Изобретение относится к нефтяной промышленности и может найти применение изоляции неразъемных соединений трубопроводов.
Известен способ ремонта трубопроводов, включающий заполнение дефектных полостей в неотвержденном деформируемом состоянии заполняющим материалом и на дефектную зону с заполняющим материалом приклеивние охватывающей трубопровод эластичной деформируемой прокладки, наматывание на последнюю с натяжением, обеспечивающим деформацию прокладки, ленты с образованием упрочняющей муфты. Ленту выполняют с шириной, убывающей по длине, а намотку ведут с широкого конца, который закрепляют на эластичной прокладке. В процессе намотки ленту механически зачищают, наносят на нее адгезив и закрепляют узкий конец ленты после намотки муфты, убывающей по толщине от середины к ее концам. Накладывают на муфту термоусадочную манжету, прогревают ее, чем обеспечивают усадку манжеты, отверждение адгезива и заполняющего материала (Патент РФ № 2172886, кл. F 16 L 55/17, опубл. 2001.08.27).
Известный способ сложен в исполнении и не обеспечивает необходимой надежности изоляции трубопроводов.
Наиболее близким к изобретению по технической сущности является способ изоляции сварных стыков трубопроводов из стальных труб, футерованных полиэтиленом, включающий нанесение на место сварного шва термоусадочной ленты и термообработку полученного соединения открытым пламенем горелки (Инструкция по сооружению и ремонту трубопроводов из стальных труб, футерованных полиэтиленом. РД 39-0147585-202-00, с.30-32. г.Альметьевск, ОАО “Татнефть”. 2000 г. - прототип).
Известный способ не позволяет создать надежную изоляцию сварного стыка.
В изобретении решается задача повышения надежности изоляции сварного стыка.
Задача решается тем, что в способе изоляции сварных стыков трубопроводов из стальных труб, футерованных полиэтиленом, включающем нанесение на место сварного шва термоусадочной ленты и термообработку полученного соединения открытым пламенем, согласно изобретению, перед нанесением термоусадочной ленты на сварной шов наносят полимерную ленту, имеющую адгезионный слой и обеспечивающую адгезионное соединение с металлом трубы, удаляют влагу с поверхности полимерной ленты прогревом открытым пламенем, термоусадочную ленту наносят на полимерную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода, обжимают полученное соединение, прогрев ведут открытым пламенем сначала снизу, затем сверху, потом на боковой поверхности с противоположной стороны от места нахлеста и заканчивают прогревом места нахлеста.
Признаками изобретения являются:
1) нанесение на место сварного шва термоусадочной ленты;
2) термообработка полученного соединения открытым пламенем;
3) перед нанесением термоусадочной ленты нанесение на сварной шов полимерной ленты, имеющей адгезионный слой и обеспечивающей адгезионное соединение с металлом трубы;
4) удаление влаги с поверхности полимерной ленты прогревом открытым пламенем;
5) нанесение термоусадочной ленты на полимерную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода;
6) обжим полученного соединения;
7) прогрев открытым пламенем сначала снизу, затем сверху, потом на боковой поверхности с противоположной стороны от места нахлеста и заканчивание прогревом места нахлеста.
Признаки 1, 2 являются общими с прототипом, признаки 3-7 являются отличительными признаками изобретения.
