Изобретение относится к эксплуатации линейной части магистральных газопроводов, в частности, к эксплуатации участков с заводским изоляционным покрытием (более одного), где зона сварных швов, по 0,1 м в обе стороны, без заводского покрытия, изолирована покрытием трассового нанесения.
Опыт эксплуатации и данные внутритрубной технической диагностики (далее - ВТД) показывают, что защитные свойства заводского покрытия на наружной поверхности трубопровода, с гарантийным сроком службы 30 лет и более, преимущественно, соответствуют нормативным требованиям по дефектности (СТО Газпром 2-2.3-1050-2016. Внутритрубное техническое диагностирование. Требования к проведению, приемке и использованию результатов диагностирования) [1]. По данным ВТД, выявляются дефекты сварных швов и прилегающей околошовной зоны по 0,1 м в обе стороны, классифицируемые по [1] как недопустимые. Причиной возникновения и развития дефектов сварного шва и прилегающей зоны по 0,1 м, является снижение защитных свойств изоляционного покрытия трассового нанесения, гарантийный срок службы которого не превышает 10 лет (СТО Газпром 2-2.3-173-2007. Инструкция по комплексному обследованию и диагностике магистральных газопроводов, подверженных коррозионному растрескиванию под напряжением) [2].
Общепринятый способ ремонта таких дефектов - врезка катушки, с заводским изоляционным покрытием, длиной не менее диаметра трубы (РД 153-39.4-130-2002. Регламент по вырезке и врезке «катушек» соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов) [3]. Способ распространяется и на 1 дефектный шов и больше 1-го.
Недостатком этого способа ремонта являются значительные материальные затраты и трудоемкость, а именно: затраты на катушку с заводским изоляционным покрытием, длиной не менее диаметра трубы; вырезка дефектного сварного шва и околошовной зоны длиной не менее диаметра трубы - 2 реза; очистка в трассовых условиях от заводского изоляционного покрытия 4 места, протяженностью по 0,1 м, с 2-х сторон на самой катушке, с 2-х сторон на концах труб; подготовка кромок под стыковую сварку - 4 стыка, 2 на самой катушке, 2 на концах трубы; врезка катушки, стыковой сваркой - 2 шва; сварочные материалы - 2 шва; приборный контроль качества сварки - 2 шва; подготовка шва и околошовной зоны под термоусаживающуюся манжету 2 места по 0,2 м; изоляция с использованием 2 термоусаживающихся манжет с 2-х сторон катушки; снижение надежности эксплуатации участка [2] - 2 новых сварных шва, вместо 1-го. Если 1 дефектный шов на участке эти затраты оправданы, если несколько труб с дефектными швами (больше одного), соответственно все умножается.
Целью изобретения является снижение материальных затрат и трудоемкости ремонта дефектных труб в заводской изоляции (более одного), в трассовых условиях, на участке, проложенном упругим изгибом, где трубы, у которых поверхность под заводской изоляцией соответствует нормативным требованиям, а дефектными являются сварной шов и околошовная зона без заводской изоляции, которая изолирована изоляцией трассового нанесения.
Техническим результатом заявленного изобретения является снижение материальных затрат и трудоемкости ремонтных работ на трубах с дефектными швами (более одного), за счет уменьшения ремонтируемых сварных швов и использования, только одной катушки.
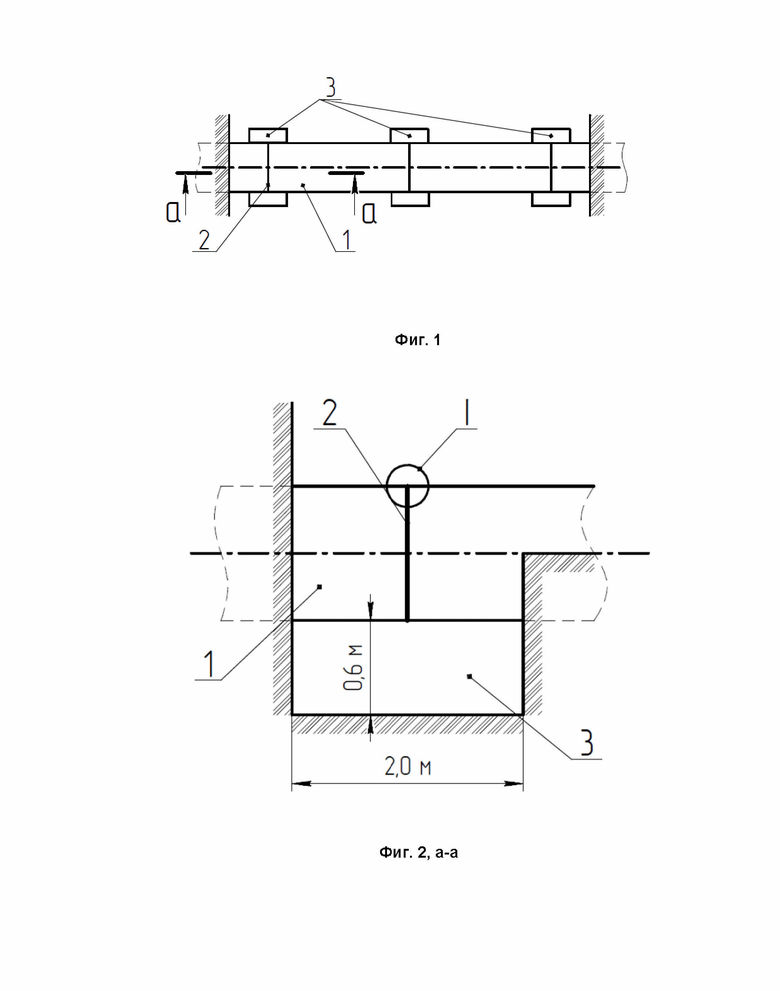
Технический результат достигается тем, что на освобожденном от газа участке газопровода, фиг. 1, например, из 3-х труб в заводской изоляции поз.
