Изобретение относится к изготовлению устройств для хранения информации. Более конкретно, но без каких-либо ограничений конкретными примерами осуществления, описанными в соответствии с наилучшим режимом практической реализации, настоящее изобретение относится к изготовлению накопителей на магнитных оптических дисках.
В прошлом изготовление и сборка устройств хранения информации требовали больших затрат времени и вызывали проблемы, связанные с контролем качества. Последние разработки оптических устройств памяти только усилили эти проблемы. Всеобщая потребность в достижении более быстрого времени доступа и более высокой надежности переросла во всеобщую потребность в более качественных способах и технологических установках для изготовления упомянутых устройств памяти. Например, новейшие носители на магнитооптических дисках сделали чрезвычайно важной качественную настройку оптической системы. Эти накопители работают на эффекте Керра. Если оптическая система настроена не достаточно точно, то в дисководе произойдет сбой.
Одним из путей обеспечения высокого качества устройств для хранения информации является увеличение трудозатрат и усиление контроля качества. Увеличение трудозатрат позволит выделить больше времени на каждый носитель, отводимого на юстировку и настройку. Усиление контроля качества позволит отбраковывать устройства, не соответствующие стандартным требованиям. Недостатком такого подхода является чрезвычайное увеличение стоимости. Элементы и отбракованнные устройства идут в отходы после обнаружения дефекта. Лучшей стратегией было бы стремиться к изготовлению устройств памяти с максимально возможными качеством и эффективностью.
Например, потребность в малых временах доступа привела к повышению рабочих механических напряжений, внутренних для накопителя на оптических дисках. В типовом случае оптическая каретка должна приводиться в действие с помощью линейного привода, обеспечивающего перемещение по двум направляющим. Эта система подвергается воздействию высоких ускорений и торможений в процессе поиска информации. Естественно, должны увеличиться допуски, требуемые при производстве. Заказчики возвращали назад дисководы с обнаруженными дефектами в подшипниках, которые поддерживают оптическую головку на направляющих, а также с дефектами в обмотках, используемых в линейных приводах. Эти типы дефектов полностью выводят из строя упомянутое устройство для хранения информации.
В соответствии с одним из аспектов настоящего изобретения множество подшипников путем прессовой посадки могут быть точно установлены в оптическую каретку с использованием способа ввода подшипников и соответствующего устройства, раскрытых в настоящем описании. Ранее лишь один подшипник устанавливался в каждый данный момент времени вручную. Для того чтобы сборщик мог точнее позиционировать подшипники, использовались кольцевые прокладки. Настоящее изобретение позволяет сэкономить время за счет обеспечения возможности точного введения множества подшипников.
Обмотки, используемые в линейном приводе, также называемые обмотками грубого привода, подвергаются воздействию чрезвычайно высокого механического напряжения, и при этом должны сохранять очень жесткие допуски. Под этим воздействием обмотки грубого привода могут открепиться, что приводит к отказу устройства. Ранее обмотки грубого привода позиционировались и приклеивались вручную. Техник должен был вручную ориентировать одну из обмоток и пытаться стабилизировать обмотку путем приклеивания. Затем техник должен осуществлять сборку обмотки согласования. В настоящем изобретении эффективность и точность улучшаются путем приклеивания одновременно двух обмоток.
Как упоминалось ранее, конструктивные элементы и трудовые затраты являются наиболее дорогостоящими элементами устройства для хранения информации. Это особенно справедливо для оптических элементов в оптическом устройстве хранения информации. Ранее оптические элементы позиционировались вручную. Сборщик должен был удерживать элементы на месте их установки и наносить клей. Контроль качества, проводимый позднее, должен был обеспечить определение правильности размещения оптических элементов. Проблема для такого способа состоит в том, что в случае неверной установки детали последующие производственные операции уже бесполезны для дефектного дисковода. В типовом случае любая попытка ремонта приводит к разрушению склеенной детали и увеличивает стоимость производственных операций. В настоящем изобретении оптические элементы проверяются при сборке или непосредственно вслед за сборкой. Немедленная оптическая обратная связь с использование внешнего лазера, частично собранной оптической системы воспроизводящего механизма или камеры для проверки позволяет немедленно переделать конструктивный элемент, обусловивший какие-либо проблемы. Например, линза объектива является обычным элементом во всех типах оптических устройств хранения информации. В настоящем изобретении для проверки установки линзы в процессе ее установки используется камера. После того как линза приклеена или прикреплена иным образом, характеристики склеенного узла измеряются с помощью оптического прибора, например автоколлиматора.
Крепление расщепителя луча в оптической системе устройства характеризует собой еще одно усовершенствование, обеспечиваемое изобретением. Согласно изобретению расщепитель луча поддерживается и позиционируется по трем координатам, в то время как внешний лазер имитирует реальные рабочие условия с использованием частично собранного устройства. Немедленная обратная связь позволяет оператору регулировать положение и закрепление расщепителя луча. Поскольку расщепитель луча тестируется и помощью реальной оптической системы, то гарантируется его надлежащее функционирование.
Другие задачи настоящего изобретения, а также его признаки, обеспечивающие достижение указанного результата и преимуществ, будут очевидны из нижеследующего описания предпочтительных вариантов осуществления изобретения, иллюстрируемых чертежами, на которых представлено следующее:
фиг.1A-1J - взаимосвязанная схема последовательности операций, раскрывающая способ изготовления узла каретки;
фиг.1К - диаграмма, иллюстрирующая взаимосвязь фиг.1A-1J;
фиг.1L - таблица условных обозначений, определяющая пиктограммы, использованные на фиг.1A-1J;
фиг.2А-2J - взаимосвязанная схема последовательности операций, раскрывающая способ изготовления узла платы основания;
фиг.2К - диаграмма, иллюстрирующая взаимосвязь фиг.2А-2J;
фиг.2L - таблица условных обозначений, определяющая пиктограммы, использованные на фиг.2А-2J;
фиг.3А-3М - взаимосвязанная схема последовательности операций, раскрывающая сборку оптического модуля;
фиг. 4А - таблица условных обозначений, подобная показанной на фиг.1L и 2L, определяющая пиктограммы, использованные на фиг.3А-3М;
фиг.4В - диаграмма, иллюстрирующая взаимосвязь фиг.3А-3М;
фиг.5 - вид в изометрии в сборе подвижного магнита и полюсного наконечника;
фиг. 6 - сечение пространственного вида узла оснастки, используемого для сборки подвижного магнита и полюсного наконечника, представленных на фиг.5;
фиг.7 - вид в изометрии в сборе оснастки для ввода одиночного подшипника и корпуса каретки;
фиг. 8 - вид в сборе оснастки для ввода сдвоенного подшипника и корпуса каретки;
фиг.9 - вид в сборе второго варианта выполнения оснастки для ввода сдвоенного подшипника в корпус каретки, показанного на фиг.8;
фиг. 10 - вид в сборе оснастки для ввода одиночного подшипника и держателя четвертого подшипника;
фиг. 11 - вид в сечении каретки с введенными подшипниками, собранной с использованием оснастки по фиг.8;
фиг.12 - вид в сечении каретки, иллюстрирующий введение пружины с использованием магнита пружины и окончательную сборку предварительно нагруженного подшипника;
фиг. 13 - вид в изометрии в сборе оснастки предварительного нагружения подшипника;
фиг.14 - вид в сборе устройства измерения предварительной нагрузки;
фиг. 15 - вид в изометрии узла оснастки для введения двойного полюсного наконечника с установленным на нем корпусом каретки;
фиг.16 - пространственное представление сборки магнита, устанавливаемого на полюсный наконечник;
фиг. 17 - вид частично с вырезом оснастки для ввода двойного полюсного наконечника, используемого совместно с блоком магнита на фиг.16;
фиг. 18 - корпус каретки, имеющий блок с двумя магнитами, собранный с использованием устройства, показанного на фиг.15-17;
фиг.19 - оснастка для ввода пентапризмы;
фиг. 20 - вид в сечении по линии 20-20 на фиг.12, иллюстрирующий пентапризму и корпус каретки;
фиг. 21 - вид в сборе уравновешивающей массы и гибкой стрелы корпуса, сборка которых осуществлена согласно процедуре, представленной на фиг.1;
фиг.22 - вид сверху оснастки для прикрепления уравновешивающей массы;
фиг.23 - детальный вид оснастки для прикрепления уравновешивающей массы, показанной на фиг.22, и размещенной на ней каретки;
фиг. 24 - детальный вид показанной на фиг.22 оснастки для закрепления уравновешивающей массы относительно каретки, уравновешивающей массы и гибкой стрелы;
фиг.25 - оснастка для закрепления обмотки грубого привода;
фиг. 26 - основание каретки с прикрепленными к нему обмотками грубого привода с использованием оснастки по фиг.25;
фиг. 27 - отформованный исполнительный механизм с обмоткой фокусировки и радиальными обмотками, собранный согласно процедуре по фиг.4;
фиг. 28 - сечение отформованного исполнительного механизма с обмоткой фокусировки и радиальными обмотками, показанного на фиг.27;
фиг.29 - вид в сечении по линии 29-29 на фиг.28;
фиг. 30 - пространственное представление крестовины и блока исполнительного механизма;
фиг.31 - пространственное представление узла каркаса;
фиг.32 - пространственное представление оснастки узла каркаса;
фиг. 33 - пространственное представление рабочего места, используемого для установки линзы;
фиг.34 - пространственное представление оснастки для крепления линзы;
фиг. 35 - схема линзы объектива, облучаемой автоколлимированным источником света, известная из предшествующего уровня техники;
фиг. 36А - диаграмма теста рабочего хода с наклоном, соответствующая положительному результату тестирования;
фиг. 36В - диаграмма теста рабочего хода с наклоном, соответствующая отрицательному результату тестирования;
фиг.37 - пространственное представление оснастки для юстировки;
фиг.38 - пространственное представление узла каркаса с датчиком положения, который может быть отъюстирован с помощью оснастки, представленной на фиг.37;
фиг.39 - пространственное представление рабочего места для измерения положения шпинделя относительно направляющих;
фиг. 40 - пространственное представление рабочего места для тестирования констант и передаточных характеристик;
фиг. 41 - диаграмма измерения угла шпинделя относительно направляющих с использованием рабочего места по фиг.39;
фиг.42 - пространственное представление платы основания с оптическим модулем;
фиг. 43 - пространственное представление оснастки для юстировки оптического модуля;
фиг.44 - последовательность операций тестирования юстировки лазера;
фиг. 45 - схема оптического модуля, тестируемого согласно процедуре по фиг.44;
фиг. 46 - пространственное представление рабочего места для юстировки следящей системы;
фиг. 47 - пространственное представление оснастки для захвата дифференциальной усеченной призмы с полным внутренним отражением;
фиг. 48 - детальное пространственное представление оснастки для захвата дифференциальной усеченной призмы с полным внутренним отражением, показанной на фиг.47;
фиг. 49 - осциллограммы канала передачи и канала приема, соответствующие тестированию оптического модуля согласно процедуре, показанной на фиг.44;
фиг.50 - диаграмма S-кривой фокусировки согласно процедуре по фиг.44;
фиг. 51 - последовательность операций тестирования юстировки следящей системы;
фиг. 52 - пространственное представление измерительной головки рабочего места для снятия S-кривой фокусировки;
фиг. 53 - отображение сигнала захвата фокусировки при использовании рабочего места по фиг.52;
фиг.54 - последовательность операций теста с измерением S-кривой;
фиг.55 - рабочее место юстировки канала считывания;
фиг. 56 - последовательность операций процедуры юстировки детектора канала считывания с использованием рабочего места по фиг.55;
фиг.57 - представление с пространственным разнесением элементов узла лазерного диода;
фиг.58 - вид в плане оснастки для ввода расщепителя луча;
фиг.59 - вид в плане оснастки для коллимирования и ориентации лазера;
фиг. 60 - пространственное представление рабочего места для ввода микропризмы;
фиг.61А-61С - взаимосвязанные схемы последовательности операций при сборке накопителя на опттических дисках, выполненного согласно второму варианту осуществления настоящего изобретения;