Сущность изобретения
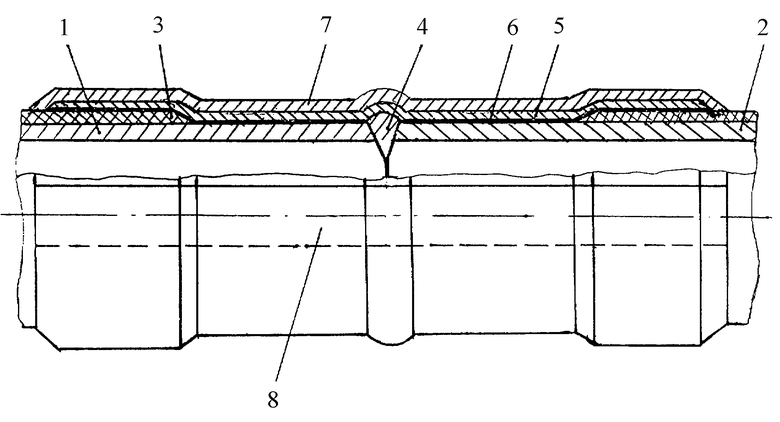
Применяемые для создания трубопроводов стальные трубы снаружи футерованы полиэтиленом. Концевые участки труб не защищены полиэтиленом. Это сделано для возможности сварки труб без повреждения полиэтиленовой изоляции. После сварки сварные швы подлежат изоляции в полевых условиях. Для этого применяют термоусадочную ленту, которую наносят на место сварного шва и термообрабатывают открытым пламенем горелки. Полученная изоляция недостаточно надежно защищает сварное соединение от коррозии вследствие отсутствия адгезионного соединения с металлом трубы. В изобретении решается задача повышения надежности изоляции сварного соединения. Задача решается тем, что перед нанесением термоусадочной ленты на сварной шов наносят полимерную ленту, имеющую адгезионный слой и обеспечивающую адгезионное соединение с металлом трубы. Полученное соединение представлено на чертеже. На чертеже трубопровод получен сваркой стальных труб 1 и 2, футерованных полиэтиленом 3. Место сварного шва 4 и всего стыка защищено полимерной лентой 5 с адгезионным слоем 6, на которой намотана термоусадочная лента 7 с размещением места нахлеста 8 на боковой поверхности трубопровода. Ширину полимерной ленты подбирают больше ширины незакрытого полиэтиленом участка сваренных труб. После нанесения полимерной ленты наносят термоусадочную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода. Ширину термоусадочной ленты подбирают одинаковой с шириной полимерной ленты. Начало и конец полимерной ленты и термоусадочной ленты по ширине изоляции выполняют одинаковыми. Перед нанесением термоусадочной ленты удаляют влагу с поверхности полимерной ленты прогревом открытым пламенем. Термоусадочную ленту наносят на полимерную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода. Обжимают полученное соединение, например, прикаткой роликом, обжатием вручную и т.п. Прогревают термоусадочную ленту открытым пламенем сначала снизу, затем сверху, потом на боковой поверхности с противоположной стороны от места нахлеста и заканчивают прогревом места нахлеста. Прогрев с каждой стороны ведут до полного разглаживания и натяжения термоусадочной ленты. В результате получают герметичное соединение труб, обеспечивающее надежную изоляцию.
В качестве полимерной ленты используют ленты полиэтиленовые типа “Попилен” и “НКПЭЛ-45” шириной 450±0,5 мм с адгезией к отгрунтованной стальной поверхности не менее 20 Н/см.
В качестве термоусадочной ленты используют ленты типа “Полилен-Т” и “Термизол” шириной 450±0,5 мм, толщиной 1,0 и 0,8-1,2 мм соответственно, с адгезией к стальной поверхности не менее 35 Н/см.
Пример конкретного выполнения способа
Монтируют трубопровод из стальных труб наружным диаметром 114 мм и длиной 30 м. Трубы снаружи футерованы полиэтиленом. Концевые участки труб не защищены полиэтиленом на ширину 100 мм. Сваривают сварные швы в полевых условиях. На зону сварного стыка наносят полимерную ленту марки “Полилен” адгезионным слоем к металлу трубопровода. Ширину полимерной ленты подбирают равной 450 мм. После нанесения полимерной ленты наносят термоусадочную ленту марки “Термизол” с нахлестом и размещением места нахлеста на боковой поверхности трубопровода. Ширину термоусадочной ленты подбирают одинаковой с шириной полимерной ленты, т.е. равной 450 мм. Начало и конец полимерной ленты и термоусадочной ленты по ширине изоляции выполняют одинаковыми. Перед нанесением термоусадочной ленты удаляют влагу с поверхности полимерной ленты прогревом открытым пламенем пропан-бутановой горелки. Термоусадочную ленту наносят на полимерную ленту с нахлестом 75 мм и размещением места нахлеста на боковой поверхности трубопровода. Обжимают полученное соединение прикаткой роликом. Прогревают термоусадочную ленту открытым пламенем пропан-бутановой горелки сначала снизу, потом сверху, затем на боковой поверхности с противоположной стороны от места нахлеста и заканчивают прогревом места нахлеста. Прогрев с каждой стороны ведут до полного разглаживания и натяжения термоусадочной ленты. В результате получают герметичное соединение труб, обеспечивающее надежную изоляцию.
