24, опубл. 06.05.2019 г.].
К недостаткам известного способа относится то, что при его реализации используется дорогостоящее вакуумное оборудование, оснащенное высоковольтными источниками напряжения и системами напуска реактивных газов. При этом используется две различные разновидности тлеющего газового разряда, возбуждаемого между обрабатываемыми контакт-деталями, к которым приложен отрицательный потенциал, и специальными электродами, выполняющими функции анодов.
Наиболее близким способом того же назначения к заявляемому объекту по совокупности технических признаков и достигаемому результату является способ изготовления защитного покрытия герконов в газовом разряде переменного тока, включающий предварительную очистку поверхности контакт-деталей в течение 30-90 минут током разряда с импульсной плотностью (7-9)⋅102 мА/см2 и ее последующее азотирование в течение 90-120 минут током разряда с импульсной плотностью (4-6)⋅102 мА/см2 [RU 2751790, МПК H01H 11/04, Н01Н 11, опубл. 16.07.2021 г.]. Данный способ принят за прототип предлагаемого изобретения.
В известном способе возбуждение и поддержание газового тлеющего разряда между разомкнутыми контактами геркона осуществляется с помощью импульсного знакопеременного напряжения частотой 20-30 кГц, длительность импульсов которого составляет 10-30 мкс, а амплитуда импульсов напряжения равна 800-900 В. Импульсная плотность разрядного тока определяется в виде отношения амплитуды импульсов тока к площади перекрытия контакт-деталей герконов.
Применение указанного напряжения обеспечивает существование внутри герконов устойчивого тлеющего разряда, а используемые импульсные плотности тока - ионно-плазменное формирование на поверхности контакт-деталей геркона защитного покрытия с воспроизводимыми свойствами.
Недостатки известного способа заключаются в следующем. При промышленной реализации данного способа необходимо одновременно обрабатывать несколько сотен штук герконов. Увеличение числа герконов приводит к пропорциональному росту стоимости используемого оборудования. Кроме того, изготовление, эксплуатация и ремонт такого оборудования требует высокой квалификации персонала.
Таким образом, непосредственное использование известного способа для нанесения защитного покрытия контакт-деталей герконов, принятого за прототип, в условиях массового производства сопряжено со значительными затратами.
Технический результат заключается в упрощении технологии ионно-плазменного формирования защитного покрытия на поверхности контакт-деталей герконов.
Данный технический результат достигается тем, что в способе изготовления защитного покрытия на поверхности контакт-деталей герконов в газовом разряде переменного тока, включающем предварительную очистку поверхности контакт-деталей в течение 30-90 минут током разряда с импульсной плотностью (7-9)⋅102 мА/см2 и последующее ионно-плазменное азотирование указанной поверхности в течение 90-120 минут током разряда с импульсной плотностью (4-6)⋅102 мА/см2, для возбуждения и поддержания между разомкнутыми контакт-деталями в герконах газового тлеющего разряда используют синусоидальное напряжение амплитудой с частотой 50 Гц, а после ионно-плазменного азотирования осуществляют коммутацию герконов под действием внешнего магнитного поля с частотой 100 Гц в течение 30-60 минут без пропускания через них тока.
Коммутация герконов без пропускания тока («сухая» тренировка) необходима для удаления с поверхности полученных защитных покрытий локальных неоднородностей под действием ударного взаимодействия и взаимного трение контакт-деталей [Л. Сафонов, А. Сафонов. Трение и износ в контактных парах электрических соединителей. Технологии в электронной промышленности. - 2008 г. - №3. - С. 34-39]. Выбор оптимального времени тренировки герконов различного типа определялся экспериментальным путем. Это время должно обеспечивать дополнительное снижение на 5-7% переходного электрического сопротивления получаемых герконов.
В качестве источника напряжения при реализации предлагаемого способа используется стандартная однофазная сеть, соединенная с повышающим трансформатором. Количество одновременно обрабатываемых параллельно соединенных герконов в этом случае ограничено в основном удобством их подключения к источнику напряжения. Амплитудное значение силы разрядного тока, проходящего через каждый геркон, задается величиной балластного сопротивления.
Положительный эффект от использования предлагаемого способа обусловлен тем, что он позволяет с помощью доступного и простого в обслуживании оборудования обеспечить формирование качественного защитного нитридосодержащего покрытия на поверхности контакт-деталей герконов.