фиг.61D - диаграмма, иллюстрирующая соотношение фиг.61А-61С;
фиг. 62 - пространственное представление ручного пресса для изготовления монтажных пистонов для монтажа обмотки смещения на плате основания;
фиг. 63 - частично схематичный вид в плане головки, собранной согласно процедуре, представленной на фиг.61;
фиг. 64 - фрагмент представления устройства по фиг.63, иллюстрирующий оптические элементы;
фиг. 65 - вид, аналогичный представленному на фиг.63, схематично иллюстрирующий этап ориентирования и коллимирования согласно варианту осуществления, показанному на фиг.61;
фиг.66 - пространственное представление рабочего места для осуществления ориентирования и коллимирования с размещенными на нем узлами каретки и головки;
фиг.67 - вид модуля держателя каретки рабочего места по фиг.66;
фиг. 68 - пространственное представление рабочего места для юстировки следящей системы согласно варианту осуществления по фиг.61;
фиг. 69 - пространственное представление рабочего места тестирования для определения констант привода и передаточных функций согласно варианту осуществления по фиг. 61, имеющего плату основания, установленную на нем в горизонтальной ориентации;
фиг.70 - пространственное представление рабочего места для тестирования, показанного на фиг. 69, с установленной на нем платой основания в вертикальной ориентации;
фиг.71 - пространственное представление рабочего места для тестирования, обеспечивающего оценку узла головки, в соответствии с вариантом осуществления по фиг.61, с установленной на нем платой основания;
фиг. 72 - пространственное представление при наблюдении снизу модуля исполнительного механизма рабочего места, показанного на фиг.71;
фиг. 73 - пространственное представление рабочего места по фиг.71, с которого удалены плата основания и модуль исполнительного механизма;
фиг. 74 - пространственное представление рабочего места для настройки данных в соответствии с вариантом осуществления по фиг.61;
фиг. 75 - пространственное представление рабочего места для юстировки блока головки относительно блока каретки на плате основания;
фиг.76 - пространственное представление накопителя на оптических дисках, выполненного согласно варианту осуществления, показанному на фиг.61;
фиг.77 - вид сверху накопителя по фиг.76, со снятым корпусом;
фиг. 78 - схематичный вид накопителя по фиг.76 в сечении по линии 78-78 на фиг.76;
фиг. 79 - схематичное представление оснастки для юстировки линзы, используемой в процедуре по фиг.61;
фиг. 80 - пространственное представление узла каретки и связанных с ней приводов; узел показан как снятый с дискового накопителя, представленного на фиг.76;
фиг.81 - фрагмент вида с пространственным разнесением элементов узла каретки, показанного на фиг.80;
фиг. 82 - вид снизу в вертикальной плоскости дискового накопителя, аналогичный показанному на фиг.76, иллюстрирующий узел загрузки кассеты;
фиг. 83 - схематичное представление вида сбоку одного из вариантов настоящего изобретения, иллюстрирующее узел захвата в замкнутом положении;
фиг. 84 - схематичное представление вида сбоку одного из вариантов настоящего изобретения, иллюстрирующее узел захвата в открытом положении;
фиг. 85 - вид в сечении узла стойки-опоры согласно изобретению, включая вариант осуществления соответствующего узла анализа;
фиг. 86 - поперечное сечение вакуумного захвата и узла линзы объектива микроскопа согласно настоящему изобретению;
фиг.87 - вид узла юстировки линзы объектива микроскопа;
фиг.88 - вид сбоку узла наклона линзы исполнительного механизма;
фиг.89 - вид спереди узла наклона линзы исполнительного механизма;
фиг.90 - вид исполнительного механизма юстировки;
фиг.91 - вид сверху варианта осуществления узла рамы согласно настоящему изобретению;
фиг.92 - поперечное сечение по линии 92-92 на фиг.91 одного из вариантов осуществления узла рамы;
фиг. 93 - поперечное сечение варианта осуществления вакуумного захвата в открытом положении по линии 92-92 на фиг.91;
фиг. 94 - поперечное сечение варианта осуществления вакуумного захвата в замкнутом положении по линии 92-92 на фиг.91;
фиг.95 - вид в плане узла платы основания.
Задачей изобретения является повышение точности изготовления устройства хранения информации.
Еще одной задачей изобретения является создание эффективного способа сборки устройства хранения информации.
Изобретение относится к сборке субузла каретки, который перемещается по направляющим. Это выполняется путем установки множества подшипников во множество трубок питателей, каждая из которых может удерживать множество подшипников. Каретка имеет множество оправок подшипников и помещена на держатель каретки, имеющий множество пазов для размещения вала подшипника. На держателе каретки предусмотрена опорная поверхность для размещения оправок подшипников. После обеспечения выравнивания оправок подшипников и пазов для размещения валов подшипников выровненные таким образом подшипники одновременно запрессовываются в оправки подшипников. Согласно этому способу множество подшипников могут быть запрессованы одновременно.
Согласно одному из аспектов изобретения, предусмотрена оснастка для введения подшипников, включающая держатель каретки, приспособленная для приема и расположения каретки, причем каретка имеет по меньшей мере две оправки подшипников. По меньшей мере две трубки питателя обеспечивают поддерживание нескольких подшипников в выровненном положении, а держатель каретки имеет по меньшей мере два паза для размещения валов подшипников. Подшипники совмещены с оправками подшипников и с пазами для размещения валов подшипников для обеспечения прессовой посадки нескольких подшипников в каретке.
Изобретение предусматривает оснастку для приклеивания, включающую гнездо для расположения в нем каретки и имеющую часть, пригодную для притягивания ее магнитом, такую как магнит. Верхний магнит предназначен для приема детали, подлежащей приклеиванию к каретке. Часть оснастки с гнездом и верхний магнит в достаточной степени притягиваются для удержания между ними детали в процессе отверждения клея.
В другом аспекте изобретения приклеивание осуществляется путем размещения нескольких кареток в соответствующих гнездах, каждое из этих гнезд имеет первую часть, пригодную для притяжения ее магнитом. Предусмотрено множество удерживающих приспособлений, каждое из которых предназначено для приема детали, приклеиваемой к каретке и притягиваемой магнитом к первой части. Затем эти детали приклеиваются к соответствующему множеству кареток с использованием множества оснасток для удерживания.
Изобретение, кроме того, предусматривает каретку для измерения напряжения растягивающего усилия предварительного натяга подшипника, включая по меньшей мере одну направляющую, предназначенную для приема каретки, имеющей подшипник без предварительного натяга. Направляющая находится в контакте с подшипником с предварительным натягом и с подшипником без предварительного натяга. Язычок обеспечивает электрический контакт с подшипником. Оснастка включает в себя электрическую схему, воспринимающую электрический контакт между язычком, кареткой, подшипником без предварительного натяга и направляющей. Преобразователь, измеряющий усилие, имеет возможность перемещения для измерения усилия, прикладываемого к каретке, причем электрическая схема имеет возможность воспринимать усилия, воздействующие на преобразователь, измеряющий усилие, когда нарушен электрический контакт между направляющей и подшипниками с предварительным натягом.
Изобретение также предусматривает способ измерения напряженного состояния подшипника с предварительным натягом. Этот способ включает этапы формирования электрического контакта между подшипниками без предварительного натяга и направляющей, толкание каретки с подшипником с предварительным натягом и измерение усилия толкания с использованием преобразователя для измерения усилия, когда нарушен электрический контакт между подшипником без предварительного натяга и направляющей.
Изобретение относится также к узлу приклеивания полюсных наконечников, имеющему ХУ-зажим для поддерживания каретки и Z-зажим для поддерживания каретки. ХУ-зажим и Z-зажим обеспечивают фиксацию каретки в трехмерном пространстве. Гнездо имеет верхние полюсные наконечники, прикрепленные и предназначенные для приема каретки. Верхние полюсные наконечники взаимодействуют, входят в зацепление и точно определяют местоположение приклеиваемых наконечников.
В соответствии с одним из аспектов изобретения способ точного приклеивания нижних полюсных наконечников к каретке включает этапы позиционирования нижних полюсных наконечников на верхних полюсных наконечниках, предназначенных для взаимодействия и определения местоположения нижних полюсных наконечников. Клей наносится на нижние полюсные наконечники. Каретка загружается в гнездо и зажимается на предварительно определенное время, когда происходит отверждение клея.
Изобретение предусматривает оснастку для крепления и проверки оптического элемента. Эта оснастка включает в себя направляющую для приема и размещения каретки, вакуумный зажим для удерживания оптического элемента. Вакуумный зажим имеет возможность передвижения для установки оптического элемента и его стабилизации относительно каретки для обеспечения отверждения клея. Контролирующий лазер излучает свет через оптический элемент, и контролирующая камера наблюдает свет, прошедший через оптический элемент.
Настоящее изобретение также предусматривает способ прикрепления и проверки оптического элемента. Этот способ включает в себя этапы позиционирования каретки в фиксированное положение, загрузку оптического элемента в держатель, проверку оптического элемента с использованием лазерного контрольного устройства и приклеивание оптического элемента к каретке с использованием держателя для стабилизации оптического элемента в процессе отверждения клея. Оптический элемент повторно проверяется после приклеивания с использованием лазерного контрольного устройства.
Изобретение также предусматривает оснастку для крепления обмотки грубого привода, включающую в себя корпус, имеющий по меньшей мере одну направляющую для размещения каретки и по меньшей мере два рычага обмоток, предназначенные для размещения и удержания обмоток грубого привода. Рычаги обмоток прикреплены с возможностью перемещения к корпусу для перемещения из первого положения во второе положение, причем первое положение является положением загрузки, в котором рычаги доступны, а второе положение является положением прикрепления. Рычаги обмоток осуществляют установку и прикрепление обмоток с высокой точностью для установления надлежащего зазора для полюсных наконечников линейного привода.
Настоящее изобретение также предусматривает способ прикрепления обмоток к каретке накопителя на дисках. Этот способ включает этапы установки по меньшей мере двух обмоток к оснастке крепления обмоток грубого привода, установку каретки в оснастке крепления обмотки грубого привода, нанесение достаточно толстого слоя клея на корпус каретки и позиционирование обмоток, удерживаемых в оснастке для крепления обмоток грубого привода, в контакте с клеем для осуществления прикрепления обмоток к каретке. Избыточный клей удаляется, а оставшийся клей на каретке сохраняется и схватывается. Клей образует регулируемый зазор для обеспечения учета разброса размеров отдельных обмоток.
В соответствии с изобретением предложена оснастка для сборки исполнительного механизма, обмотки фокусировки и радиальных обмоток. Оснастка включает в себя корпус, имеющий средства для крепления и удерживания исполнительного механизма и множество зажимов, прикрепленных к корпусу. Каждый зажим независимо регулируется и обеспечивает фиксацию части обмотки, так чтобы множество обмоток могли быть точно позиционированы и прикреплены к исполнительному механизму. Оснастка используется путем загрузки обмотки фокусировки и исполнительного механизма в средство удерживания, причем средство удерживания расположено на оснастке для сборки. Радиальные обмотки загружаются с использованием множества зажимов, расположенных на оснастке для сборки, для фиксации исполнительного механизма, обмоток фокусировки и радиальных обмоток вместе, причем один зажим частично высвобождается для регулировки радиальных обмоток.
Изобретение также предусматривает оснастку для крепления линзы, включающую в себя корпус, имеющий прикрепленное к нему устройство визуального контроля, например камеру для контроля линзы объектива, и вакуумный захват, который подвижно соединен с корпусом оснастки для прикрепления. Вакуумный захват предназначен для удержания и позииционирования линзы объектива в процессе крепления линзы.
