Область техники, к которой относится изобретение
Изобретение относится к области термомеханической обработки металлов и может применяться в сборочном производстве, металлургии и нефтяной промышленности.
Уровень техники
Из уровня техники известен способ изготовления муфт, включающий механическую обработку внутренней поверхности полой заготовки с образованием раструбов у концов, чистовую механическую обработку внутренней и наружной поверхностей и нанесение резьбы на внутренние раструбы, при этом в качестве полой заготовки используют утилизированный корпус снаряда и перед проведением механической обработки у корпуса удаляют кольцевые выступы до образования кольцевых пазов с ровным дном, затем корпус снаряда подвергают горячей винтовой прокатке на оправке с прошивкой его дна и до выравнивания диаметра и толщины стенки, отрезают разнотолщинные концевые части, а остальную часть режут на мерные заготовки (Патент РФ № 2217251, МПК В21В 19/02, опубл. 27.11.2003, бюл. №33). Недостатком данного технического решения является то, что снарядная сталь часто обладает высокой твердостью, но при этом может быть хрупкой и склонной к разрушениям при воздействии ударных нагрузок или резких изменений температуры, также корпус снаряда после воспламенения пороховой смеси начинает сильно подвергаться коррозии. Это означает, что существующий метод изготовления муфт не гарантирует надежность и долговечность муфт в условиях скважинной эксплуатации.
Указанный способ изготовления муфт выбран в качестве прототипа изобретения.
Раскрытие сущности изобретения
Технической проблемой, на решение которой направлено изобретение, является создание способа изготовления муфт повышенной надежности и устойчивости к разрушениям, в том числе в условиях скважинной эксплуатации.
Технический результат: повышение устойчивости муфт к разрушениям и, как следствие, повышение надежности муфт.
Для достижения технического результата в способе изготовления муфт, включающем зачистку поверхности труб от различных отложений, загрязнений и очагов коррозии, порезку на штучные заготовки, нагрев заготовки, объемную штамповку, расточку и нарезку резьбы, согласно изобретению в качестве труб для изготовления заготовок используют отработавшие свой ресурс насосно-компрессорные трубы.
Использование в качестве труб для изготовления заготовок отработавших свой ресурс насосно-компрессионных труб, проведение зачистки поверхности труб от различных отложений, загрязнений и очагов коррозии, порезки на штучные заготовки, нагрева заготовки, объемная штамповки, расточки и нарезки резьбы устраняет недостатки прототипа, а именно повышает устойчивость муфт к разрушениям в том числе за счет применения в насосно-компрессионных трубах стали, не склонной к разрушениям при воздействии ударных нагрузок и/или резким изменениям температуры, что обеспечивает повышение надежности муфт и их долговечность.
Краткое описание чертежей
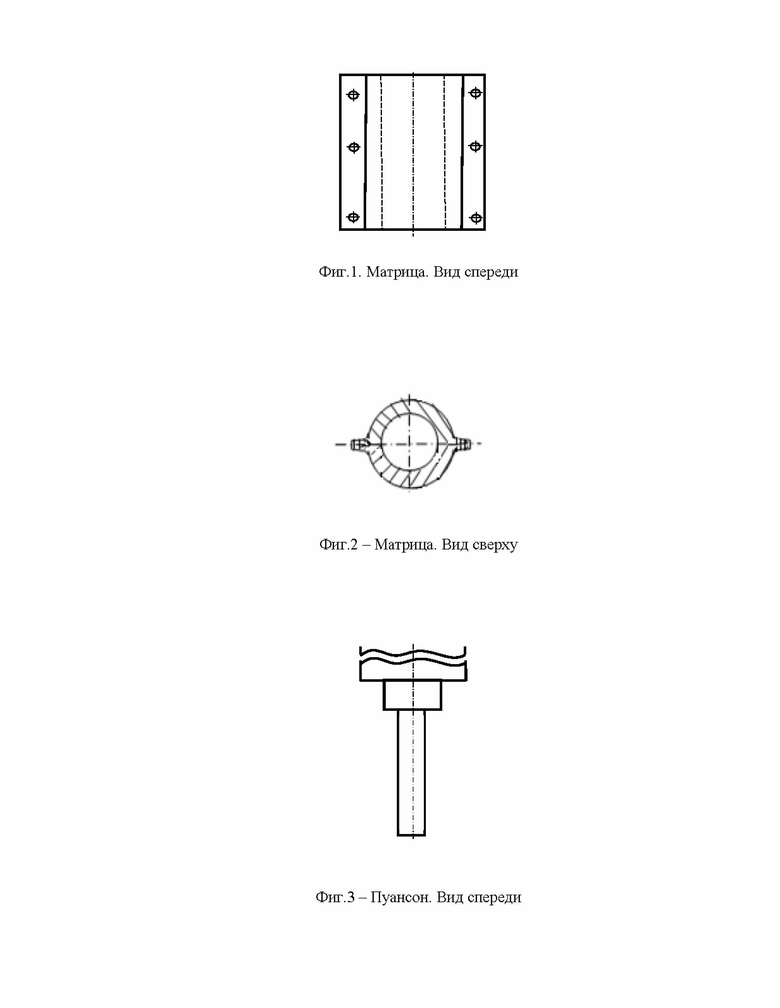
Фиг. 1 - Матрица. Вид спереди.
