Изобретение относится к области волоконной и интегральной оптики и может быть использовано в устройствах сборки, стыковки и проверки качества готовых устройств для фиксации интегральных оптических схем и оптоволокон.
Известен способ стыковки канальных волноводов, который осуществляют со специальными двухжильными световодами, которые могут иметь однополяризационный режим работы, а увеличение прочности клеевого соединения достигается за счет дополнительной фиксации кварцевого стыковочного капилляра, с вклеенным в него двухжильным световодом, с интегрально-оптической схемой путем сварки. Предложенное техническое решение позволяет обеспечить уменьшение потерь оптической мощности излучения, повышение стабильности "нуля" волоконно-оптического гироскопа, а также повышение прочности клеевого соединения канальных волноводов с одномодовыми световодами [патент RU 2280882].
Известно устройство соединения оптоволокна и интегральной оптической схемы, которое содержит корпус с установленной на нем интегрально-оптической схемой, два узла юстировки с элементами фиксации стыкуемых оптоволокон в виде V-образных канавок, установленных по обе стороны интегральной оптической микросхемы, с возможностью перемещения в поперечном направлении относительно оси стыкуемых оптоволокон в плоскости расположения интегральной оптической микросхемы. Элементы фиксации стыкуемых оптоволокон выполнены в виде вала с наружной резьбой, причем шаг резьбы вала кратен расстоянию между каналами интегрально-оптической схемы. Технический результат изобретения позволяет повысить точность соединения световодов с интегральными оптическими микросхемами и снизить трудоемкость изготовления такого соединения [патент SU 1 714556А1].
Недостаток этого изобретения заключается в том, что в нем отсутствуют средства контроля совмещения оптоволокна и интегральной оптической микросхемы, что приводит к низкой точности этого совмещения. Кроме этого отсутствие средств автоматизированной фиксации оптоволокна и интегральной оптической микросхемы приводит к частым разрушениям зоны склейки в момент съема готового изделия, оптоволокна и интегральной оптической микросхемы с устройства соединения волоконного световода и интегральной оптической схемы. Эти разрушения обусловлены неконтролируемыми сдвигами и напряжениями во время полимеризации клея и недостаточно контролируемыми движениями рук оператора в момент освобождения готового изделия из элементов их фиксации.
Технический результат изобретения заключается в повышении точности совмещения оптоволокна и интегральной оптической микросхемы, и в повышении процента выхода годных готовых изделий.
Указанный технический результат достигается тем, что в модуль автоматизированной стыковки оптоволокна и интегральной оптической микросхемы, содержащий основание, на котором установлен первый модуль подвижки с захватом оптоволокна и держатель с захватом микросхемы, введен лазер, второй модуль подвижки, на котором закреплен оптический модуль, при этом захват оптоволокна выполнен в виде первого автоматизированного прижима, а захват интегральной оптической микросхемы выполнен в виде второго автоматизированного прижима.
Существует также вариант, в котором первый автоматизированный прижим выполнен на основе пьезобиморфа, закрепленного в первом корпусе с V-образной канавкой, при этом пьезобиморф имеет возможность перемещения в сторону V-образной канавки.
Существует также вариант, в котором второй автоматизированный прижим выполнен на основе магнитного модуля, закрепленного во втором корпусе с элементом ориентации интегральной оптической микросхемы, при этом магнитный модуль имеет возможность перемещения в сторону элемента ориентации интегральной оптической микросхемы.