Линза может быть прикреплена согласно одному из аспектов изобретения путем удерживания линзы с использованием средства удерживания, такого как вакуумный захват, позиционирования линзы для крепления в исполнительном механизме при удерживании линзы средством удерживания и при этом прикрепления линзы к исполнительному механизму. Линза может прикрепляться к исполнительному механизму с помощью клея и может контролироваться перед прикреплением.
Изобретение также предусматривает способ контроля линзы объектива, прикрепленной к узлу каретки, причем узел каретки предназначен для использования в устройстве для хранения информации. Перед введением узла каретки в устройство хранения информации линза облучается пучком света и перемещается в режимах фокусировки и трекинга. Свет воспринимается автоколлиматором для определения характеристик перемещений при фокусировке и трекинге.
Изобретение также предусматривает испытательный стенд для узла платы основания. Он включает в себя поворотное основание, обеспечивающее наклон узла платы основания, электронные схемы привода, обеспечивающие перемещение узла платы основания в соответствии с его функциями в накопителе на дисках, и компьютер для управления электронными схемами привода и узлом платы основания. Компьютер соединен с соответствующими датчиками, причем он имеет возможность восприятия шумов привода, постоянной ускорения, а также обеспечивает режим поиска. В соответствии с другим аспектом изобретения предложен способ проверки узла платы основания, осуществляемый с использованием указанного испытательного стенда и включающий этапы подсоединения узла платы основания к электронным схемам привода, перемещения узла в режиме высокочастотного и низкочастотного режимов поиска, определения шумов привода, характеристик ускорения, характеристик выполнения поиска и динамической стабильности узла платы основания.
Кроме того, изобретение предусматривает устройство для юстировки лазера, содержащегося в оптическом модуле, который предназначен для прикрепления к узлу платы основания. Это устройство включает в себя оснастку позиционирования, обеспечивающую фиксацию оптического модуля. Оснастка позиционирования выполнена подвижной для юстировки оптического модуля относительно узла платы основания. Кроме того, оно включает в себя средство для возбуждения лазера, обеспечивающее вхождение лазерного пучка света в узел платы основания и выход упомянутого пучка из этого узла и фотодетектор для определения состояния лазерного пучка света при его выходе из узла платы основания. В соответствии с другим аспектом изобретения предложен способ с использованием устройства для юстировки лазера. Этот способ включает в себя этапы фиксации оптического модуля, возбуждения лазера, причем возбужденный лазер передает лазерный пучок света через узел платы основания. Способ также включает в себя этапы восприятия лазерного пучка света, вышедшего из узла платы основания, и юстировки оптического модуля для максимизации количества воспринимаемого лазерного света.
Данное изобретение также предусматривает способ юстировки узла призмы и фотодетектора, содержащегося в накопителе на оптических дисках. Этот способ включает этапы считывания информации с диска с использованием накопителя на дисках и генерирования сигнала считывания из отраженного пучка, перемещения узла фотодетектора для максимизации сигнала считывания и поворота узла призмы и фотодетектора для юстировки призмы и отраженного пучка с учетом фазы.
Настоящее изобретение, кроме того, предусматривает устройство для крепления призмы на подложке, содержащее микроскоп, который формирует изображение контура подложки и призмы для оператора. Устройство также содержит средство совмещения подложки с контуром подложки, средство для совмещения призмы с контуром призмы и средство для удерживания призмы в процессе прикрепления призмы к подложке.
Изобретение также предусматривает способ изготовления накопителя на оптических дисках, который имеет подвижную каретку для размещения на ней исполнительного механизма, содержащего линзу объектива для фокусировки пучка излученной энергии, например лазерного света, на носителе информации, например оптическом диске. Накопитель на дисках включает узел головки, через который проходит энергия излучения. Путь распространения энергии проходит от источника энергии излучения до оптического диска. Перед вводом линзы объектива в исполнительный механизм в каретке используют дефлектор для отклонения пучка света в исполнительный механизм. Каретка и исполнительный механизм размещаются в непосредственной близости от узла головки, и луч излученной энергии проходит через узел головки и падает на дефлектор, где он отклоняется дефлектором в исполнительный механизм. Это выполняется путем расположения коллиматора рядом с лазером, размещения источника энергии излучения в узле головки и направления энергии излучения в коллиматор. Путь распространения пучка затем регулируется для минимизации оптических аберраций узла головки и дефлектора за счет размещения автоколлиматора перпендикулярно фронтальной плоскости узла головки и помещения интерферометра за исполнительным механизмом на пути прохождения пучка. Оператор манипулирует источником энергии излучения и коллиматором для оптимизации юстировки и снижения оптических аберраций. После того как будет определено, что юстировка каретки и исполнительного механизма удовлетворяет предварительно заданному требованию, линза объектива вводится в исполнительный механизм.
В одном из вариантов осуществления для получения дефлектора в исполнительном механизме установлена пентапризма. В другом варианте на плате основания размещена направляющая в виде пары параллельных рельсов для обеспечения линейного перемещения каретки относительно платы основания, а каретка установлена на направляющей. После введения линзы объектива в исполнительный механизм оптическая ось линзы объектива юстируется относительно платы основания.
Изобретение, кроме того, предусматривает способ изготовления накопителя на оптических дисках, который включает этапы сборки узла каретки и магнитного привода для него, причем узел каретки включает линейный исполнительный механизм и установленный в нем узел линзы объектива, первоначально не содержащий линзы. Пентапризма в линейном исполнительном механизме отъюстирована так, чтобы направлять падающий пучок света в направлении узла линзы объектива. Испытание рабочего хода с наклоном проводится с узлом каретки и узлом линзы объектива, в котором первоначально отсутствует линза, по процедуре, при которой лазер установлен на модуле держателя головки, а узел обмотки смещения установлен на плате основания. Детектор считывания размещен на модуле держателя каретки рядом с узлом головки. Пучок энергии излучения от лазера направляется через узел головки и пентапризму для его предварительной юстировки. Пучок предварительно юстируется для минимизации оптических аберраций узла головки и пентапризмы. После завершения предварительной юстировки узел головки и узел каретки закрепляются на плате основания. Линза объектива вводится в установленный узел линзы объектива, первоначально не содержавший линзы, и ее оптическая ось юстируется относительно платы основания.
Согласно одному из аспектов изобретения лазер устанавливается путем прессовой посадки. В другом аспекте изобретения модуль держателя каретки содержит направляющую для размещения на нем с возможностью скольжения блока каретки.
В соответствии с еще одним аспектом изобретения пучок света предварительно юстируется соответственно следующей процедуре. Автоколлиматор размещен перпендикулярно фронтальной плоскости узла головки. Интерферометр размещен за узлом каретки на пути распространения пучка. Затем лазером и коллиматором манипулируют относительно автоколлиматора и интерферометра до достижения требуемой юстировки.
Согласно еще одному аспекту изобретения испытание рабочего хода с наклоном выполняется путем ввода временного оптического элемента в узел линзы объектива, первоначально не содержащий линзы, и пропускания пучка света через временный оптический элемент. Автоколлиматор контролирует пучок по мере того как линза объектива перемещается вверх и вниз в направлении фокусировки.
Изобретение, кроме того, предусматривает определение сигнала ошибки фокусировки, причем блок каретки содержит привод фокусировки. Это выполняется путем пропускания лазерного пучка энергии излучения через линзу объектива на носитель информации, смещения блока линзы объектива относительно носителя информации и измерения сигнал ошибки фокусировки системы в процессе этого смещения.
В другом варианте осуществления изобретения, в котором магнитный привод для узла каретки содержит привод трекинга каретки, привод фокусировки и привод грубого позиционирования, плата основания устанавливается горизонтально на поворотной платформе. Измеряются передаточные характеристики для привода трекинга каретки, привода фокусировки и привода грубого позиционирования при горизонтальной установке платы основания. Во втором варианте осуществления в этом аспекте способа плата основания устанавливается вертикально на поворотной платформе и константы ускорения измеряются для привода трекинга каретки, привода фокусировки и привода грубого позиционирования при вертикальной установке платы основания.
В соответствии с еще одним аспектом изобретения, детектор считывания оценивается согласно следующей процедуре. Оптический диск размещается на плате основания. Лазер задействуется для облучения оптического диска, причем свет. отраженный от оптического диска, падает на детектор считывания. При включении лазера детектор считывания линейно смещается для оптимизации его выходного сигнала. После этого задействуется узел обмотки смещения и лазер задействуется для записи информации на оптическом диске. Записанная информация затем считывается в ходе операции считывания. При выполнении считывания детектор считывания поворачивается для дальнейшей оптимизации выходного сигнала. После этого детектор считывания фиксируется в определенном положении в узле головки.
Первый вариант осуществления способа и устройства изготовления устройств хранения информации
Изобретение будет пояснено нижеследующим обсуждением способа и реализующего его устройства для изготовления устройства хранения информации, как это раскрыто с использованием признаков, характеризующих сборку трех субблоков. Этот способ ранее реализовывался изобретателями в секретном режиме в США и до сих пор не был раскрыт для всеобщего ознакомления. На фиг.1А-1J показана процедура сборки оптической каретки, т.е. сборки основного субблока устройства для хранения информации. На фиг.2А-2J показана сборка платы основания, и на фиг.3А-3М - сборка оптического модуля. Как плата основания, так и оптический модуль относятся к главным субблокам устройства для хранения информации.
Предпочтительный пример осуществления способа и устройства для изготовления устройства для хранения информации показан на фиг.61А-61С. В этом изобретении основные компоненты связаны с изготовлением каретки, оптической головки, оптического механического узла загрузки и окончательной сборкой накопителя. Этапы способа для второго варианта осуществления изобретения, которые характеризуют собой отличие от соответствующих этапов традиционного способа показаны жирными линиями.
На фиг.1А-3М и 61А-61С представлены блок-схемы последовательностей операций изготовления, иллюстрирующие организацию в целом процесса изготовления устройства для хранения информации. Эти блок-схемы следует рассматривать во взаимосвязи со всеми чертежами, которые детально показывают устройство и этапы способа, представленные на фиг.1А-3М и 61А-61С. Фиг.1А-3М и 61А-61С показывают один из возможных вариантов установок для производства устройств памяти. Отдельные этапы способа можно выполнять в другом порядке с получением того же самого результата. Таким образом, возможны различные варианты порядка осуществления этапов, иллюстрируемого на фиг.1А-3М и 61А-61С, входящие в объем раскрытого в настоящем описании изобретения.
Изготовление каретки
На фиг. 1А-1J представлена блок-схема последовательности операций при изготовлении каретки. Каретка представляет собой подвижный элемент устройства хранения информации, называемого также накопителем или устройством записи. Каретка скользит по поверхности диска и отыскивает информацию. В принципе, каретка представляет собой важный субблок оптического накопителя, но он применим для магнитных, магнитооптических и иных типов накопителей и устройств записи. Частично собранная каретка 915 показана на фиг.25 и 26.
Типовая оптическая каретка перемещается вдоль двух направляющих на прецизионных подшипниках. Подшипники, магнитные узлы, пружины, оптические и электронные элементы являются компонентами каретки. Согласно изобретению некоторые или все из упомянутых компонентов могут быть введены индивидуально. Это зависит от типа и сложности изготавливаемой каретки.
Для того чтобы изготовить магнитный узел 902, показанный на фиг.5, подвижный магнит 904 и полюсный наконечник 906 (фиг.5) собираются с использованием оснастки 908 для сборки магнита и полюсного наконечника, показанного на фиг. 6. Узел оснастки 908 для сборки магнита и полюсного наконечника содержит постоянные магниты 910, которые использованы для юстировки и ориентации магнитных полюсов на подвижных магнитах 904. Таким образом подвижные магниты 904 могут быть надлежащим образом позиционированы и ориентированы магнитными полюсами в магнитном узле 902. Вырезанный участок 912 используется в качестве области для ввода подвижного магнита 904. Полюсный наконечник 906 с высокой точностью прилегает к подвижному магниту 904 с сохранением малого воздушного зазора G величиной порядка 0,5+/-0,1 мм. В предпочтительном варианте один конец 914 полюсного наконечника 906 толще и прилегает к торцу северного полюса подвижного магнита 904. Магнитный узел 902 используется как часть узла звуковой катушки для перемещения оптической считывающей линзы в процессе фокусировки и трекинга.
