Изобретение относится к строительству и ремонту трубопроводного транспорта, в частности нефтепроводов, продуктопроводов, газопроводов и трубопроводов городских сетей, и может найти применение в защите подземных трубопроводов от повреждений, а также почвенной и атмосферной коррозии при их эксплуатации.
Известен способ использования разъемной термоусаживающейся изоляционной муфты, при котором поверх мастичной ленты, нанесенной на металлическую часть сварного стыка с нахлестом на основную изоляцию трубопровода согласно технологической документации на применение данной ленты, оборачивается разъемная термоусаживающаяся муфта. При этом ширина муфты должна быть больше ширины участка, ранее заизолированного мастичной лентой. Ответные концы муфты с закрепленными механическими замковыми соединениями скрепляются, замковое соединение ориентируется на 12 часов. Для исключения оплавления замкового механизма его предварительно по всей длине закрывают защитной технологической планкой по всей длине. Далее муфта усаживается мягким пламенем горелки. После усадки защитная планка снимается, а замковый механизм покрывается полосой мастичной ленты согласно технологической документации на применение данной ленты (Патент РФ 114500 U1, FI6L 58/02, опубл. 27.03.2012).
Также известен способ изоляции сварных стыков трубопроводов из стальных труб, футерованных полиэтиленом, включающий нанесение на место сварного шва термоусадочной ленты и термообработку полученного соединения открытым пламенем горелки (Инструкция по сооружению и ремонту трубопроводов из стальных труб, футерованных полиэтиленом. РД 39-0147585-202-00, с.30-32. г. Альметьевск, ОАО «Татнефть», 2000 г.).
Наиболее близким к изобретению по технической сущности является способ изоляции сварных стыков трубопроводов из стальных труб, футерованных полиэтиленом, включающий нанесение на место сварного шва термоусадочной ленты и термообработку полученного соединения открытым пламенем, при этом перед нанесением термоусадочной ленты на сварной шов наносят полимерную ленту, имеющую адгезионный слой и обеспечивающую адгезионное соединение с металлом трубы. Затем удаляют влагу с поверхности полимерной ленты прогревом открытым пламенем, термоусадочную ленту наносят на полимерную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода. После этого обжигают полученное соединение, прогрев ведут открытым пламенем сначала снизу, затем сверху, потом на боковой поверхности с противоположной стороны от места нахлеста и заканчивают прогревом места нахлеста (Патент РФ №2230878 Cl, E21B 17/02, опубл. 20.06.2004).
Известные способы не обеспечивают надежную изоляцию сварного стыка дюкера из-за наличия выступающей части манжеты и появления «сдирающих» нагрузок как на край манжеты, так и на ее тело.
Технической проблемой, на решение которой направлено заявленное изобретение, является создание эффективного способа установки термоусаживающейся манжеты на стыки дюкера, который, в отличие от известных схем установки, исключит деформацию термоусаживающейся манжеты на сварном стыке при протяжке дюкера в скважину наклонно-направленного бурения или горизонтального направленного бурения щитом, вследствие чего не будет происходить оголения трубы до металла и повышения скорости коррозии металла тела трубы с появлением дефектов, что снижает срок эксплуатации трубопровода.
Технический результат от реализации заявленного способа заключается в увеличении срока эксплуатации трубопровода за счет исключения появление «сдирающих» нагрузок как на край манжеты, так и на ее тело.
Задача решается, а технический результат обеспечивается тем, что в способе установки термоусаживающейся манжеты на стыки дюкера, включающем нанесение на место сварного шва дюкера термоусаживающейся манжеты и термообработку полученного соединения, перед нанесением термоусаживающейся манжеты на сварной шов дюкера осуществляют предварительную подготовку свариваемых секций путем нанесения на них изоляции толщиной не менее 7 мм с последующей цилиндрической расточкой торцов изоляции, при которой на расстоянии 100-170 мм от торца свариваемой секции снимают изоляцию полностью до металла, а далее снимают слой изоляции до 305 мм от торца свариваемой секции, при этом толщина оставшегося слоя изоляции составляет 2,2-3,5 мм в зависимости от наружного диаметра свариваемой секции, при этом толщина снимаемого слоя не менее 3,1 мм, а установку термоусаживающейся манжеты осуществляют впотай.
Дополнительно после расточки слоя изоляции перед установкой термоусаживающейся манжеты поверхность свариваемых секций дюкера и сварной шов очищают от ржавчины и прочих налетов.
Кроме того, толщина оставшегося слоя изоляции составляет 2,2 мм для свариваемых секций наружного диаметра до 273 мм включительно.