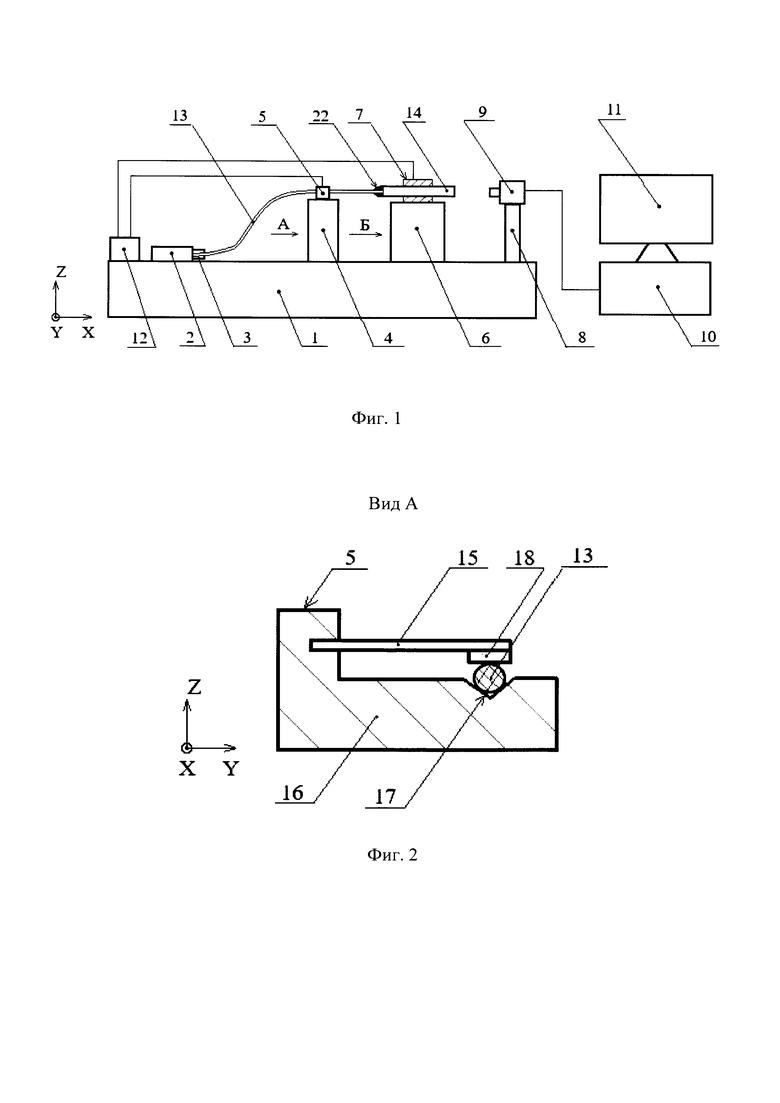
На фиг. 1 изображена схема модуля автоматизированной стыковки оптоволокна и интегральной оптической микросхемы.
На фиг. 2 изображен вариант захвата оптоволокна с использованием пьезобиморфа.
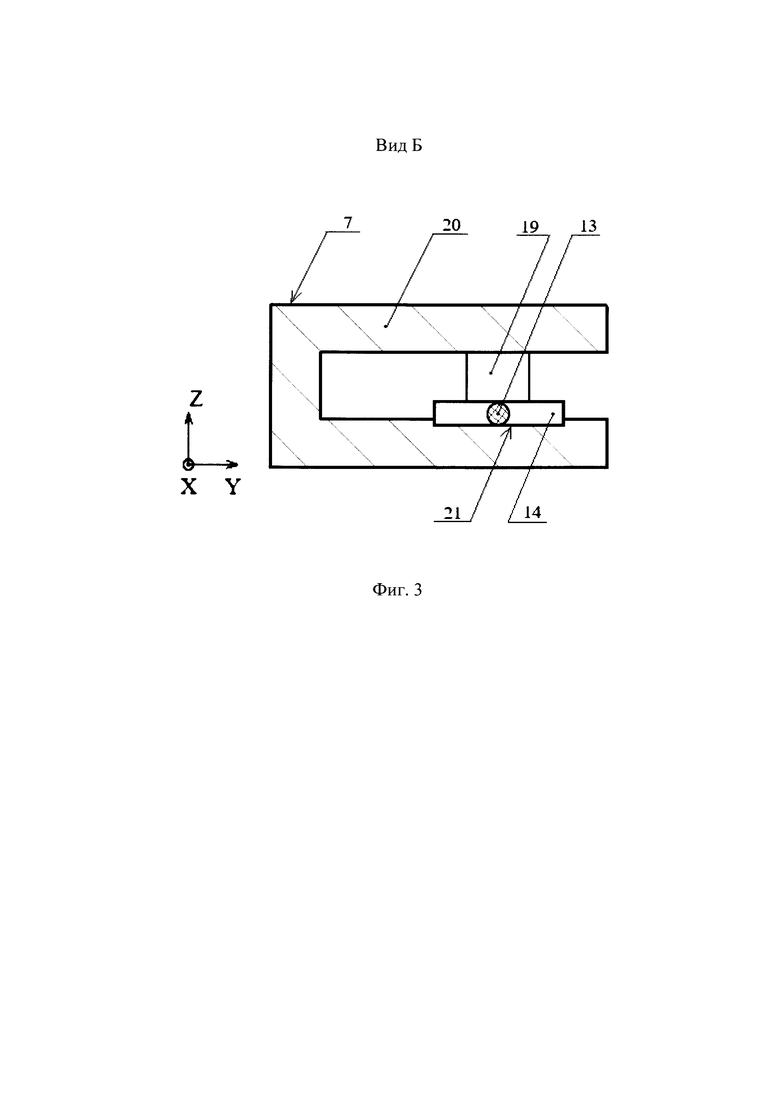
На фиг. 3 изображен вариант захвата интегральной оптической микросхемы с использованием магнитного модуля.