Согласно фиг. 1А этапы способа 10-32 используются для изготовления узла 902 по фиг.5. При рассмотрении этапов способа на фиг.1А-3М следует иметь в виду следующие обозначения: этапы способа, обозначенные треугольником, соответствуют введению элемента или материала; обозначение кругом соответствует операциям способа и обозначение прямоугольником соответствует завершению сборки узла. Расшифровка этих обозначений на фиг.1А-lJ, 2A-2J, 3А-3М показана на фиг. 1L, 2L и 4А. Например, операции 10, 12 способа требуют введения подвижного магнита 904 и полюсного наконечника 906. Этапы 14-30 способа детализируют очистку, приклеивание и загрузку магнита и полюсного наконечника. Этап 32 способа иллюстрирует завершение сборки магнитного узла 902. Исходное покрытие "N" представляет собой ускоритель адгезии, используемый для уменьшения времени отверждения адгезива. Адгезив "326" является конструкционным клеем. В качестве такого адгезива могут быть использованы без каких-либо ограничений такие материалы, как клеи с термоотверждением, клеи общего назначения, адгезивы с ультрафиолетовым отверждением.
Согласно фиг. 1С, 7, 8 и 9, процедуры и оснастка описаны для случая введения пяти подшипников в каретку. Эти пять подшипников, дополнительно к шестому подшипнику, описанному отдельно, позволяют оптической каретке скользить по двум направляющим 952, показанным на фиг.11. Направляющие 952 создают определенный путь для перемещения. Подшипники 936 обеспечивают плавное скольжение оптической каретки 915 по направляющим 952. Подшипники 936 представляют собой обычное хорошо известное средство, использованное во многих каретках.
Важным обстоятельством для ввода подшипников является тот факт, что в некоторых случаях одновременно могут быть введены два подшипника. Это увеличивает производительность и повышает контроль качества. Согласно фиг.1С введение подшипника с валом 38 и введение корпуса каретки 40 для обеспечения прессовой посадки подшипников 48 включает в себя введение пяти подшипников. Как показано на фиг. 7, первый тип оснастки 922 используется для введения одного подшипника во вторую оправку 918. Четыре остальные подшипника вводятся по два одновременно, как показано на фиг.8 и 9.
Как показано на фиг.7, оснастка 922 для ввода одиночного подшипника предназначена для приема каретки 915. Вторая оправка 918 подшипника должна плотно прилегать к торцу 927 держателя 926 подшипников. Торец 927 используется для поддерживания задней стороны второй оправки 918 подшипника так, чтобы подшипник 936, содержащийся в держателе подшипников и трубке питателя 934, мог быть соединен прессовой посадкой. Остальная часть каретки поддерживается держателем 930 каретки, имеющим вырез 932 для обеспечения зазора при размещении каретки. Паз 928 для обеспечения зазора для валов подшипников обеспечивает размещение вала подшипника при проталкивании его через вторую оправку подшипника 918.
Согласно фиг. 8, каретка 915 загружается в оснастку 924 для ввода двух подшипников. Каретка 915 закреплена на держателе 938 каретки и удерживается в месте установки с помощью зажима 940 удерживания каретки. Держатель подшипника с трубками питателя 934 представляет собой составную часть оснастки 924 для ввода двух подшипников, поддерживающей подшипники 936 для осуществления прессовой посадки. Таким способом подшипники 936 плотно прижимаются к третьей оправке 920 подшипников, причем валы проходят через третью оправку 920 подшипников в пазы 942 зазора для валов подшипников. На фиг.11 подшипник 936 и каретка 915 в сборе показаны вместе с направляющей 952.
На фиг. 9 показана вторая половина оснастки 929 для ввода двух подшипников. Оснастка 924 для ввода двух подшипников может быть использована для ввода подшипников в различные типы оправок. Как вариант различные оправки могут быть запрессованы в различные оснастки. Каретка 915 разъемно соединена с держателем 946 каретки с использованием зажима 950 удерживания каретки. Первая оправка 916 подшипника плотно прижата к передней поверхности паза 948 зазора для вала подшипника. Подшипник (не показан) прижат посредством первой оправки 916 подшипника, а вал подшипника проходит в паз 948 зазора для подшипника. Таким образом, два подшипника могут быть введены в каретку 915 одновременнно.
В принципе, при введении подшипников, иллюстрируемом на фиг.7-9, используется двухэтапный процесс. Этап 1 требует загрузки каретки в оснастки 922 и 924 для ввода подшипников. Этап 2 требует ввода либо одного, либо двух подшипников 952 в оправки подшипников, которые плотно удерживаются в пазах зазора для подшипников.
Со ссылками на фиг.1С и 10 будет описано введение шестого подшипника. Оснастка 922 для ввода одиночного подшипника используется для ввода подшипника (не показан) в четвертую оправку 954 подшипника. Четвертая оправка 954 подшипника помещается, как показано на фиг.10, в оснастку 922 для ввода и приводится в исходное положение у упора 956 оправки подшипника. Ролики 958 удерживания оправок подшипников помогают сохранить ориентацию четвертой оправки 954 подшипников. В этом положении вал подшипника (не показан) запрессован посредством четвертой оправки 954 подшипника и выступает в паз 960 зазора для валов подшипников.
Этапы 36-40, 44 и 48 способа показывают соответствующую последовательность операций для прессовой посадки подшипников в каретку.
Оснастка 962 для установки пружины (фиг.12) используется для прикрепления пружины 968 предварительной нагрузки к каретке 915 так, чтобы четвертая оправка 954 подшипника могла быть добавлена к каретке. Оснастка для установки пружины состоит из двух магнитов: магнита 964 и магнита 966 удерживания пружины, которые притягиваются и прикладывают усилие к установке. Гнездо или держатель каретки (не показано) может быть использовано для удерживания одного из двух магнитов и для надлежащей установки каретки. Это гнездо идентично гнезду 994, показанному на фиг.17. Как вариант любой из двух магнитов может быть заменен любой металлической деталью, которая будет притягиваться магнитом или механическим зажимом.
Из рассмотрения фиг.12 вместе с фиг.1С следует, что пружину 968 очищают и на нее наносят небольшое количество клея. Каретку 915 также очищают растворителем, например ацетоном, чтобы увеличить адгезию клея к обеим поверхностям. Пружина 968 удерживается за счет магнита 966, который притягивается к нижнему магниту 964 (см. этапы 42 и 54 способа на фиг.1С). Вместо магнитов могут быть использованы другие типы систем фиксации, например пневматические и ручные зажимы.
Для прикрепления четвертого магнита 954 к пружине 968 согласно настоящему изобретению используется оснастка 970 подшипника с предварительным натягом, показанная на фиг.13. Частично собранная каретка 915 (фиг.12) помещается на направляющие 952 оснастки 970 подшипника с предварительным натягом 972. Подшипник с предварительным натягом 972 (фиг.12) состоит из четвертой оправки 954 подшипника, пружины 968 и подшипника 936. Позиционирование подшипника с предварительным натягом 972 и направляющих 952 весьма критично для долговременного срока службы любого устройства воспроизведения. Подшипник 936 должен быть надлежащим образом отцентрирован, чтобы минимизировать крутящий момент и обеспечить долговременную надежность. Каретка 915 фиксируется в своем положении с использованием зажима 976 каретки, который обеспечивает устойчивость каретки на направляющих. Блок юстировки 974 фиксируется по меньшей мере на одной из направляющих 952. Верхний зажим 978 обеспечивает юстировку подшипника с предварительным натягом за счет перемещения под воздействием рычага 982, так что поверхность 980 юстировки верхнего зажима захватывает четвертую оправку 954 подшипника и обуславливает ее совмещение с направляющей 952. Этап 56 способа на фиг.1С предусматривает использование оснастки 970 подшипника с предварительным натягом в процессе сборки.
Оснастка 984 измерения предварительной нагрузки (фиг.14) используется для проверки качества и обеспечения надлежащего натяжения пружины 968. Если натяжение пружины 968 слишком слабое, то могут иметь место ошибки в процедуре поиска, так как подшипник 972 с предварительным натягом будет скользить вместо его качения. Если предварительная нагрузка слишком высока, то в результате может иметь место преждевременный износ подшипников. Оснастка 984 для измерения предварительной нагрузки содержит две направляющие 952. Каретка 915 устанавливается на направляющие 952. Преобразователь 986 или средство измерения усилия используется для толкания вверх каретки 915 и осуществляет измерение нагрузки подшипника 972 с предварительным натягом. Рычаг 988 используется для перемещения преобразователя 986. Создается электрический контакт между язычком 990 и подшипником 920. Подшипник 920 без предварительного натяга расположен противоположно перемещаемому подшипнику 972 с предварительным натягом. Преобразователь 986 поджимается вверх к каретке 915 до тех пор, пока подшипник 920 не разомкнет электрический и физический контакт с направляющей 952. В этот момент осуществляется измерение силы, приложенной к преобразователю. Измерение используется для выпуска или отбраковки каретки 915 согласно предварительно определенным критериям.
Вышеописанные операции по установке предварительно нагруженной пружины и обеспечения качества выполняются в рамках этапа 54 на фиг.1С.
Со ссылками на фиг.1В и 15-17 будет описан способ и устройство для введения двойных полюсных наконечников 906 в корпус оптической каретки.
Подслой N и адгезив наносятся на полюсный наконечник 906 на этапах 62-74 способа. Два полюсных наконечника 906 загружаются в на этапе 76 способа в оснастку 992 для введения двойного полюсного наконечника. Двойные полюсные наконечники 906 устанавливаются в гнездо 994. Корпус каретки 915 загружается в ячейку 996 каретки на этапе 78 способа. ХУ-зажим 998 и Z-зажим 1000 приводятся в действие и фиксируют на полюсном наконечнике 906 корпус каретки 915. Спустя предварительно определенный интервал времени зажимы высвобождаются.
Машина использует действительные полюсные наконечники 906, показанные на фиг.16, для определения местоположения и обеспечения сборки корпуса каретки, показанного на фиг.18.
Ввод пентапризмы
Как показано на фиг.12, 19 и 20, пентапризма 1002 собирается в корпусе каретки 915. Пентапризма 1002 загружается в оснастку 1001 для ввода пентапризмы. Пентапризма 1002 удерживается с помощью вакуумного захвата 1006. Ее размеры качественно контролируются направляющими 1016 допуска пентапризмы. Направляющие 1016 допуска пентапризмы обеспечивают то, что пентапризма физически не очень велика. Призма 1002, которая слишком велика, будет подогнана слишком плотно в корпусе каретки. На интервале термического изменения пентапризма будет подвергаться ухудшению фазовых характеристик. Подвижная платформа 1008 поднимает пентапризму, удерживаемую в вакуумном захвате 1006, в корпус каретки (не показан), который удерживается на направляющих 952. Лазер 1004 проверки качества пентапризмы показан на фиг.19 и 20. Лазер 1004 помогает обеспечить то, что выходной угол 1018 между входным и выходным лучами находится в пределах допусков. Корпус каретки 915 удерживается зажимом 1010 корпуса каретки. Юстировка корпуса каретки, пентапризмы и зажима гарантируют, что пентапризма 1002 надлежащим образом приклеивается в корпусе каретки 915.
Пентапризма 1002 удерживается в месте установки заполняющей клеевой связью 1012 и временной клеевой связью 1014, как показано на фиг.12. Это приклеивание важно с точки зрения обеспечения допусков на термическое изменение и гарантии работы оптических элементов в широком температурном диапазоне. Как показано на фиг.12 и 20, заполняющая клеевая связь 1012 перекрывает намного большую площадь, чем временная клеевая связь 1014. Временная клеевая связь служит двойной цели обеспечения допуска на термическое расширение при одновременном сохранении механической жесткости.