Кроме того, толщина оставшегося слоя изоляции составляет 2,5 мм для свариваемых секций наружного диаметра свыше 273 до 530 мм включительно.
Кроме того, толщина оставшегося слоя изоляции составляет 3,0 мм для свариваемых секций наружного диаметра свыше 530 до 820 мм включительно.
Кроме того, толщина оставшегося слоя изоляции составляет 3,5 мм для свариваемых секций наружного диаметра свыше 820 мм.
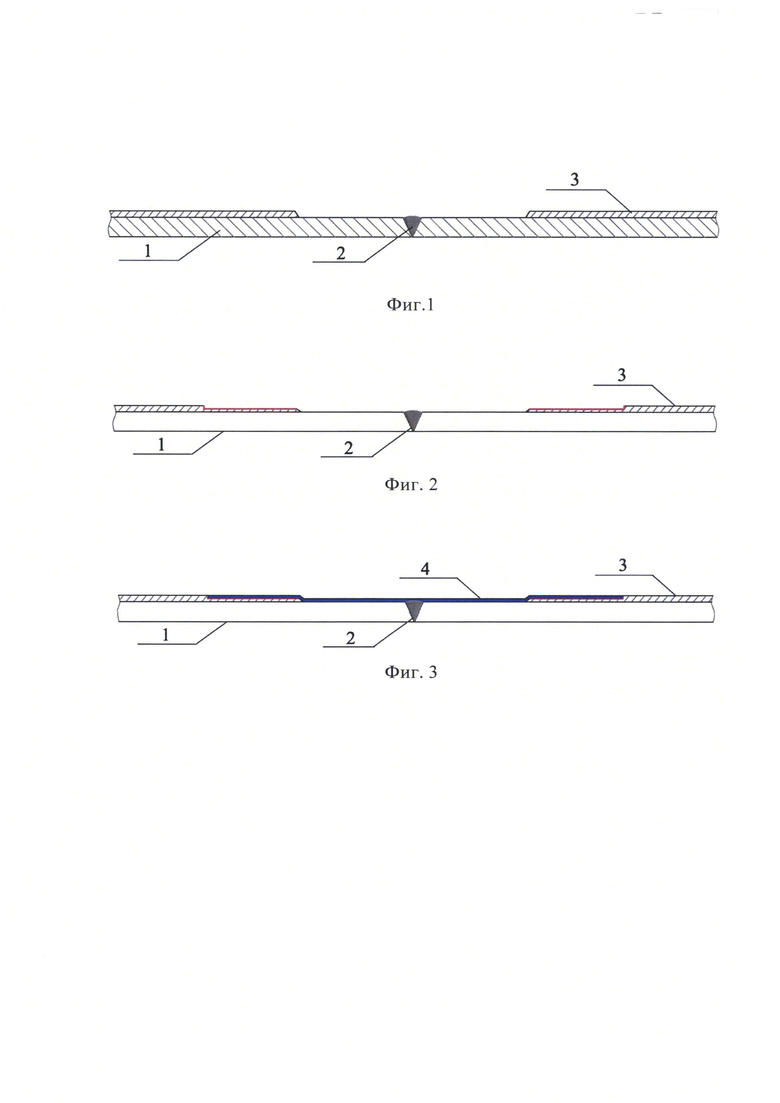
Сущность изобретения поясняется фигурами, где:
- на фиг.1 изображены секции свариваемого дюкера до снятия изоляции;
- на фиг.2 изображены секции свариваемого дюкера со снятой изоляцией;
- на фиг.3 изображена установленная термоусаживающаяся манжета.
Позициями на фигурах обозначено следующее:
1 - свариваемая секция дюкера;
2 - сварной шов;
3 - изоляция;
4 - термоусаживающаяся муфта.
При эксплуатации трубопроводов сварные соединения подвергаются серьезным нагрузкам и агрессивным воздействиям окружающей среды, что делает их уязвимыми для коррозии. Коррозия сварных соединений может привести к утечкам, авариям и, как следствие, к экологическим катастрофам и значительным экономическим потерям. Защитные антикоррозионные покрытия, наносимые на зону сварных стыков трубопроводов, по своим свойствам должны быть в максимальной степени тождественны качеству основного покрытия труб, обеспечивать совместимость, высокую адгезию с ним и, тем самым, достигать равнозначности противокоррозионной защиты всего трубопровода. Кроме того, изоляция стыков проводится только в трассовых условиях после окончания всех сварочных работ, что накладывает определенные требования к технологиям нанесения. Поэтому разработка эффективного способа установки термоусаживающейся манжеты на стыки дюкера, обеспечивающего качественную изоляцию стыков дюкера, исключающую ее сдирание при протяжке, является критически важной задачей.