Испытания полученного соединения показали, что адгезия полиэтиленовой ленты “Полилен” к стальной поверхности трубы составляет не менее 25-30 Н/см, адгезия термоусаживающей ленты “Термизол” к полиэтиленовой ленте “Полилен” равна 35 Н/см и более. Прочностные характеристики и диэлектрические свойства покрытия зоны сварного стыка равнозначны базовому покрытию из экструдированного полиэтилена, нанесенного в заводских условиях.
Применение предложенного способа позволит повысить надежность изоляции сварных соединений трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки термоусаживающейся манжеты на стыки дюкера | 2024 |
|
RU2838239C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ НАРУЖНОЙ ИЗОЛЯЦИИ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2527282C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2011 |
|
RU2488737C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2235246C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ ПОДЗЕМНОЙ ПРОКЛАДКИ | 2012 |
|
RU2530946C2 |
Изобретение относится к нефтяной промышленности и может найти применение при изоляции неразъемных соединений трубопроводов. На место сварного шва наносят полимерную ленту, имеющую адгезионный слой и обеспечивающую адгезионное соединение с металлом трубы. Удаляют влагу с поверхности полимерной ленты прогревом открытым пламенем. На полимерную ленту наносят термоусадочную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода. Обжимают полученное соединение. Прогрев ведут открытым пламенем сначала снизу, затем сверху, потом на боковой поверхности с противоположной стороны от места нахлеста и заканчивают прогревом места нахлеста. Изобретение обеспечивает повышение надежности изоляции сварного стыка. 1 ил.
Способ изоляции сварных стыков трубопроводов из стальных труб, футерованных полиэтиленом, включающий нанесение на место сварного шва термоусадочной ленты и термообработку полученного соединения открытым пламенем, отличающийся тем, что перед нанесением термоусадочной ленты на сварной шов наносят полимерную ленту, имеющую адгезионный слой и обеспечивающую адгезионное соединение с металлом трубы, удаляют влагу с поверхности полимерной ленты прогревом открытым пламенем, термоусадочную ленту наносят на полимерную ленту с нахлестом и размещением места нахлеста на боковой поверхности трубопровода, обжимают полученное соединение, прогрев ведут открытым пламенем сначала снизу, затем сверху, потом на боковой поверхности с противоположной стороны от места нахлеста и заканчивают прогревом места нахлеста.
| Инструкция по сооружению и ремонту трубопроводов из стальных труб, футерованных полиэтиленом | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| - Альметьевск: ОАО “Татнефть”, 2000 | |||
| 0 |
|
SU156124A1 | |
| Способ ремонта трубопровода | 1990 |
|
SU1767276A1 |
| СПОСОБ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ, ПОСТРОЕННЫХ ИЗ СТАЛЬНЫХ ТРУБ С ЭМАЛЕВЫМ ЗАВОДСКИМ ПОКРЫТИЕМ | 1996 |
|
RU2111409C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗОЛИРУЕМЫЕ ПОВЕРХНОСТИ СВАРНЫХ СТЫКОВ СТАЛЬНЫХ ТРУБОПРОВОДОВ С ЗАВОДСКИМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ В ПОЛЕВЫХ УСЛОВИЯХ | 1998 |
|
RU2130149C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2172886C1 |
| ЛИКЕР | 1992 |
|
RU2031106C1 |