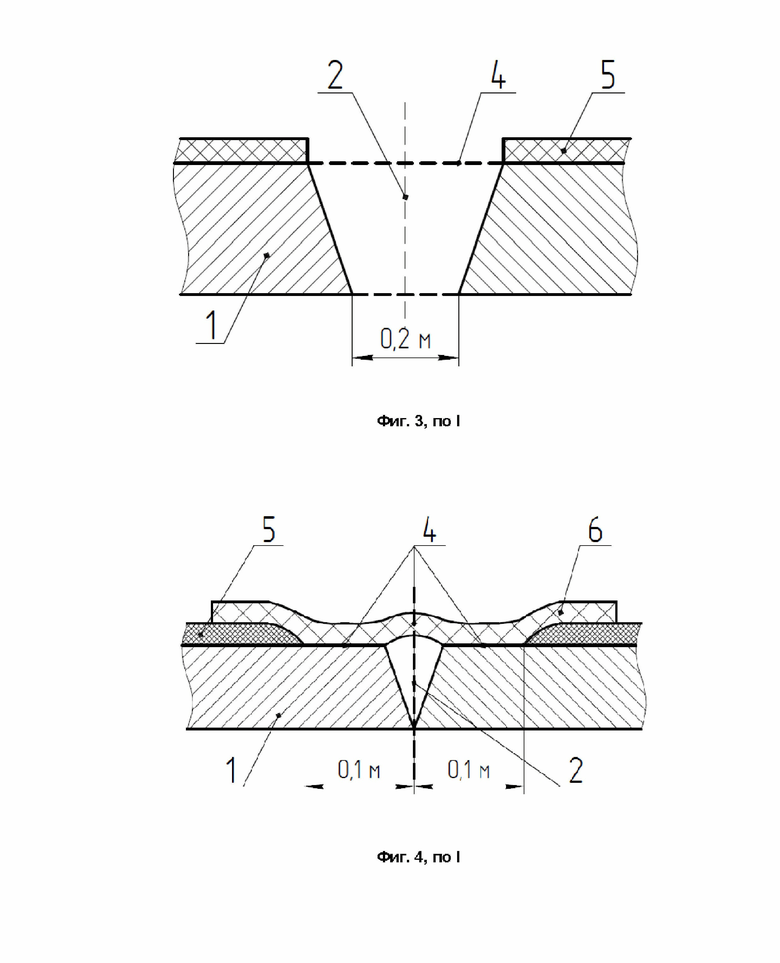
1, (больше одного) у которых поверхность под заводской изоляцией, соответствует нормативным требованиям, а дефектными являются сварной шов поз. 2 и его околошовная зона, проводят вскрытие всего участка, до средней образующей трубы. В зонах дефектных сварных швов, фиг. 2, поз. 2, производят шурфование, поз. 3 с подкопом, глубиной не менее 0,6 м от нижней образующей трубы поз. 1 и шириной 2,0 м.