На фиг.1С этап 58 способа соответствует прикреплению пентапризмы к каретке.
Подсоединение уравновешивающей массы
Как показано на фиг.1D и 21, гибкий вывод 1030 каретки вводится на этапе 82 способа вместе с уравновешивающей массой 1028 на этапе 84 способа и адгезивной лентой (не показана на фиг.21) на этапе 86 способа. Гибкий вывод 1030 каретки прикрепляется к уравновешивающей массе 1028 с использованием двусторонней адгезивной ленты, как указано для этапа 88 способа. Собранные уравновешивающая масса, гибкий вывод 1032 и корпус каретки 915 должны прикрепляться в соответствии с этапами 90-94 способа.
Как показано на фиг.22-24, оснастка 1020 для прикрепления уравновешивающей массы должна удерживать узел уравновешивающей массы 1032 и каретку 915. Оснастка 1020 для прикрепления уравновешивающей массы содержит ячейку 1022 для каретки, которая надлежащим образом удерживает оптическую каретку.
Зажим 1024 прикрепления уравновешивающей массы имеет штыри 1026 юстировки уравновешивающей массы, как показано на фиг.23. Штифты 1026 предназначены для сопряжения с уравновешивающей массой 1032 для обеспечения надлежащей юстировки каретки 915 относительно уравновешивающей массы. В примере, показанном на фиг.22, имеются четыре идентичные поста для прикрепления узла уравновешивающей массы и каретки.
Оснастка и способ прикрепления обмотки грубого привода
На фиг. 25 и 26 показаны соответственно оснастка 1034 для прикрепления обмотки грубого привода и каретка 915 с прикрепленными обмотками 1038 грубого привода. Кронштейны 1036 обмоток используются для удерживания и размещения обмоток грубого привода 1038. Корпус каретки 915 позиционируется на оснастке 1034 для прикрепления обмотки грубого привода с использованием направляющих 952. Кронштейны 1036 обмоток качаются относительно точки поворота для получения корпуса каретки 915 с прикрепленными обмотками 1038 грубого привода, как показано на фиг.26.
Размещение обмоток 1038 грубого привода очень важно, поскольку эти обмотки должны образовывать зазор относительно линейных полюсных наконечников 1042. Индивидуальные обмотки несколько различаются по физическим размерам. Оснастка 1034 для прикрепления обмоток грубого привода позиционирует внутренние размеры обмотки грубого привода относительно направляющих 952 для учета этих вариаций.
Обмотки 1038 грубого привода приклеены к узлу уравновешивающей массы 1032 и корпусу каретки 915, как показано на фиг.26. Количество клея и пространство 1040 между обмоткой и поддерживающей конструкцией является переменным и обеспечивает сохранение воздушного зазора 1044 в пределах допуска. Поворотные кронштейны 1036 обмоток опираются на упоры (не показаны) для обеспечения их размещения надлежащим образом по отношению к направляющим 952. Это соответствует положению приклеивания.
На этапах 96-102 (не показано) способа на обмотку 1038 грубого привода наносится эпоксидная смола на обе стороны. Она наносится весьма толстым слоем и избыток удаляется. Как вариант, адгезив может быть нанесен на каретку 915. Окончательно собранный узел каретки 915 с обмотками грубого привода 1038 высушивается при заданной температуре в течение определенного времени. В данном конкретном варианте использовалась эпоксидная смола марки HARD MAN EPOXY при температуре сушки 70oС и времени выдержки 1 час.
Прикрепление обмотки фокусировки и радиальных обмоток
На фиг. 1Е показана процедура формирования штампованного блока исполнительного механизма 1052 с обмотками на этапах 1-4-120 способа. Готовый узел исполнительного механизма 1052 представлен на фиг.27. Обмотка фокусировки 1050 и радиальные обмотки 1048 должны приклеиваться на штампованный из пластика исполнительный механизм 1046. Для обеспечения требуемого качества и надлежащего срока службы штампованный блок исполнительного механизма 1052 должен быть точно зафиксирован и приклеен.
На фиг. 30 показана оснастка 1058 поворотной крестовины. Преимуществом этой оснастки является согласованность размещения радиальных обмоток и обмотки фокусировки. Другое преимущество состоит в том, что время сборки сокращено. Штампованный исполнительный механизм 1046 показан на фиг.30 без обмотки фокусировки 1050 и радиальной обмотки 1048. На фиг.30 показана оснастка 1058 поворотной крестовины с зажимами 1060, 1062 и 1064. На фиг.28 представлен узел штампованного исполнительного механизма 1052 с радиальными обмотками 1048 и обмоткой фокусировки 1050. Перед помещением штампованного исполнительного механизма 1046 на поворотную крестовину 1058 радиальные обмотки 1048 следует изогнуть. Это делается в соответствии со стандартными процедурами изгибания обмоток. Кроме того, обмотка фокусировки 1050 должна помещаться в штампованный исполнительный механизм 1046 до сборки на поворотной крестовине 1058.
Штампованный исполнительный механизм 1046, обмотки фокусировки 1050 и радиальные обмотки 1048 устанавливаются и зажимаются в оснастке поворотной крестовины 1058. Как показано на фиг.30, используются зажимы 1062 широкой стороны и зажимы 1064 узкой стороны для фиксации конструкции штампованного исполнительного механизма 1052. Узкие зажимы 1064 обходят язычки 1068, обеспечивая доступ к радиальным обмоткам для зажимания. Термореактивный клей наносится на обмотки на первом этапе. На этом первом этапе узел исполнительного механизма 1052 зажимается в поворотной крестовине. Оператор может вручную освободить любой из зажимов для корректировки положения обмоток с тем, чтобы обеспечить окончательную настройку. После окончательной регулировки или на втором этапе исполнительный механизм и поворотная крестовина подвергаются сушке в печи. Как вариант, все обмотки могут окончательно юстироваться путем частичного отпускания каждого зажима, регулировки вручную обмоток и затем помещением обмоток на место с использованием универсального клея. Кронштейны 1065 установлены под углом на боковых зажимах 1064 для обеспечения удобства зажимания радиальных обмоток.
Как следует из фиг.28 и 29, дополнительной слой клея наносится затем для обеспечения конструкционной целостности. Клеевые пояски 1054 дополнительно наносятся для приклеивания катушки фокусировки 1050 к штампованному исполнительному механизму 1046 и для приклеивания обмотки фокусировки 1050 к радиальным обмоткам 1048. Аналогично, клеевые пояски 1056 дополнительно используются для радиальных обмоток 1048 для обеспечения конструкционной опоры между радиальной обмоткой 1048 и штампованным исполнительным механизмом 1046.
Узел каркаса
На фиг. 31 представлен узел каркаса 1070. Узел каркаса 1070 состоит из опоры 1072 изгибных элементов, самих изгибных элементов 1074 и узла штампованного исполнительного механизма 1052. Узел каркаса 1070 обеспечивает возможность узлу исполнительного механизма 1052 перемещаться вверх и вниз, из стороны в сторону, изгибая изгибные элементы с использованием обмоток для перемещения узла. Изгибные элементы 1074 изготавливаются из трех слоев металла, верхний и нижний слои выполнены из медно-бериллиевого сплава, а средний слой из демпфирующего материала. Вязкоупругий демпфирующий материал является материалом подходящего типа для использования в составе этих изгибных элементов.
На фиг. 32 показана оснастка 1078 для сборки каркаса. Нижний изгибный элемент 1074 (не показан) используется с поддерживающим материалом, который позже будет вырезан. На этом этапе изгибный элемент выглядит как единый штампованный элемент, вместо двух отдельных элементов. Штампованный единый изгибный элемент имеет юстировочные отверстия (не показаны). Юстировочные отверстия проходят через юстировочные штифты 1086. Затем на нижнюю поверхность исполнительного механизма 1052 и опору 1072 изгибных элементов наносится клей. Опора изгибных элементов позиционируется над изгибными элементами с использованием юстировочных щелей 1084. Узел исполнительного механизма подгоняется под юстировочные штифты 1086 и затем зажимается зажимами 1080 так, чтобы он не поворачивался вокруг своей главной оси. Клей наносится на верх узла исполнительного механизма 1052 и опору 1072 изгибных элементов. Верхний узел изгибных элементов 1074 юстируется относительно юстировочных штифтов 1086.
Согласно фиг. 1F и 1G, элементы 122-144 способа соответствуют изготовлению узла каркаса 1070. Узел каркаса 1070 собирается вручную с корпусом каретки 915 с использованием конструкционного клея. Верхние полюсные наконечники приклеиваются с использованием большего количества конструкционного клея. Затем изгибные элементы 1074 прикрепляются к гибким выводам с использованием припоя. Последним электрическим соединением при завершении сборки каркаса является соединение пайкой светодиода 1076 (фиг.31) с гибким выводом. Эти операции показаны этапами 144-172 способа.
Прикрепление линзы объектива и контроль качества
На фиг.33 и 34 показано рабочее место 1088 установки линзы. Рабочее место 1088 установки линзы предназначено для обеспечения ввода линзы объектива и проверки линзы после установки. Эти два этапа осуществляются на двух одинаковых рабочих местах, расположенных рядом. Оснастка 1092 для прикрепления линзы обеспечивает позиционирование и приклеивание линзы. Линза объектива 1100 удерживается вакуумным захватом 1098. Линза 1100 вводится в каретку 915, которая зажимается на месте установки с помощью зажима 1102 каретки и поддерживается направляющими 952. Клей наносится на линзу и для его отверждения используется ультрафиолетовое излучение. Этапы 174-184 (фиг.1I) соответствуют операциям прикрепления линзы.
Оснастка 1106 для проверки линзы является частью рабочего места 1088 для установки линзы. Оснастка 1106 для проверки содержит автоколлиматор 1094. Он формирует источник света, имеющий параллельный пучок, который измеряет рабочий ход с наклоном линзы объектива. Компьютерная система 1096 должна управлять этим узлом, приводимым в движение посредством гибкого вывода 1104. Компьютерная система содержит тестовую программу, предназначенную для измерения характеристик фокусировки и трекинга каждой оптической каретки 915. Оснастка 1106 для проверки выполняет тестирование оптической каретки путем передвижения исполнительного механизма каретки вверх, вниз, влево и вправо при выполнении перемещений в режиме фокусировки и трекинга и путем остановки в каждом положении для
того, чтобы оператор мог считать показания автоколлиматора. Автоколлиматор измеряет качество оптического узла путем направления пучка света вниз на фланец линзы объектива и отражения его назад вверх в автоколлиматор для считывания оператором. Если линза объектива каретки наклоняется в процессе перемещения вверх или вниз, то это обнаруживается. Если ход с наклоном больше, чем определенный допуск, то компьютерная система будет уведомлять оператора о дефекте узла.
В другом варианте осуществления настоящего изобретения автоколлимированный пучок света преломляется при прохождении через линзу объектива и отражается от зеркала, подобного диску. Свет возвращается назад через объектив и измеряется системой автоколлиматора. В этом варианте нет необходимости использовать линзу объектива с круговым фланцем, имеющим плоскую полуотражающую поверхность. Линза с фланцем будет работать в обоих вариантах осуществления.
Согласно фиг.35 линза объектива 1100 имеет фланец 1108 в соответствии с известным уровнем техники. Свет от автоколлиматора отражается назад от фланца и измеряется, как показано на фиг.35.