Таким образом, сопоставительный анализ предложенного технического решения и уровня техники позволил установить, что заявленное изобретение соответствует требованию «новизна» и «изобретательский уровень».
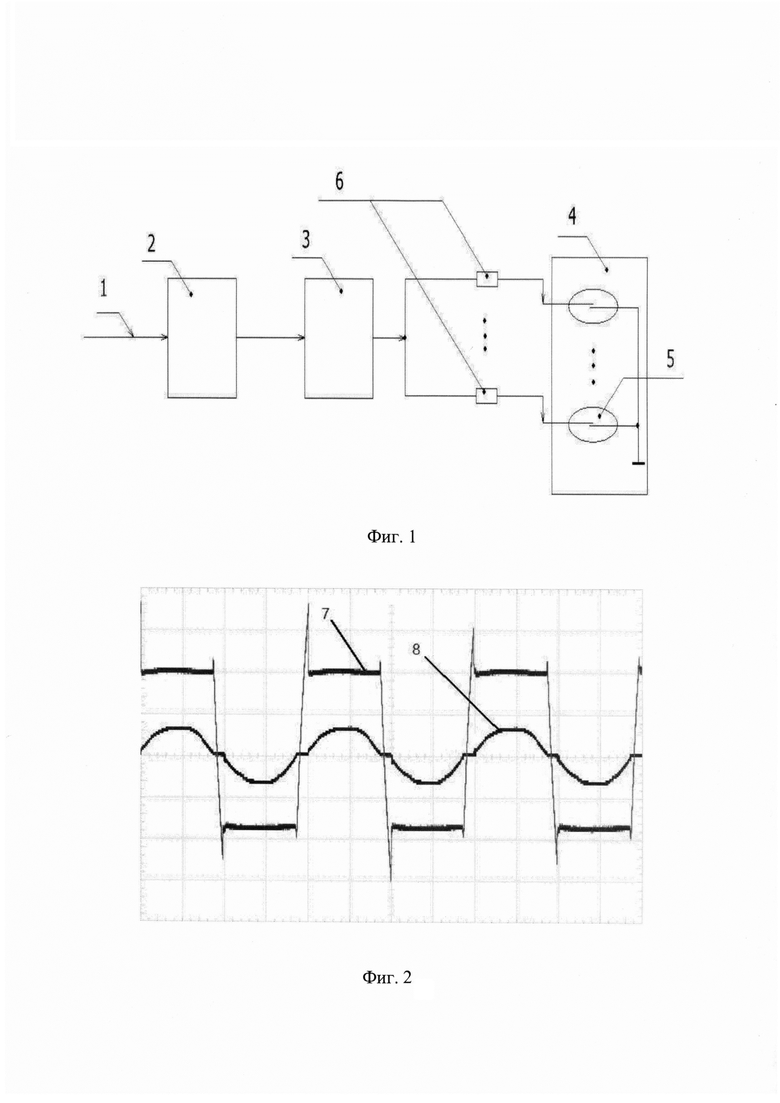
Предложенный способ изготовления защитного покрытия контакт-деталей герконов поясняется фиг. 1-2, где на фиг. 1 приведена функциональная схема установки для ионно-плазменной обработки герконов (1 - сетевое напряжение 220/50, 2 - лабораторный автотрансформатор, 3 - трансформатор, 4 - кассета, 5 - герконы, 6 - балластные сопротивления), а на фиг. 2 - эпюры падения напряжения на герконе (7) и проходящего через него тока (8).
Способ осуществляется следующим образом. Герконы изготавливают по традиционной технологии, за исключением операций, связанных с нанесением гальванических покрытий на поверхность контакт-деталей [Карабанов С.М., Майзельс P.M., Шоффа В.Н. Магнитоуправляемые контакты (герконы) и изделия на их основе. - Долгопрудный: Издательский дом «Интеллект». - 2011 г. - 408 с.]. Затем герконы 5, давление азота внутри которых составляет ~300 торр, помещают в специальные кассеты 4, оснащенные контактными узлами, соединенными с выходными клеммами трансформатора 3 (фиг. 1). К клеммам трансформатора герконы подключают параллельно через балластные сопротивления 6.