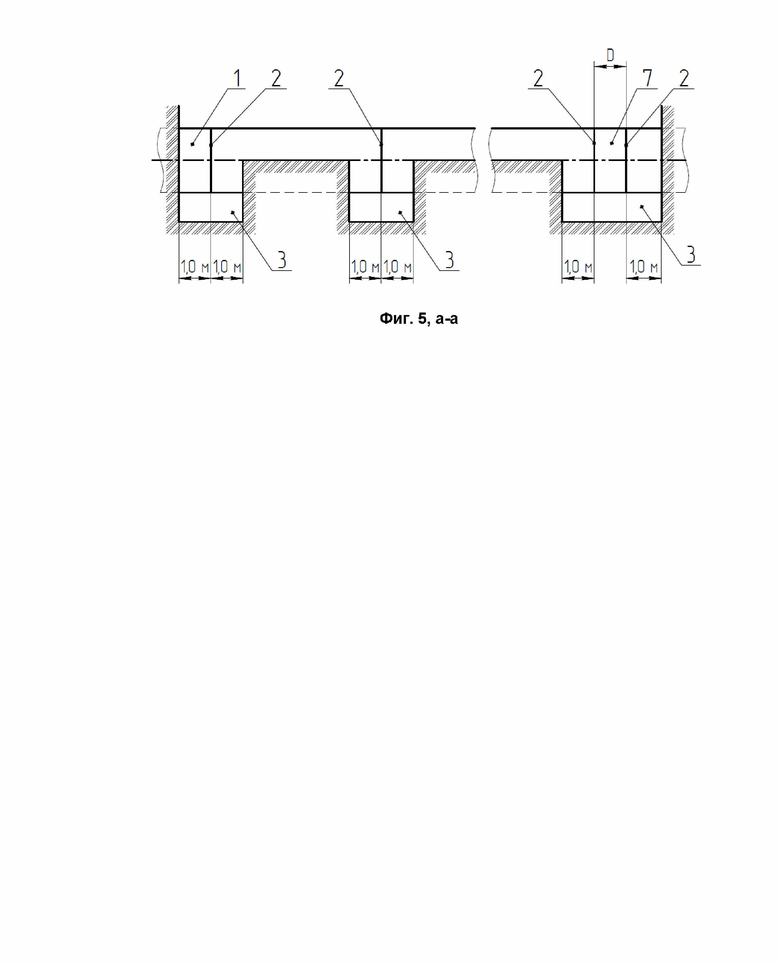
Очищают, фиг. 3, дефектный шов поз. 2 и его около шовную зону поз. 4, длиной по 0,1 м в обе стороны (пунктирная линия) от старой изоляции трассового нанесения, оставляя заводское изоляционное покрытие поз. 5. Устройством для разрезки труб, вырезают дефектный шов, фиг. 3, поз. 2 и его дефектную околошовную зону поз. 4, без заводской изоляции, по 0,1 м в каждую сторону, с одновременным оформлением кромки под сварной шов.
То же осуществляют на остальных дефектных швах, фиг 1, поз. 2 вскрытого участка газопровода. Это позволит подтягивать (перемещать) каждую трубу в сторону предыдущего дефектного сварного шва поз 2.
С помощью трубоукладчиков подтягивают вырезанную трубу к подготовленному под сварку шву, фиг. 4, поз. 2. Очистной машиной очищают от заводского изоляционного покрытия, фиг. 4, поз. 5, сварной шов и околошовную зону поз. 4, длиной по 0,1 м в каждую сторону свариваемых труб поз. 1. Проводят монтаж, прихватку и стыковую сварку шва, фиг. 4, поз. 2, двух труб поз. 1, с последующим контролем качества сварного шва. После сварки очищают шов, фиг. 4, поз. 2 и околошовную зону поз. 4, длиной по 0,1 м в каждую сторону, для подготовки поверхности под термоусаживаюшуюся манжету, монтируют термоусаживающуюся манжету поз. 6.
То же осуществляют в следующем шурфе с подтягиванием вырезанной трубы поз. 1.
При ремонте заключительного дефектного шва, фиг. 5, в шурфе поз. 3, врезают катушку поз. 7, длиной не менее диаметра трубы.
После ремонтных работ шурфы приводят в исходное состояние.