Модуль автоматизированной стыковки оптоволокна и интегральной оптической микросхемы содержит основание 1 (фиг. 1), на котором установлен лазер 2 с держателем оптического волокна 3. В качестве лазера 2 можно использовать, например: лазер EMCORE Model 1790 1550 nm. В качестве держателя оптического волокна 3 можно использовать, например: встроенный держатель для оптоволокна от лазера EMCORE Model 1790 1550 nm. На основании 1 установлен также первый модуль подвижки 4 с первым автоматизированным прижимом 5. В качестве первого модуля подвижки 4 можно использовать, например, стандартную пятикоординатную прецизионную подвижку, а именно комбинированный 5-ти осевой транслятор, модель 7МА10513 ВА. На основании 1 установлен также держатель 6 со вторым автоматизированным прижимом 7. В качестве держателя 6 можно использовать, например: вертикальную платформу LSSS-5QV. На основании 1 установлен также второй модуль подвижки 8, на котором закреплен оптический модуль 9. В качестве второго модуля подвижки 8 можно использовать, например: 3-х осевой комбинированный позиционер серии ST300-25H. В качестве оптического модуля 9 можно использовать, например: камеру CINOGY technologies Cin Cam CMOS-1204. Оптический модуль 9 может быть соединен с компьютером 10, включающим монитор 11. Первый автоматизированный прижим 5 и второй автоматизированный прижим 7 электрически сопряжены с блоком управления 12, который может быть выполнен в виде программируемого контроллера на базе ATmega328 Arduino Uno R3. В процессе функционирования модуля автоматизированной стыковки оптоволокна и интегральной оптической микросхемы оптоволокно 13 первым концом закреплено в держателе 3, а вторым концом закреплено в первом автоматизированном прижиме 5. При этом во втором автоматизированном прижиме 7 закреплена интегральная оптическая микросхема 14.
Существует вариант, в котором первый автоматизированный прижим 5 (фиг.2) выполнен на основе пьезобиморфа 15, закрепленного в первом корпусе 16 с V-образной канавкой 17. В качестве пьезобиморфа 15 можно использовать, например, изделие ЭП-9-47-ПлБ-001, ЭП-9-47- ПлБ-004, ЭП-9-47-ПлБ-004-01. При этом пьезобиморф 15 имеет возможность перемещения в сторону V-образной канавки 17. На свободном конце пьезобиморфа 15 может быть закреплена накладка 18, выполненная, например, из плотной резины.
Существует также вариант, в котором второй автоматизированный прижим 7 (фиг. 3) выполнен на основе магнитного модуля 19, в качестве которого можно использовать, например, зажим на основе электрического микропривода FAULHABER 1516. Магнитный модуль 19 закреплен во втором корпусе 20 с элементом ориентации интегральной оптической микросхемы 21, при этом магнитный модуль 19 имеет возможность перемещения в сторону элемента ориентации интегральной оптической микросхемы 21. Этот элемент может быть выполнен в виде прямоугольной выборки с внутренними размерами, равными размерам интегральной оптической микросхемы 14.
Модуль автоматизированной стыковки оптоволокна и интегральной оптической микросхемы функционирует следующим образом.
Оператор устанавливает первый конец оптоволокна 13 в держатель оптического волокна 3 лазера 2. Затем оператор устанавливает второй конец оптоволокна 13 на первый модуль подвижки 4 в первый автоматизированный прижим 5. Далее оператор устанавливает интегральную оптическую микросхему 14 на держатель 6 во второй автоматизированный прижим 7. Оператор производит первичный этап стыковки оптоволокна 13 и интегральной оптической микросхемы 14, с помощью компьютера 10 и монитора 11. Для этого компьютер 10 изменяет взаимное пространственное положение оптоволокна 13 и интегральной оптической микросхемы 14 посредством подачи воздействий на электроприводы (не показаны), встроенные в первый модуль подвижки 4 и второй модуль подвижки 8. За счет этого первый модуль подвижки 4 и второй модуль подвижки 8 перемещают соответствующий им элемент (оптоволокно 13 и\или оптический модуль 9) по трем осям координат (X,Y,Z). Лазер 2 формирует излучение через оптоволокно 13, закрепленное в держателе оптического волокна 3, на вход интегральной оптической микросхемы 14. На выходе интегральной оптической микросхемы 14 оптический модуль 9 снимает мощность излучения, прошедшего сквозь оптоволокно 13 и интегральную оптическую микросхему 14.