При обработке герконов амплитудное значение напряжения трансформатора постепенно увеличивают до 850-950 В, при котором между разомкнутыми контакт-деталями возникает тлеющий разряд. После этого, уменьшая данное напряжение, устанавливают требуемые значения импульсной плотности разрядного тока и производят последовательную двухэтапную обработку поверхности контакт-деталей. На заключительной стадии осуществляют «сухую» тренировку герконов.
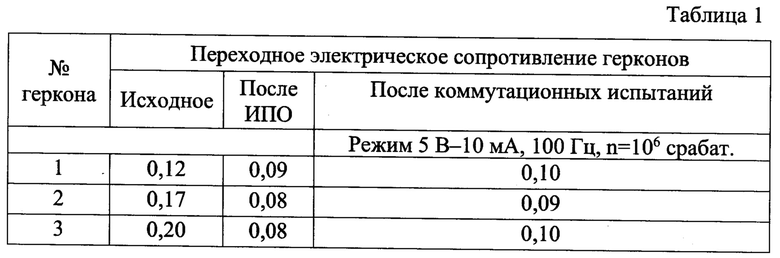
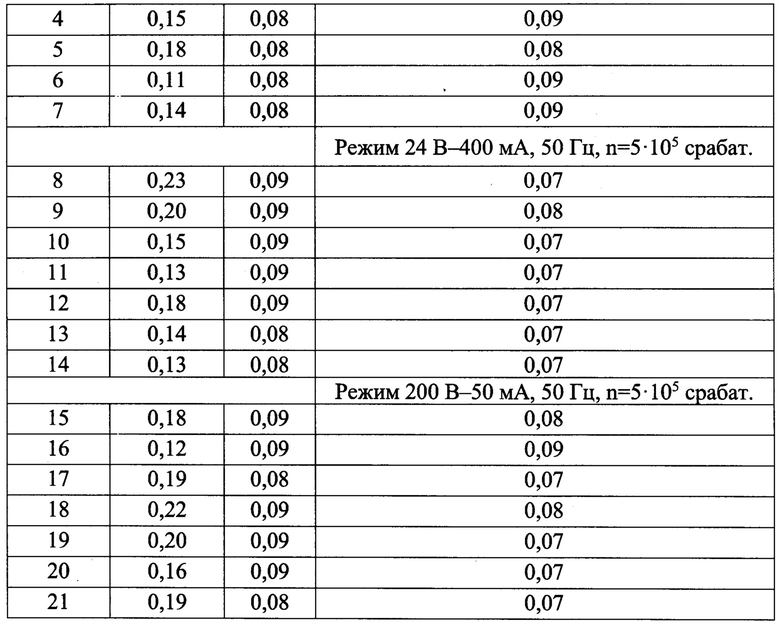
Качество получаемого защитного покрытия оценивают по величине переходного электрического сопротивления герконов, которое не должно превышать 0,10 Ом, и результатам их коммутационных испытаний на безотказность - наработка герконов должна составлять 105-106 срабатываний.
Реализация предлагаемого способа выполнена на герконах МКА-14103, на контакт-деталях которых отсутствовали гальванические защитные покрытия. Использовались следующие условия ионно-плазменной обработки (ИПО) поверхности контакт-деталей герконов:
- одновременно обрабатывалось 25 герконов;
- величина балластных сопротивлений составляла 300 кОм;
-на первой стадии продолжительность обработки герконов, импульсная плотность и амплитуда разрядного тока устанавливались равными 30 минутам, 8⋅102 мА/см2 и 3,2 мА соответственно;
- на второй стадии продолжительность обработки герконов, импульсная плотность и амплитуда разрядного тока устанавливались равными 90 минутам, 5⋅102 мА/см2 и 2,0 мА соответственно;
- финишная «сухая» тренировка герконов производилась в течение 45 минут.
В результате ИПО у 85-90% герконов достигалось значение переходного сопротивления, не превышающее 0,10 Ом. При этом все герконы успешно выдержали коммутационные испытания на безотказность - таблица 1.
Таким образом, приведенный пример реализации предлагаемого способа демонстрирует его высокую эффективность.