Фиг. 2 - Матрица. Вид сверху.
Фиг. 3 - Пуансон. Вид спереди.
Осуществление изобретения
Для изготовления муфт используют отработавшие свой ресурс насосно-компрессионные трубы.
С помощью ультразвукового контроля определяют не подверженные к усталости и глубокой коррозии части насосно-компрессорной трубы и гидродинамическим методом под высоким давлением удаляют отложения и загрязнения, то есть производят зачистку поверхности труб, из которых изготавливается муфта, от различных отложений, загрязнений и очагов коррозии. При необходимости защищают очаги коррозии методом механической обработки. Затем происходит порезка трубы на штучные заготовки и нагрев заготовки. Порезка трубы происходит из расчета, что объем металла заготовки должен быть равен объему металла готовой муфты. После расчета вырезают расчетную длину трубы. Заготовка нагревается с помощью кузнечного индукционного нагревателя до 1050°С. Далее производят объемную штамповку. С помощью объемной штамповки (деформации в матрице) толщина стенок нагретых заготовок увеличивается до требуемой толщины муфты с последующим охлаждением в воде или масле. Полученная заготовка растачивается до нужных размеров, нарезается резьба по ГОСТ 33758-2016.
В процессе формирования муфт металл упрочняется, что в совокупности с применением для изготовления муфт насосно-компрессионных труб из стали, не склонной к разрушениям при воздействии ударных нагрузок и/или резким изменениям температуры, способствует повышению устойчивости муфт к разрушениям, и, как следствие, повышению надежности муфт.
Пример. Брали отработавшую свой ресурс насосно-компрессорную трубу с наружным диаметром 73 мм. С помощью ультразвукового контроля определяли не подвергшие к усталости и глубокой коррозии участки трубы. Зачищали внутреннюю и наружную поверхность от отложений и коррозии с помощью гидродинамической мойки высокого давления. С помощью ленточной пилы отрезали 128,1 мм трубы (при длине муфты 110 мм). Нагревали заготовку с помощью индукционной кузнечной печи до 500°С. Проводили деформацию поместив заготовку в матрицу (фиг. 1, фиг. 2) глубиной 128,1 мм и внутренним диаметром 73 мм и надавливая пуансоном (фиг. 3), который состоит из 2-х частей: нижней с диаметром 60 мм и высотой 110 мм и верхней диаметром 73 мм и высотой 18,1 мм. Каждую заготовку подвергали термообработке (закалили с нагревом до температуры 830°С-850°С, время нагрева 13-15 мин, произвели отпуск с нагревом до температуры 560±50°С, время выдержки 1,5-2 ч). Проточили наружную поверхность, внутренние конуса (раструбы) с обеих сторон, нарезали резьбу по ГОСТ 633-80.