Один из вариантов действий заключается в следующем. В конкретном варианте исполнения используют лазер EMCORE Model 1790 1550 nm с мощностью 18 мВт и оптоволокно 13, диаметром 10 мкм. Необходимо произвести подготовительную настройку выходных параметров излучения, а именно мощности излучения. Для этого используют оптический модуль 9, который улавливает выходное излучение с интегральной оптической микросхемы 14 и передает на компьютер 10. Оператор в полуавтоматизированном режиме настраивает положения первого модуля подвижки 4 и второго модуля подвижки 8 по трем осям координат (X,Y,Z). После проведения настройки положения первого модуля подвижки 4 и второго модуля подвижки 8, оператор анализирует полученные мощности при оптимальных положениях и выявляет максимальное значение мощности излучения, в данном случае 5,5 мВт +/- 0.2 мВт. Опираясь на данные подготовительной настройки, где максимальная мощность излучения 5,5 мВт, соответствующая оптимальному положению оптоволокна 13 и интегральной оптической микросхемы 14, оператор определяет данное значение эталонным и проводит дальнейшую работу по процессу стыковки оптоволокна 13 и интегральной оптической микросхемы 14, опираясь на эталон. При этом оператор может использовать автоматизированный режим настройки положения первого модуля подвижки 4 и второго модуля подвижки 8 по трем осям координат (X,Y,Z), так как на компьютер 10 введено эталонное значение мощности излучения. Возможен также вариант использования предложенного модуля стыковки в полуавтоматизированном режиме, как было описано выше.
Другой вариант дальнейших действий заключается в следующем. В конкретном варианте исполнения используют лазер EMCORE Model 1790 1550 nm с мощностью 18 мВт и оптоволокно 13 диаметром 10 мкм. Также используют программу RayCi64 Standard, установленную на компьютере 10. Данная программа позволяет в автоматизированном режиме учитывать параметры мощности излучения, мощности лазера 2, диаметра оптоволокна 13 и параметры выбранной интегральной оптической микросхемы 14, для оптимального размещения оптоволокна 13 и интегральной оптической микросхемы 14. Подробная инструкция по работе в данной программе приведена по ссылке: https://www.canare.co.jp/photonics/doc/inst/inst_bpf-l_en.pdf.
После подбора максимальной точности стыковки, оператор наносит в место соединения оптоволокна 13 и интегральной оптической микросхемы 14 клей для формирования клеевого соединение 22, равномерно заполняя зазоры между оптоволокном 13 и интегральной оптической микросхемой 14. В качестве клея для формирования клеевого соединения 22 используют оптический клей, например: клей оптический FIS Т60-065-В2 Т120-023-С2, который застывает на воздухе. Кроме того, в качестве клея, можно использовать УФ-отверждаемый клей, например: акриловый клей AmstechnologiesNTT-AT#6205, для его застывания необходим ультрафиолетовое излучение, которое может быть сформировано источником ультрафиолета (не показан). В результате стыковки, получаем готовое изделие, представляющее собой состыкованную интегральную оптическую микросхему 14 и оптоволокно 13. Затем, с помощью блока управления 12, происходит процесс автоматизированного освобождения оптоволокна 13 из первого автоматизированного прижима 5 и интегральной оптической микросхемой 14 из второго автоматизированного прижима 7. После чего оператор извлекает полностью освобожденное готовое изделие.
То, что в модуль автоматизированной стыковки оптоволокна и интегральной оптической микросхемы, содержащий основание 1, на котором установлен первый модуль подвижки 4 с захватом оптоволокна и держатель 6 с захватом микросхемы, введен лазер 2, второй модуль подвижки 8, на котором закреплен оптический модуль 9, при этом захват оптоволокна выполнен в виде первого автоматизированного прижима 5, а захват микросхемы выполнен в виде второго автоматизированного прижима 7, приводит к повышению точности совмещения оптоволокна и интегральной оптической микросхемы и к повышению процента выхода годных готовых изделий. Точность совмещения оптоволокна 13 и интегральной оптической микросхемы 14 благодаря использованию оптического модуля 9 и составляет величину около 1 мкм.
Повышение процента выхода годных готовых изделий достигается за счет того, что автоматизированные прижимы освобождают оптоволокно 13 и интегральную оптическую микросхему 14 с минимальными нефункциональными сдвигами. После чего оператор извлекает полностью освобожденное готовое изделие, минимизируя количество разрушения клеевого соединения 22.