На фиг.36А показан результат действительных испытаний, полученный в соответствии со способом согласно изобретению. Эта проверка рабочего хода с наклоном соответствует результату для годного изделия. На фиг.36В показан результат проверки рабочего хода с наклоном, соответствующий дефектному изделию. Одной из особенностей автоколлиматора является то, что он содержит чувствительный к оптическому излучению прибор, такой как камера на приборах с зарядовой связью (ПЗС). Отраженный свет измеряется с использованием сетки типа мишени с линзой с рефлектором, позволяющей определить отклонения от центра линзы с рефлектором. Например, блок, успешно прошедший испытания, может характеризоваться отраженным пучком света в пределах допуска 0,3 мрад. Каждые 0,3 мрад соответствуют одному кольцу от центра линзы с рефлектором. Два кольца от центра линзы с рефлектором соответствуют 0,6 мрад. Линза, оказавшаяся вне приемлемых допусков, например 0,9 мрад, сформирует яркое пятно с отклонением на 3 и более колец от центра. Система колец представляется на компьютерном дисплее для удобства оператора. В годном узле оптической каретки отраженный свет будет падать на линзу с рефлектором и сохранять свое положение в процессе перемещений в режимах фокусировки и трекинга. Однако на практике будет наблюдаться рабочий ход с некоторым наклоном. Если обнаружена недопустимая величина рабочего хода с наклоном, то блок отбраковывается и линза удаляется.
Фиг. 36А соответствует блоку, успешно прошедшему испытания. Точка А определяется как угол линзы в номинальном положении, который означает напряжение, приложенное для уравновешивания гравитации, устанавливая тем самым исполнительный механизм в номинальное положение. Точка В соответствует углу линзы в верхнем фокусе. Точка С соответствует углу линзы в нижнем фокусе. Угол линзы в сторону от шпинделя определяется точкой D, а угол линзы в сторону к шпинделю измеряется как точка Е. Затем питание снимается и угол линзы измеряется в покое в виде точки F. Блок определяется как дефектный, если угол больше, чем 10 колец при измерении автоколлиматором. Блок определяется как годный, если все точки находятся внутри предела, определяемого 10 кольцами.
Этап 185 на фиг. 1I способа соответствует испытанию рабочего хода с наклоном. Этапы 186-190 способа относятся к ручному приклеиванию защитной крышки 1118, показанной на фиг.37. Также на фиг.37 показана оснастка юстировки датчика положения согласно настоящему изобретению, как детально описано ниже.
Юстировка датчика положения
На фиг. 38 показан узел 1070 каркаса с датчиком положения 1116. Для определения положения узла каркаса 1070 используются светодиод 1076, язычок 1068 с вырезанной щелью для прохода света и позиционно-чувствительный датчик 1116. Позиционно-чувствительный датчик 1116 находится на гибком выводе 1030 (фиг. 37) и должен быть приклеен с высокой точностью по положению к корпусу каретки 915.
Как показано на фиг.37, оптическая каретка, находящаяся на направляющих 952, готова к юстировке позиционно-чувствительного датчика. Точная юстировка осуществляется с помощью ручки настройки 1114 до тех пор, пока позиционно-чувствительный датчик 1116, язычок 1068 со щелью и светодиод 1076 не окажутся полностью отъюстированными (фиг.38). Для возбуждения светодиода и осуществления измерений отсчетов позиционно-чувствительного датчика используются стандартные электронные элементы. Позиционно-чувствительный датчик 1116 представляет собой четырехсегментный фотоприемник.
Позиционно-чувствительный датчик 1116 приклеивается и сохраняет свое положение в течение нескольких минут, пока клей не высохнет. Этапы 192-198 способа, представленные на фиг.1I и 1J, иллюстрируют вышеописанную процедуру.
Как показано на фиг.39, машина, известная как станция 1124 проверки привода от направляющих до шпинделя, используется для проверки угла между плоскостью диска на шпинделе и плоскостью направляющих 952. Любой угол смещения между этими двумя плоскостями будет приводить к тому, что оптическая головка будет постепенно удаляться от диска или приближаться к нему в ходе работы. Поэтому любой угол между направляющими и диском (не показан) нежелателен. Однако при производстве и поставке базовой платы иногда вводится небольшой угол. Такой угол может быть скомпенсирован в процедуре загрузки и размещения линзы. Рабочее место 1124 проверки привода от направляющих до шпинделя содержит автоколлиматорный источник света 1120, подающий пучок света на автоколлиматор 1094. Компьютерная система 1096 используется для контролирования результатов проверки. Измерительная платформа 1122 поддерживает узел платы основания (не показана). Круговое зеркало 1134 расположено заподлицо с втулкой привода шпинделя. Автоколлиматор в данной точке обнулен. Измерительный блок 1136 размещается поперек внешнего диаметра (как если бы присутствовал диск) и внутреннего диаметра направляющих, что соответствует наиболее удаленной и ближайшей точкам от привода шпинделя. Автоколлиматор 1094 будет получать отраженный пучок и регистрировать любое угловое отклонение.
На фиг. 41 представлен результат испытания, для которого направляющие смещены на 2 кольца или 0,6 мрад в точке А. Точка В представляет угловое отклонение 0,9 мрад или 3 кольца. На фиг.1J измерение угла между направляющими и шпинделем привода представлено как этап 201 способа.
Рабочее место для проверки констант и передаточных характеристик
На фиг.40 представлено рабочее место 1126 для проверки констант и передаточных характеристик. Это рабочее место 1126 включает в себя основание 1138, имеющее возможность вращения. Поворотное основание 1138 может позиционировать узел платы основания в различных положениях: по горизонтали или по вертикали. Подробности изготовления узла платы основания раскрыты ниже. Рабочее место 1126 для испытаний используется для моделирования различных рабочих положений. Сопрягающие электронные схемы 1130 обеспечивают перемещения узлов привода 1130 шпинделя, каретки 915 и каркаса в процессе проведения различных испытаний. Оптический модуль 1132 установлен в рабочем месте 1126 для испытаний и совмещен с Х-У-манипулятором для отработки сигналов следящей системы, формируемых узлом 1128.
Для проведения испытаний плата основания 1128 устанавливается на поворотном основании 1138 рабочего места 1126 и осуществляются электрические соединения с платой основания, электронной схемой 1130 и с компьютером для проведения анализа (не показан). Определяются динамические характеристики каретки, включая константы привода слежения платы основания, привода фокусировки и привода грубого позиционирования. В частности, оценивается чувствительность каждого привода к токам возбуждения. Передаточные характеристики определяются для каждого из этих приводов, например низкочастотные и высокочастотные передаточные характеристики фокусировки, низкочастотные и высокочастотные передаточные характеристики трекинга, а также передаточные характеристики привода грубого позиционирования. Чувствительность приводов определяется путем получения измерений в горизонтальном положении, а затем снова, после того как плата основания будет установлена в первое вертикальное положение. Для того чтобы определить, какой величины ток возбуждения требуется для привода трекинга для удержания каретки на месте, осуществляется дополнительный анализ после поворота платы основания 1128 на 180 градусов во второе вертикальное положение. Таким образом эффекты гравитации полностью принимаются во внимание при определении чувствительности привода трекинга для обоих направлений перемещения каретки. Аналогично, привод фокусировки оценивается путем осуществления измерений в первой горизонтальной ориентации и во второй горизонтальной ориентации, после поворота платы основания 1128 на 180 градусов.
Следующие испытания проводятся при проверке констант: 1) проверка двигателя; 2) проверка констант ускорения; 3) проверка поиска; 4) измерение крутизны характеристики позиционно-чувствительного датчика и 5) измерение номинального тока фокусировки.
Снимается множество передаточных функций на низких и на высоких частотах для проверки динамической устойчивости узла исполнительного механизма и узла платы основания. В частности, выполняются следующие специальные испытания: 1) низкочастотная фокусировка; 2) высокочастотная фокусировка; 3) высокочастотная точная характеристика; 4) грубая характеристика; 5) низкочастотная радиальная характеристика.
Сборка узла платы основания и процедура проверки
Как показано на фиг.2А-2Е, процедуры 208-302 связаны с ручной сборкой с использованием обычных методов следующих элементов узла платы основания: привода шпинделя, узла каретки, двух направляющих, двух внешних полюсных наконечников с магнитами и одного внутреннего сварного элемента. Эти основные элементы соединяются с использованием винтов. Винты затягиваются обычным гаечным ключом в соответствии с общепринятой практикой сборки.
Рабочее место юстировки и проверки лазера
Как показано на фиг.42 и 43, узел платы основания 1128 с оптическим модулем 1132 собирается на рабочем месте 1140 юстировки лазера. Плата основания 1128 устанавливается в фиксаторе 1144. Этот фиксатор 1144 платы основания представляет собой универсальную оснастку, используемую в различных случаях в процессе сборки и испытания платы основания. Оснастка позиционирования 1142 зажимает оптический модуль 1132. Оснастка позиционирования 1142 имеет возможность перемещения посредством микрометров 1143. Рабочее место 1140 для юстировки лазера обеспечивает юстировку оптического модуля по отношению к плате основания. Это осуществляется путем возбуждения лазера, находящегося в оптическом модуле, и измерения выходного сигнала на каретке 915. Точная регулировка может осуществляться с использованием микрометров на оснастке позиционирования 1142 для максимизации передачи лазерного света через плату основания 1128. Определение мощности лазерного пучка выполняется с использованием стандартного фотодетектора, установленного в элементе крепления (не показан) над кареткой 915.
Способ проведения процедуры юстировки лазера представлен на фиг.44. На первом этапе 1146 оператор вводит серийный номер блока. Этот серийный номер используется для отслеживания блока и вывода данных годности/отбраковки по результатам испытаний. В операции 1148 проверяется осуществленный ввод данных. Если обнаружена ошибка в числовом формате, то этап 1146 повторяется. На этапе 1150 оператор проверяет, подключены ли электронные схемы и подано ли питание. Если питание подано, то процедура продолжается, если нет, то компьютер формирует для оператора команду проверить все соединения. На этапе 1152 оператор позиционирует фотодетектор для восприятия лазерного выходного сигнала (не показано). На этапе 1154 оператор начинает проверку юстировки, осуществляя совмещение выходного пучка оптического модуля с центром линзы объектива на каретке. Как только этот этап закончен, на этапе 1156 оператор снимает фотодиод и устанавливает головку калибровки мощности. Эта головка калибровки мощности (не показана) является стандартным детектором мощности, предназначенным для снятия IP-характеристики лазера при его возбуждении. Имеется зажимной элемент, расположенный на штырях размещения каретки и поддерживающий детектор мощности над линзой объектива каретки для обеспечения измерения выходной мощности лазерного диода. Детектор мощности соединен посредством проводников и электронных элементов цепью обратной связи с аналоговым испытательным блоком и компьютерной системой. Как только головка калибровки мощности устанавливается на блоке, проводится процедура калибровки мощности, показанная этапом 1158. В процессе проверки лазер устанавливается в состояния включения и выключения радиочастоты. При выполнении калибровки мощности снимается стандартная IP-характеристика лазера. Проверяются также различные параметры блока, в том числе следующие: 1) насколько хорошо повышается лазерная мощности в пределах кривой мощности при включении и выключении радиочастоты; 2) процент изменения между состояниями включения и выключения радиочастоты; 3) цепи калибровки мощности в прямом направлении для определенной величины воспринимаемой мощности и токов. Результаты вышеперечисленных испытаний представляются оператору для определения годности блока или его отбраковки. Оператор, как показано на этапе 1160, выключает затем электронные схемы и снимает блок, определяемый как годный или отбракованный, что показано на этапе 1162.
На фиг.2Е и 2F этапы 304-312 соответствуют использованию рабочего места для юстировки лазера, описанного выше.
Этапы 314-332 на фиг.2G и 2Н относятся к оптическому приклеиванию двух цилиндрических линз к призме фокусировки и пропускания отражения. Линзы очищаются ацетоном для получения чистых поверхностей склеивания. Оптически прозрачный адгезив используется для связывания линз с призмой.