Заявленный способ обеспечивает изготовление муфт повышенной надежности из отработавших свой ресурс насосно-компрессорных труб. Муфты могут применяться в нефтяной отрасли.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления муфт со стабилизирующим пояском насосно-компрессорных труб | 1990 |
|
SU1791093A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 114,3Х6,88 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2613807C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 88,9×6,45×9000-10700 мм ИЗ КОРРОЗИОННОСТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2012 |
|
RU2527578C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 168,3Х10,6Х10,6Х5000-10000 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2614972C1 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2395666C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 88,9Х6,45 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2016 |
|
RU2614476C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ РАЗМЕРОМ 244,5×7,9, 244,5×9 И 244,5×10 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2508955C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 88,9х6,45х9000-10700 мм ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2615924C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ ДИАМЕТРОМ 508 ММ НА ТПУ 8-16'' С ПИЛИГРИМОВЫМИ СТАНАМИ В ОБЫЧНОМ И ХЛАДОСТОЙКОМ ИСПОЛНЕНИИ | 2007 |
|
RU2386501C2 |
Изобретение относится к области термомеханической обработки металлов и может применяться в сборочном производстве, металлургии и нефтяной промышленности. При изготовлении муфт осуществляют зачистку поверхности труб от различных отложений, загрязнений и очагов коррозии гидродинамическим методом под высоким давлением. Производят порезку на штучные заготовки из расчета, что объем металла заготовки должен быть равен объему металла готовой муфты. Осуществляют нагрев заготовки с помощью кузнечного индукционного нагревателя, объемную штамповку с последующим охлаждением в воде или масле, расточку и нарезку резьбы. В качестве труб для изготовления заготовок используют отработавшие свой ресурс насосно-компрессорные трубы. Обеспечивается повышение устойчивости муфт к разрушениям и, как следствие, повышение надежности муфт. 3 ил.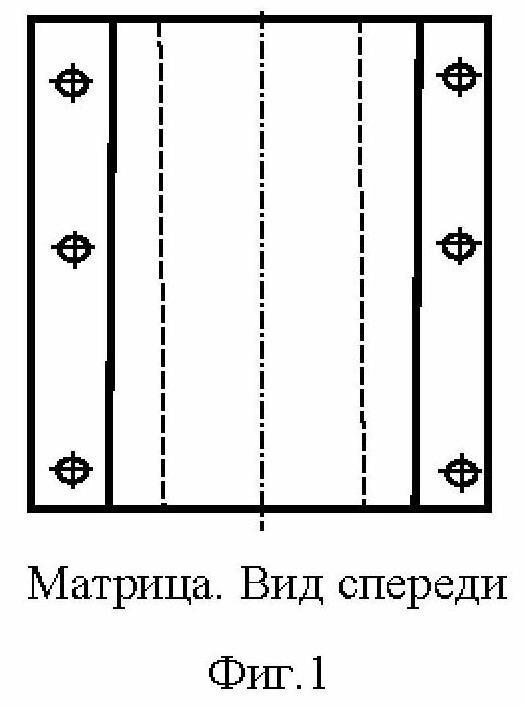
Способ изготовления муфт, включающий зачистку поверхности труб от различных отложений, загрязнений и очагов коррозии гидродинамическим методом под высоким давлением, порезку на штучные заготовки из расчета, что объем металла заготовки должен быть равен объему металла готовой муфты, нагрев заготовки с помощью кузнечного индукционного нагревателя, объемную штамповку с последующим охлаждением в воде или масле, расточку и нарезку резьбы, отличающийся тем, что в качестве труб для изготовления заготовок используют отработавшие свой ресурс насосно-компрессорные трубы.
| МАЛИКОВ Р.М | |||
| и др | |||
| Изготовление муфт для насосно-компрессорных труб из трубы, бывшей в употреблении | |||
| Специализированный журнал "Бурение и нефть", 31.10.2023 [онлайн периодика] [найдено 31.07.2024] | |||
| Электромагнитный прерыватель | 1924 |
|
SU2023A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТ | 2001 |
|
RU2217251C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ МУФТОВЫХ ТРУБ РАЗМЕРОМ 108Х18Х7400-7600 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2615386C1 |
| Емкостный датчик | 1959 |
|
SU126639A1 |
| US | |||