Преимущества: например, при 3-х дефектных швах, вместо 3-х катушек с заводским изоляционным покрытием - 1 катушка; вместо 6 сварных швов -4, вместо 6 термоусаживающихся манжет - 4 и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ идентификации дефектного сварного соединения внутри защитного футляра на переходе через автодорогу без остановки транспорта газа | 2024 |
|
RU2830772C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБОПРОВОДЫ | 2005 |
|
RU2313720C2 |
| СПОСОБ ВЫЯВЛЕНИЯ УЧАСТКОВ ГАЗОПРОВОДОВ, ПОДВЕРЖЕННЫХ КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ | 2001 |
|
RU2216681C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2009 |
|
RU2410593C2 |
| СПОСОБ ОТБРАКОВКИ И РЕМОНТА ТРУБ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2639599C2 |
| Способ оценки степени опасности дефектных кольцевых стыков на магистральных газопроводах | 2021 |
|
RU2798635C1 |
| СПОСОБ РЕМОНТА РЕГИОНАЛЬНОГО ГАЗОПРОВОДА | 2013 |
|
RU2549281C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| Способ установки термоусаживающейся манжеты на стыки дюкера | 2024 |
|
RU2838239C1 |
Изобретение относится к эксплуатации линейной части магистральных газопроводов. В частности, изобретение относится к эксплуатации участков с заводским изоляционным покрытием со сроком эксплуатации более 30 лет, у которых поверхность под заводским покрытием соответствует нормативным требованиям, а дефектными являются сварные швы и прилегающая околошовная зона. Технический результат заключается в снижении трудоемкости и материальных затрат при ремонте в трассовых условиях. По результатам внутритрубной технической диагностики определяются сварные швы с дефектами сварного шва и околошовной зоны на участках, проложенных упругим изгибом. На освобожденном от газа участке магистрального газопровода, содержащем более одного дефектного шва, производят вскрытие до средней образующей. В районе дефектных сварных швов производят шурфовку с подкопом глубиной не менее 0,6 м от нижней образующей и шириной 2 м. Швы и околошовную зону очищают от старого изоляционного покрытия трассового нанесения. Устройством для разрезки труб вырезают дефектные швы и примыкающую дефектную околошовную зону 0,1 м без заводского покрытия, с одновременным оформлением кромки под новый стыковой сварной шов. С помощью трубоукладчиков подтягивают вырезанную трубу к подготовленному под стыковую сварку месту. Проводят очистку шва и околошовной зоны, монтаж, прихватку и сварку стыкового шва с последующим контролем качества сварки. Шов и околошовную зону очищают с соблюдением требований подготовки поверхности трубы под термоусаживающуюся манжету, проводят монтаж термоусаживающейся манжеты. На заключительном дефектном шве выполняют врезку катушки размером не менее диаметра трубопровода. 1 з.п. ф-лы, 5 ил.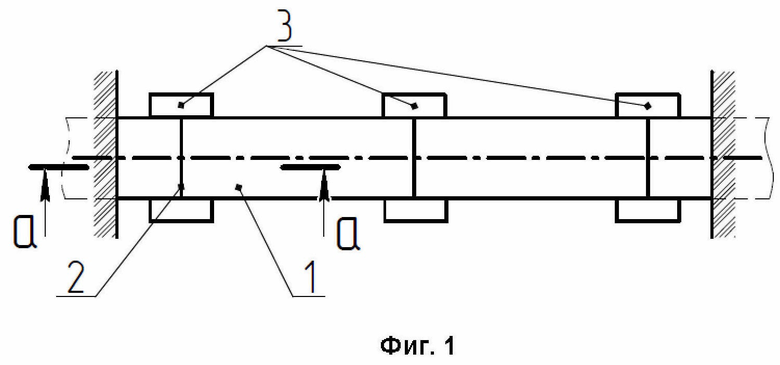
1. Способ ремонта труб участка газопровода в заводской изоляции, проложенного упругим изгибом со сроком эксплуатации более 30 лет, у которого поверхность под заводским покрытием соответствует нормативным требованиям, а дефектными являются сварные швы и прилегающая околошовная зона, отличающийся тем, что на участке магистрального газопровода, содержащем более одного дефектного шва, производят вскрытие до средней образующей, в районе дефектных сварных швов производят шурфовку с подкопом глубиной не менее 0,6 м от нижней образующей и шириной 2 м, очищают швы и околошовную зону от старого изоляционного покрытия трассового нанесения, устройством для разрезки труб вырезают дефектные швы и примыкающую дефектную околошовную зону 0,1 м без заводского покрытия, с одновременным оформлением кромки под новый стыковой сварной шов, с помощью трубоукладчиков подтягивают вырезанную трубу к подготовленному под стыковую сварку месту, проводят очистку шва и околошовной зоны, монтаж, прихватку и сварку стыкового шва, с последующим контролем качества сварки, очищают шов и околошовную зону с соблюдением требований подготовки поверхности трубы под термоусаживающуюся манжету, проводят монтаж термоусаживающейся манжеты, на заключительном дефектном шве выполняют врезку катушки размером не менее диаметра трубопровода.
2. Способ ремонта труб по п. 1, отличающийся тем, что очистной машиной в трассовых условиях очищают от заводского изоляционного покрытия околошовную зону 0,1 м.
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Регламент по вырезке и врезке "катушек" соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов | |||
| М.: ГУП Издательство "Нефть и газ", 2002 80 с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| М.: ООО "ИРЦ | |||