Использование пьезобиморфа 15, закрепленного в первом корпусе 16 с V-образной канавкой 17, позволяет плавно регулировать усилие прижима оптоволокна 13, что дополнительно повышает процент выхода годных готовых изделий за счет минимизации количества разрушений клеевого соединения 22.
Использование магнитного модуля 19, закрепленного во втором корпусе 20 с элементом ориентации интегральной оптической микросхемы 21, позволяет надежно фиксировать интегральную оптическую микросхему 14, что исключает ее нефункциональные перемещения во время процесса стыковки и дополнительно повышает процент выхода годных готовых изделий за счет минимизации количества разрушений клеевого соединения 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКИЙ ЗОНД НА ОСНОВЕ КВАРЦЕВОГО РЕЗОНАТОРА ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2002 |
|
RU2221287C2 |
| УЧЕБНО-НАУЧНЫЙ ЛАБОРАТОРНЫЙ СТЕНД ДЛЯ КВАНТОВОЙ ОПТИКИ И КВАНТОВОЙ ИНФОРМАТИКИ | 2019 |
|
RU2734455C1 |
| Оптический блок волоконного оптического гироскопа | 2024 |
|
RU2829833C1 |
| СПОСОБ ВЖИВЛЕНИЯ ОПТОВОЛОКОННОГО ЗОНДА В МОЗГ ЖИВОТНОГО С КОНТРОЛИРУЕМОЙ ОБРАТНОЙ СВЯЗЬЮ | 2017 |
|
RU2653815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТОЭЛЕКТРОННОЙ МИКРОСБОРКИ | 2008 |
|
RU2373605C1 |
| Способ вытяжения субдлинноволнового оптоволокна и устройство для его осуществления | 2023 |
|
RU2825755C1 |
| МАЛОГАБАРИТНЫЙ АКУСТИЧЕСКИЙ МИКРОСКОП | 1995 |
|
RU2112969C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП | 2010 |
|
RU2498321C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ДЛЯ ХРАНЕНИЯ ИНФОРМАЦИИ (ВАРИАНТЫ) | 1996 |
|
RU2188464C2 |
| КОМБИНИРОВАННЫЙ ХИРУРГИЧЕСКИЙ ЭНДОЗОНД ДЛЯ ОПТИЧЕСКОЙ КОГЕРЕНТНОЙ ТОМОГРАФИИ, ПОДСВЕТКИ ИЛИ ФОТОКОАГУЛЯЦИИ | 2012 |
|
RU2603427C2 |
Изобретение относится к области волоконной и интегральной оптики и может быть использовано в устройствах сборки, стыковки и проверки качества готовых устройств для фиксации интегральных оптических микросхем и оптоволокон. Сущность изобретения заключается в том, что в модуль автоматической стыковки оптоволокна и интегральной оптической микросхемы, содержащий основание 1, на котором установлен первый модуль подвижки 4 с захватом оптоволокна и держатель 6 с захватом микросхемы, введен лазер 2, второй модуль подвижки 8, на котором закреплен оптический модуль 9, при этом захват оптоволокна выполнен в виде первого автоматического прижима 5, а захват микросхемы выполнен в виде второго автоматического прижима 7. Технический результат изобретения заключается в повышении точности совмещения оптоволокна 13 и интегральной оптической микросхемы 14, и в повышении процента выхода годных готовых изделий. 2 з.п. ф-лы, 3 ил.
1. Модуль автоматизированной стыковки оптоволокна и интегральной оптической микросхемы, содержащий основание, на котором установлен первый модуль подвижки с захватом оптоволокна и держатель с захватом микросхемы, отличающийся тем, что в него введен лазер, второй модуль подвижки, на котором закреплен оптический модуль, при этом захват оптоволокна выполнен в виде первого автоматизированного прижима, а захват микросхемы выполнен в виде второго автоматизированного прижима.
2. Устройство по п. 1, отличающееся тем, что первый автоматизированный прижим выполнен на основе пьезобиморфа, закрепленного в первом корпусе с V-образной канавкой, при этом пьезобиморф имеет возможность перемещения в сторону V-образной канавки.
3. Устройство по п. 1, отличающееся тем, что второй автоматизированный прижим выполнен на основе магнитного модуля, закрепленного во втором корпусе с элементом ориентации интегральной оптической микросхемы, имеющего возможность перемещения в сторону элемента ориентации интегральной оптической микросхемы.
| US 10673198 B2, 02.06.2020 | |||
| CN 108983374 B, 14.04.2020 | |||
| EP 3724705 A1, 21.10.2020 | |||
| US 20020009270 A1, 24.01.2002. |