Применяемые для создания дюкера секции труб 1 перед установкой термоусаживающейся манжеты 4 снаружи предварительно подготавливают. На свариваемые секции дюкера 1 наносят изоляцию 3. Толщина нанесенной изоляции 3 составляет не менее 7 мм. Затем осуществляют цилиндрическую расточку торцов изоляции 3, при которой на расстоянии 100-170 мм от торца свариваемой секции 1 снимают изоляцию 3 полностью до металла. Далее снимают слой изоляции 3 до 305 мм от торца свариваемой секции 1, при этом толщина оставшегося слоя изоляции 3 составляет 2,2-3,5 мм в зависимости от наружного диаметра свариваемой секции 1, причем толщина снимаемого слоя изоляции 3 не менее 3,1 мм. Установку термоусаживающейся манжеты 4 осуществляют впотай. После расточки слоя изоляции перед установкой термоусаживающейся манжеты поверхность свариваемых секций и сварной шов дюкера могут быть очищены от ржавчины и прочих налетов. Далее термообрабатывают полученное соединение. Прогрев ведут до полного разглаживания и натяжения термоусаживающейся муфты. В результате получают герметичное соединение труб, обеспечивающее отсутствие выступающей части термоусаживающейся муфты над основной изоляцией трубы.
Пример конкретного выполнения способа
Монтируют дюкер из стальных свариваемых секций труб 1. Предварительно эти секции труб 1 подготавливают, а именно, на внешнюю поверхность свариваемых секций дюкера 1 наносят слой изоляции 3 толщиной не менее 7 мм. Такая толщина обеспечивает возможность для дальнейшей подготовки этих свариваемых секций труб 1 путем снятия слоя изоляции 3 до металла и далее толщиной от 2,2 до 3,5 мм в зависимости от наружного диаметра свариваемой секции трубы 1. Это необходимо для дальнейшей установки термоусаживающейся муфты впотай для исключения «сдирающих» нагрузок при протяжке дюкера. Сначала снимают слой изоляции 3 полностью до металла на расстоянии 100-170 мм от торца свариваемой секции 1. Далее снимают определенный в зависимости от наружного диаметра свариваемой секции 1 слой изоляции 3. Так толщина оставшегося слоя изоляции составляет 2,2 мм для свариваемой секции 1 наружного диаметра до 273 мм включительно, 2,5 мм для свариваемой секции 1 наружного диаметра свыше 273 до 530 мм включительно, 3,0 мм для свариваемой секции 1 наружного диаметра свыше 530 до 820 мм включительно, и 3,5 мм для свариваемой секции 1 наружного диаметра свыше 820 мм. При этом общая толщина снимаемого слоя изоляции 3 должна быть не менее 3,1 мм. Перед установкой термоусаживающейся манжеты 4 поверхность свариваемых секций трубы 1, а также сварного шва 2 может быть обработана от ржавчины и прочих налетов, например, обезжириванием поверхности, абразиво-струйной очисткой поверхности, обеспыливанием, сушкой поверхности. Установку термоусаживающейся манжеты осуществляют впотай путем наложения разрезной термоусаживающейся манжеты нa подготовленную поверхность свариваемых секций труб 1 и сварной шов 2. Термоусаживающуюся манжету прогревают открытым пламенем пропан-бутановой горелки сначала снизу, потом сверху, затем на боковых поверхностях. Прогрев с каждой стороны ведут до полного разглаживания и натяжения термоусаживающейся манжеты. Испытания полученного соединения и комплексная система оценки соответствия соединения, включающая контроль степени усадки термоусаживающейся манжеты, прочности при разрыве полимерного слоя термоусаживающейся манжеты при (20±5)°C, относительного удлинения при разрыве полимерного слоя термоусаживающейся манжеты при (20±5)°С и минус (40±3)°C, а также оценку внешнего вида антикоррозионного покрытия, диэлектрической сплошности, адгезии антикоррозионного покрытия к стали и к заводскому покрытию при температуре (20±5)°C сварного стыка показали, что в результате получено герметичное соединение секций дюкера 1, обеспечивающее надежную изоляцию, которая из-за отсутствия выступающей части манжеты над основной изоляцией трубы исключает появление «сдирающих» нагрузок как на край манжеты, так и не ее тело при протяжке дюкера в скважину наклонно-направленного бурения или горизонтального направленного бурения щитом, вследствие чего не будет происходить оголение трубы до металла и увеличение скорости коррозии металла тела трубы с появлением дефектов, что повысит срок эксплуатации трубопровода. При этом прочностные характеристики и диэлектрические свойства покрытия зоны сварного стыка равнозначны базовому покрытию из экструдированного полиэтилена, нанесенного в заводских условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ ПОДЗЕМНОЙ ПРОКЛАДКИ | 2012 |