Юстировка следящей системы
Как показано на фиг. 45-48, дифференциальная усеченная призма полного внутреннего отражения (далее DFTR-призма) 1164 устанавливается в оснастку 1172 для захвата DFTR-призмы. Оснастка 1172 в свою очередь загружается в гнездо 1174, предназначенное для закрепления в нем оснастки и обеспечения поворота относительно продольной оси. Гнездо 1174 и оснастка 1172 образуют единый элемент оснастки 1167 для юстировки следящей системы. Оснастка 1167 для юстировки следящей системы обеспечивает позиционирование и использует микрометры для манипулирования DFTR-призмой 1164 и серводетекторами 1166. Узел платы основания 1128 и оптический модуль 1132 загружаются в стандартный фиксатор 1144 платы основания. Манипуляторы 1168 используются для манипулирования серводетекторами 1166. Оснастка для юстировки следящей системы 1167 имеет диск 1170, который моделирует реальную ситуацию записи/считывания. Таким образом, три оптических блока, содержащие DFTR-призму 1164 и два серводетектора 1166 могут быть оптически отъюстированы.
Как показано на фиг.45 и 49, серводетекторы 1166 передают на осциллограф переданный сигнал 1176 и отраженный сигнал 1178 соответственно. Оператор с использованием манипуляторов 1168 будет осуществлять уравновешивание переданных и отраженных сигналов, показанных на фиг.49.
На фиг.2I и 2Н этапы 334 и 348 относятся к юстировке DFTR-призмы и серводетекторов.
После того как отраженный и переданный сигналы сбалансированы, оператор будет наблюдать сигнал 1180 кривой фокусировки S, подобный показанному на фиг.50. S-кривая 1180, представленная на осциллографе, является практическим тестом для определения качества окончательной установки DFTR-призмы 1164 и серводетекторов 1166. Если окончательная юстировка этих компонентов приемлема, то оператор осуществляет приклеивание и выдержку до отверждения этих компонентов. Этапы 348-358 на фиг.2I и 2J представляют окончательное приклеивание этих датчиков.
Программное обеспечение и процедуры проверки юстировки следящей системы
Далее представлено описание фиг.51 и этапов 1182-1200 способа. На первом этапе 1182 оператор вводит серийный номер или номер штрихового кода проверяемого блока. Если ввод сформатирован некорректно, то система будет возвращать оператора назад на этап 1182, запрашивая повторение ввода данных, как показано на этапе 1184. После того как система примет ввод серийного номера, компьютерная программа будет запрашивать оператора подключить электронику и включить систему, как показано в блоке 1186. Система тестируется с помощью тестовых сигналов в электронных схемах, как показано в блоке 1188, для проверки правильности подключения системы и подает питание. Если питание не подается, то оператору предлагается отключить подачу питания, проверить соединения испытательной установки и повторить этапы с 1186 по 1188. После того как программа определила, что подача питания и электрические соединения корректны, она обеспечивает раскрутку шпинделя и захват фокусировки. Это показано на этапе 1190. Программа предоставляет сигналы фокусировки и трекинга, выводимые на осциллограф, чтобы оператор мог отслеживать передаваемый сигнал (этап 1176) и отраженный сигнал 1178, как показано на фиг.49, затем программа ожидает, пока оператор не проверит сигналы и не сбалансирует компоненты с использованием DFTR-призмы (этап 1164) и квадратурных фотодетекторов (этап 1166). Это показано в блоке 1192. После завершения выполнения оператором этих задач он будет осуществлять ввод данных для запуска тестирования самой системы, как показано в блоке 1194.
На рабочем месте для юстировки следящей системы с проверяемым блоком проводят следующие тесты: контраст, рассеянное световое излучение, темновые токи, двухтактные данные, поиск. Каждый из этих тестов будет описан ниже.
Проверка контраста
Проверка контраста используется для измерения отношения контраста дифференциальных сервоканалов. В этом тесте измеряется дифференциальная квадратурная сумма. Квадратурные суммы измеряются пять раз при невращающемся диске, причем каждое из пяти измерений должно быть в пределах 10% одно относительно другого. Это исключает ошибки, обусловленные снятием отсчетов в части заголовка диска. Контраст измеряется путем снятия отсчетов токов переданной квадратурной суммы, показанных в виде переданного сигнала 1176 и отраженного сигнала 1178 (фиг.49). Разность в процентах между этими двумя сигналами определяет контраст.
Проверка рассеянного светового излучения
Рассеянное световое излучение измеряется путем определения количества нежелательного света, присутствующего в оптическом модуле. Оно измеряется путем установки лазерной мощности при удалении диска. Токи серводетекторов, остающиеся после удаления диска, представляют собой токи рассеянного светового излучения. При удалении диска отраженный сигнал больше уже не посылается назад в оптический модуль. Полное рассеянное световое излучение есть полный дифференциальный квадратурный суммарный сигнал рассеянного светового излучения минус полный дифференциальный квадратурный суммарный сигнал темновых токов (см. ниже).
Проверка темнового тока
Темновой ток измеряется на серводетекторах путем простого выключения лазера и наблюдения остаточного тока на каждом из этих детекторов после того, как от диска больше не отражается свет.
Проверка радиального двухтактного сигнала
Амплитуда радиального двухтактного сигнала измеряется путем выполнения поиска 2000 дорожки с постоянной скоростью 75 мм/с и измерения амплитуды этого сигнала при поиске спустя 25 мс. Амплитуда радиального двухтактного сигнала измеряется для пересечений трех дорожек в любом направлении в виде дифференциальных отраженных и прошедших квадрадратурных суммарных сигналов и перекрестных помех фокусировки. Проверка радиального двухтактного сигнала определяет характеристики сервосигналов в условиях поиска.
Проверка поиска
При проверке поиска выполняются случайные поиски для тестирования следящей системы в целом с использованием констант ускорения и торможения. После завершения проверки программное обеспечение (как показано в блоке 1198 (фиг. 51) выводит результаты оператору для определения успешного выполнения или невыполнения тестирования. Последний этап 1200 в этой программе напоминает оператору об отключении электроники и осуществляет вывод файла данных.
Проверка S-кривой фокусировки
Как показано на фиг.52-54, проверка S-кривой фокусировки используется для определения правильности функционирования оптических элементов и датчиков. Этот тест не связан с перемещением узла каркаса. Это объясняется тем, что данный тест предусматривает количественные измерения, а для количественной оценки перемещений каркаса не предусмотрено позиционно-чувствительного датчика. Вместо этого измерительная оснастка 1204 перемещается в ответ на сигналы фокусировки. Оснастка 1204 обеспечивает восприятие и запись ее перемещений, в то время как узел каркаса этого не обеспечивает.
На фиг.52 представлена измерительная оснастка 1204 для измерения S-кривой 1180. Оснастка 1204 имеет ручку регулировки 1202 для регулировки высоты отражающего зеркала (не показано). Также показан электрический соединитель 1208 и корпус 1206 отражающего зеркала.
На фиг. 53 представлена S-кривая 1180. Она получает с помощью серводетекторов 1166. Сигнал количественно формируется путем перемещения зеркала относительно позиционно-чувствительного датчика. Поэтому измерительная оснастка 1204 для целей измерения занимает место диска.
Со ссылками на фиг.53 и 54 будет описано программное обеспечение, используемое во взаимосвязи с рабочим местом тестирования 1204. Этап 1216 соответствует запросу оператора о введении серийного номера блока. На этапе 1218 программное обеспечение проверяет корректность форматирования введенных данных. Если ввод данных сформатирован некорректно, то программа запрашивает оператора повторить ввод данных. На этапе 1220 оператору предлагается осуществить подключения блока и подать питание. На этапе 1222 осуществляется проверка электрических соединений. Если они корректны, то программа тестирования запускается. Если соединения некорректны, то оператору предлагается отключить питание и проверить соединения. На этапе 1224 начинается тест S-кривой. Осуществляются различные измерения для S-кривой фокусировки, представленные на фиг.53.
Сначала проверяется крутизна кривой фокусировки. Крутизна измеряется как показано на фиг.53, в точке пересечения нуля 1210. Затем на этапе 1224 измеряется линейность S-кривой при пересечении ею нуля. Еще одним измерением является измерение интервала между пересечениями нуля. Это показано на фиг. 53 в виде XW. Кроме того, измеряются величины, обозначенные как Ga и Gb. Эти измеренные значения сравниваются с набором значений, хранящихся в программе.
Данные, характеризующие S-кривую фокусировки, подобную показанной на фиг. 53, представляются оператору на этапе 1226. На этапе 1228 тестируемый блок либо признается годным, либо отбраковывается. Оператор затем отключает питание на этапе 1230, блок снимается и выводятся результаты испытаний.
На фиг.21 тестирование S-кривой соответствует этапам 362-364.
Юстировка канала считывания
На фиг.45 и 55 представлено рабочее место 1234 для юстировки канала считывания. Рабочее место 1234 имеет манипулятор 1236, который обеспечивает перемещение квадратурного фотодиодного детектра 1240. На его юстировочной позиции 1238 оператор использует манипулятор 1236 для максимизации считываемого сигнала, количественные характеристики которого представляются оператору на осциллографе (не показан). После получения максимального сигнала оператор поворачивает квадратурный фотодетектор 1240 для уравновешивания МО-сигнала. Это обеспечивает юстировку фазы микропризмы 1242 по отношению к фазе считываемого МО-сигнала.
Как показано на фиг.56, на этапе 1244 оператор осуществляет ввод данных. Этот ввод соответствует номеру испытываемого блока. Программное обеспечение проверяет правильность введенных данных на этапе 1244. На этапе 1248 оператору предлагается подключить электронные схемы и включить питание. Программное обеспечение проверяет правильность подключения на этапе 1250. Если подключение корректно, то программа запускается. Если нет, то осуществляется возврат к этапу 1248. Программное обеспечение запускает привод шпинделя, вращающий носитель и осуществляет захват фокусировки и трекинга на этапе 1252. На этапе 1254 осуществляется регулировка считывающего детектора с помощью манипуляторов 1236, показанных на фиг.55. После того как сигнал максимизирован путем ручек регулировки 1236, оператор переключается на режим МО и поворачивает детектор данных до достижения балансировки сигнала. Затем оператор приклеивает детектор в месте его установки и вводит в программу запуска тестирования блока.
На этапе 1254 проводятся следующие тесты: 1) проверка скорости двигателя; 2) отношение сигнал несущей/шум; 3) перекрестные помехи от соседней дорожки; 4) шумы лазера; 5) шумы диска; 6) шумы электрического сигнала; 7) отношение сигнал несущей/шум при смещении фокусировки. Эти измерения проводятся при контроле скорости двигателя с использованием выходного сигнала тахометра с привода шпинделя. Отношение сигнал на несущей/шум измеряется на частоте 8 МГц с использованием анализатора спектра. Перекрестные помехи от соседних дорожек измеряются путем записи дорожки на диске и затем считывания соседних дорожек. Соседние дорожки должны быть пустыми, так что перекрестные помехи от соседних дорожек должны быть обусловлены детектированием шумов. Лазерные шумы, шумы диска и электрического сигнала измеряются с помощью анализатора спектра с использованием стандартных методов измерений шумов для измерения уровня шумов различных компонентов системы. Отношение сигнал на несущей/шум при смещении фокусировки измеряется при смещении относительно фокуса линзы и измерения отношения сигнал на несущей/шум в системе с использованием анализатора спектра.
Как показано на фиг.56, результаты вновь представляются оператору на этапе 1256. На этапе 1258 программное обеспечение устанавливает годность испытываемого блока или отбраковывает его путем сравнения измеренных значений с выбранными стандартными значениями. Затем на этапе 1260 оператор отключает питание и снимает испытываемый блок.
Этапы 366-386 на фиг. 2I и 2J представлены выше в связи с описанием тестирования канала считывания.