Технический результат заключается в формировании качественного защитного нитридосодержащего покрытия на поверхности контакт-деталей герконов с низкой себестоимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2020 |
|
RU2751790C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ГЕРКОНОВ | 2022 |
|
RU2791089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО ИЗГОТОВЛЕНИЯ ГЕРКОНОВ С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2020 |
|
RU2742556C1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 2011 |
|
RU2470401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| Устройство для массового изготовления герконов с азотированными контактными площадками | 2022 |
|
RU2795947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С КАРБОНИТРИРОВАННЫМИ КОНТАКТНЫМИ ПОВЕРХНОСТЯМИ | 2010 |
|
RU2457567C1 |
| Способ изготовления герконов | 2022 |
|
RU2805999C1 |
| СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЯ ИЗ СТАЛИ ИЛИ ИЗ ЦВЕТНОГО СПЛАВА | 2009 |
|
RU2413033C2 |
Изобретение относится к электротехнике и может быть использовано в производстве герконов. Способ изготовления защитного покрытия на поверхности контакт-деталей герконов в газовом разряде переменного тока включает предварительную очистку поверхности контакт-деталей в течение 30-90 мин при токе тлеющего разряда с импульсной плотностью (7-9)⋅102 мА/см2 и последующее ионно-плазменное азотирование указанной поверхности в течение 90-120 мин при токе тлеющего разряда с импульсной плотностью (4-6)⋅102 мА/см2. Для возбуждения и поддержания между разомкнутыми контакт-деталями в герконах газового тлеющего разряда используют синусоидальное напряжение с частотой 50 Гц. После ионно-плазменного азотирования осуществляют коммутацию герконов под действием внешнего магнитного поля с частотой 100 Гц в течение 30-60 мин без пропускания через них тока. Обеспечивается формирование качественного защитного нитридосодержащего покрытия на поверхности контакт-деталей герконов, при наличии которого переходное электрическое сопротивление герконов не превышает 0,1 Ом. 2 ил., 1 табл.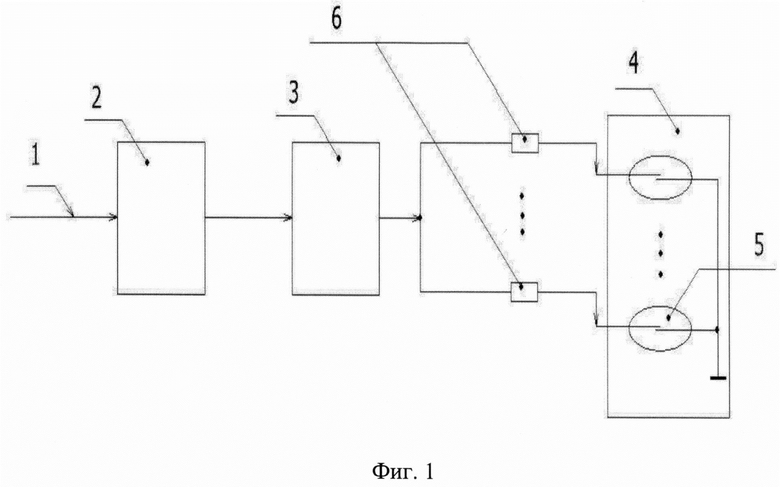
Способ изготовления защитного покрытия на поверхности контакт-деталей герконов в газовом разряде переменного тока, включающий предварительную очистку поверхности контакт-деталей в течение 30-90 мин при токе тлеющего разряда с импульсной плотностью (7-9)⋅102 мА/см2 и последующее ионно-плазменное азотирование указанной поверхности в течение 90-120 мин при токе тлеющего разряда с импульсной плотностью (4-6)⋅102 мА/см2, отличающийся тем, что для возбуждения и поддержания между разомкнутыми контакт-деталями в герконах газового тлеющего разряда используют синусоидальное напряжение с частотой 50 Гц, а после ионно-плазменного азотирования осуществляют коммутацию герконов под действием внешнего магнитного поля с частотой 100 Гц в течение 30-60 мин без пропускания через них тока.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2020 |
|
RU2751790C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ГЕРКОНОВ | 2022 |
|
RU2791089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| Способ ионно-плазменного азотирования изделий из титана или титанового сплава | 2018 |
|
RU2686975C1 |
| JP 2012021223 A, 02.02.2012 | |||
| JP 4322016 A, 12.11.1992. | |||