|
RU2530946C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ НАДЗЕМНОЙ ПРОКЛАДКИ | 2012 |
|
RU2530943C2 |
| СПОСОБ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИЭТИЛЕНОМ | 2003 |
|
RU2230878C1 |
| СПОСОБ МОНТАЖА ПРОТИВОПОЖАРНЫХ ВСТАВОК ДЛЯ ТРУБ В ТЕПЛОИЗОЛЯЦИИ | 2012 |
|
RU2530949C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
Изобретение относится к защите подземных трубопроводов от повреждений, а также почвенной и атмосферной коррозии при их строительстве и ремонте. Техническим результатом является увеличение срока эксплуатации трубопровода за счет исключения появления «сдирающих» нагрузок как на край манжеты, так и на ее тело. Заявлен способ установки термоусаживающейся манжеты на стыки дюкера, включающий нанесение на место сварного шва дюкера термоусаживающейся манжеты и термообработку полученного соединения. При этом перед нанесением термоусаживающейся манжеты на сварной шов дюкера осуществляют предварительную подготовку свариваемых секций дюкера путем нанесения на них изоляции толщиной не менее 7 мм с последующей цилиндрической расточкой торцов изоляции, при которой на расстоянии 100-170 мм от торца свариваемой секции дюкера снимают изоляцию полностью до металла. Далее снимают слой изоляции до 305 мм от торца свариваемой секции дюкера. При этом толщина оставшегося слоя изоляции составляет 2,2-3,5 мм в зависимости от наружного диаметра свариваемой секции дюкера. Причем толщина снимаемого слоя не менее 3,1 мм. Установку термоусаживающейся манжеты осуществляют впотай. 5 з.п. ф-лы, 3 ил.
1. Способ установки термоусаживающейся манжеты на стыки дюкера, включающий нанесение на место сварного шва дюкера термоусаживающейся манжеты и термообработку полученного соединения, отличающийся тем, что перед нанесением термоусаживающейся манжеты на сварной шов дюкера осуществляют предварительную подготовку свариваемых секций дюкера путем нанесения на них изоляции толщиной не менее 7 мм с последующей цилиндрической расточкой торцов изоляции, при которой на расстоянии 100-170 мм от торца свариваемой секции дюкера снимают изоляцию полностью до металла, а далее снимают слой изоляции до 305 мм от торца свариваемой секции дюкера, при этом толщина оставшегося слоя изоляции составляет 2,2-3,5 мм в зависимости от наружного диаметра свариваемой секции дюкера, причем толщина снимаемого слоя не менее 3,1 мм, а установку термоусаживающейся манжеты осуществляют впотай.
2. Способ по п.1, отличающийся тем, что дополнительно после расточки слоя изоляции перед установкой термоусаживающейся манжеты поверхность свариваемых секций дюкера и сварной шов очищают от ржавчины и прочих налетов.
3. Способ по п.1, отличающийся тем, что толщина оставшегося слоя изоляции составляет 2,2 мм для свариваемых секций дюкера наружного диаметра до 273 мм включительно.
4. Способ по п.1, отличающийся тем, что толщина оставшегося слоя изоляции составляет 2,5 мм для свариваемых секций дюкера наружного диаметра свыше 273 до 530 мм включительно.
5. Способ по п.1, отличающийся тем, что толщина оставшегося слоя изоляции составляет 3,0 мм для свариваемых секций дюкера наружного диаметра свыше 530 до 820 мм включительно.
6. Способ по п.1, отличающийся тем, что толщина оставшегося слоя изоляции составляет 3,5 мм для свариваемых секций наружного диаметра свыше 820 мм.
| JP H09178079 A, 11.07.1997 | |||
| СПОСОБ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИЭТИЛЕНОМ | 2003 |
|
RU2230878C1 |
| Способ ремонта участка газопровода с заводским изоляционным покрытием | 2023 |
|
RU2817233C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБОПРОВОДЫ | 2005 |
|
RU2313720C2 |
| JP H07293749 A, 10.11.1995 | |||
| WO 9012235 A1, 18.10.1990 | |||
| US 6065781 A, 23.05.2000. | |||