Узел лазерного диода
На фиг.3А, 3В и 57 представлен лазерный диод 1264 (фиг.57) и блок установки 1262 лазерного диода, содержащиеся в узле 1260 лазерного диода. Этапы 400-422 (фиг.3А-3В) используются для изготовления этого узла. Лазерный диод 1264 очищается с помощью ацетона и подсоединяется закорачивающий токосъемник (не показан) для предотвращения накопления статического электричества. Блок установки 1262 лазера очищается ацетоном и вручную вводится в зажимающий фиксатор (не показан). Узел помещается в сушильный шкаф на этапе 418 для получения на этапе 422 готового узла.
Этапы 424-434 (фиг. 3В) показывают в деталях использование винтов и прокладок для размещения и фиксации узла лазерного диода 1260 в оптическом модуле.
Процедуры 436-456 на фиг. 3С и 3D детализируют операции приклеивания вручную линзы (не показана) в оправе коллиматора (не показано). Линза опирается на расположенный внутри уступ оправы (не показано) и устанавливается горизонтально за счет силы тяжести. Маленький штабик используется для зажима линзы в месте установки. Клей наносится по окружности линзы для обеспечения ее закрепления.
Согласно фиг. 3Е, 3F и 45, этапы 458-484 способа подготавливают оптический модуль к последующим операциям путем очистки ацетоном и выполнения таких операций, как приклеивание считывающей линзы 1266, как показано на фиг. 45, а также приклеивание пластиковой апертуры (не показана). Оптический модуль очищается для обеспечения последующего ввода оптических элементов.
Введение расщепителя луча
На фиг. 58 представлена оснастка 1270 для ввода расщепителя луча. Физическое размещение пластинчатого расщепителя луча является критичным. Пластинчатый расщепитель луча 1268 должен быть тщательно позиционирован и приклеен в оптическом модуле 1132. Оснастка 1270 для ввода позволяет оператору удерживать и позиционировать пластинчатый расщепитель луча 1268 при получении сигнала обратной связи от внутреннего лазера 1280. Первоначально оптический модуль без расщепителя луча 1268 зажимается пневматическим зажимом 1278. Необходимые юстировочные элементы, такие как отверстия, вырезы, ребра, используются для точной юстировки оптического модуля 1132 на оснастке 1270 для ввода расщепителя луча. Пластинчатый расщепитель луча 1268 удерживается вакуумным зажимом 1272. Оператор может осуществлять регулировку посредством ручек регулировки 1274 для выравнивания и поворота пластинчатого расщепителя луча 1268 в направлениях х, у и z. Юстировочный штифт 1276 подгоняется под апертуру лазера. Лазер, являющийся составной часть оснастки 1280, направляет пучок излучения через пластинчатый расщепитель луча; этот пучок отражается зеркалом 1286 на детекторы 1284. Это схематично показано позицией 1282, обозначающей ход распространения пучка излучения. Оператор может максимизировать интенсивность пучка излучения путем анализа сигнала детектора. Юстировочный штифт 1276 имеет отверстие для пропускания падающего и отраженного пучков излучения. На фиг.3F и 3G этапы 486-502 детализируют операции ввода пластинчатого расщепителя луча 1268. Этапы 504-506 на фиг.3G относятся к размещению оправы коллиматора и лазера в оптическом модуле с использованием винтов, упомянутых выше в связи с этапами 424-434 (фиг.3В).
Ориентирование и коллимирование
Ориентирование и коллимирование поясняются в связи с этапом 510 (фиг.3I) и фиг.59, на которой рабочее место проверки ориентации и коллимирования обозначено в целом позицией 1288. Целью данной процедуры является ориентировать лазер, размещенный в узле лазера 1260, в требуемом направлении относительно оптических элементов в оптическом модуле 1132 и перемещение оправы коллиматора 1306 (фиг.45) вдоль оптической оси лазера для минимизации астигматизма. Первоначально оператор устанавливает оптический модуль 1132, подлежащий юстировке, на крепежный блок 1296 с использованием двух штифтов позиционирования 1276, 1276 и затем юстируемый с использованием опорной базы 1301 апертуры, имеющей цилиндрическую трубку (не показана) для дальнейшего позиционирования оптического модуля 1132. Затем опорная база 1301 апертуры удаляется. Платформа 1307 манипулятора затем зажимается в месте установки с помощью рукоятки 1309. Узел лазера 1260 фиксируется на месте установки регулятором 1290, а рычаг регулировки коллимирования 1302 опускается вниз и вводится в оправу 1306 коллиматора узла лазера 1260. Шнур питания 1292 вводится в соответствующий источник питающей мощности (не показан), и лазер возбуждается. Лазерный свет проходит через оптический модуль 1132 и выходит, попадая на расщепитель луча 1298, который расщепляет луч света на первую ветвь, поступающую в автоколлиматор 1300, и вторую ветвь, поступающую в интерферометр 1304. Оператор оценивает направление лазерного пучка с использованием автоколлиматора, манипулирования ручкой ориентации 1305 до достижения состояния юстировки, а также манипулирования оправой коллиматора 1306 с помощью ручки 1303 для минимизации астигматизма. Оптический волновой фронт проверяется с использованием интерферометра 1304. После того как юстировка закончена, винты 1308, которые фиксируют лазер, отпускаются. Лазерная платформа 1307 снимается путем освобождения ручки 1309 и снятия с платформы. Состояние коллимирования и ориентации предпочтительно повторно проверяются, и если они приемлемы, то клей наносится на оправу 1306 коллиматора для закрепления его в месте установки. После высыхания клея рычаг манипулятора коллимирования снимается, и волновой фронт повторно проверяется с помощью интерферометра 1304. Питание оптического модуля выключается и шнур питания 1392 отсоединяется. Заземляющий токосъемник (не показан) устанавливается, и оптический модуль 1132 удаляется с рабочего места 1288.
Введение микропризмы
На фиг.60 представлено рабочее место 1310 для ввода микропризмы. Микропризма 1312 должна прикрепляться к квадратурному детектору 1328. Юстировка этих двух оптических элементов очень важна. Гибкий вывод 1322 имеет выполненный заодно с ним детектор 1328. Квадратурный детектор устанавливается в юстировочном гнезде 1330 и затем фиксируется в месте установки вакуумным средством. Ручка регулировки 1320 будет обеспечивать ориентирование и юстировку вакуумного захвата 1321. Вакуумный захват 1321 регулируется вдоль его основной плоскости. Поворотный зажим 1324 используется для обеспечения надлежащей установки квадратурного детектора 1328 в юстировочном гнезде 1330. Пинцеты 1314 регулируемым образом соединены с микроскопом 1326. Пинцеты удерживают микропризму. Микроскоп 1326 содержит контур, который помогает сборщику получить надлежащую взаимосвязь между квадратурным диодом 1328 и микропризмой 1312. Оператор выравнивает эти два элемента под микроскопом и юстирует их так, чтобы они были подогнаны в пределах указанного контура. Излишней юстировки в этом случае можно избежать ввиду воспроизводимости размещения квадратурного детектора в юстировочном гнезде 1330 и при использовании пинцетов, отъюстированных надлежащим образом.
Второй вариант осуществления способа и устройства для изготовления устройств хранения информации
Ниже будет раскрыт второй вариант осуществления настоящего изобретения. Некоторые из элементов этого варианта идентичны соответствующим элементам для первого варианта, и в интересах краткости описания они не будут описываться повторно. На фиг.61А-61С представлена блок-схема способа изготовления, обозначенная в целом позицией 3300, причем операции, отличающиеся от соответствующих операций первого варианта, показаны выделенными блоками, например операция "Каркас на каретке" 3309 (фиг.61С).
Изделие, которое может быть изготовлено в соответствии с примером осуществления изобретения, показанным на фиг.61А-61С, будет рассмотрено кратко со ссылками на фиг. 76-78. На фиг.76 показан накопитель на оптических дисках 2710. Накопитель 2710 осуществляет воспроизведение и/или запись на диске (не показан), который размещен в съемной кассете 2712 для диска. Как вариант, диск может содержаться в корпусе 2714 накопителя 2710.
На фиг. 77 и 78 показан вид сверху накопителя 2710, причем корпус 2714 снят для удобства представления некоторых принципиально важных механических, электрических и оптических компонентов накопителя 2710 (фиг.77). На фиг.78 представлен вид в сечении накопителя 2710 в направлении стрелок 78-78 на фиг. 76. На фиг. 77 показаны плата основания 2716. шпиндель 2717, узел линейного исполнительного механизма 2720, узел линзы объектива 2722, оптический модуль 2724, схемная плата 2726 привода, гибкий схемный соединитель 2728. На фиг.78 показаны главная схемная плата 2730, привод шпинделя 2718, схемная плата оптического модуля 2727 и схемная плата привода 2726.
Плата основания 2716 служит базой для позиционирования и ориентирования других компонентов накопителя 2710 по отношению друг к другу. Предпочтительно плата основания 2716 по соображениям экономичности выполнена из литой стали.
Узел линейного исполнительного механизма 2720 включает в себя пару линейных исполнительных механизмов 2723. Каждый из них содержит направляющую 2734, жестко закрепленную на плате основания 2716. Направляющие 2734 по существу параллельны. Часть каждой направляющей 2212, 2214 (фиг.80) окружает обмотка 2723 исполнительного механизма. Каждая обмотка 2723 исполнительного механизма прикреплена к противолежащей части узла 2722 линзы объектива, так что когда на обмотки 2723 надлежащим образом подано возбуждение, узел 2722 перемещается вдоль направляющих 2212, 2214 (фиг.80). Обмотки 2723 исполнительного механизма возбуждаются сигналами со схемной платы возбуждения 2726, что приводит к линейному перемещению узла 2722 линзы объектива относительно оптического модуля 2724 и относительно диска (не показан), введенного в накопитель 2710. Таким образом, узел 2722 линейного исполнительного механизма обеспечивает грубый трекинг диска.
Оптический модуль 2724 и узел 2722 линзы объектива вместе содержат основные оптические элементы накопителя 2710. Оптический модуль 2724 жестко прикреплен к плате основания 2716 и содержит лазер, различные датчики и оптические элементы (не показаны). В процессе работы лазер направляет пучок излучения (не показан) из оптического модуля 2724 в направлении узла 2722 линзы объектива, и, в свою очередь, оптический модуль 2724 принимает отраженный пучок излучения (не показан) от узла 2722 линзы объектива. Узел 2722 линзы объектива закреплен с возможностью перемещения на узле 2720 линейного исполнительного механизма посредством обмоток 2723, как описано выше. Узел 2722 линзы объектива содержит пентапризму (не показана), линзу объектива 2260 (фиг.80), сервоприводы (не показаны) для фокусировки линзы объектива и сервоприводы (не показаны) для точной юстировки положения линзы объектива относительно положения узла 2720 линейного исполнительного механизма и введенного диска для обеспечения точного тренинга диска. Электрические информационные сигналы и сигналы управления передаются между узлом 2722 линзы объектива, с одной стороны, и главной схемной платой 2730 и схемной платой привода 2726, с другой стороны, посредством гибкого схемного соединителя 2728.
Схемная плата 2727 оптического модуля содержит возбудитель лазера и предварительные усилители (не показаны). Схемная плата привода 2728 управляет двигателем 2718, линейными исполнительными механизмами 2723 узла 2720 линейных исполнительных механизмов и сервоприводами узла 2722 линзы объектива. Схемная плата привода 2728 управляется основной схемной платой 2730. Основная схемная плата 2730 включает в себя большинство электронных компонентов, которые по соображениям конструирования (например, подавление шумов, электромагнитные помехи и потери мощности) не рекомендуется размещать на схемной плате 2727 оптического модуля, в узле 2722 линзы объектива или на схемной плате 2726 привода.
Двигатель 2728 жестко закреплен на плате основания 2716. Двигатель 2718 непосредственно приводит в движение шпиндель 2717, который, в свою очередь, вращает диск.
Узел каретки
На этапах 3301, 3305 и 3306 (фиг.61А и 61В) осуществляется сборка компонентов узла каретки 2220 (фиг.77), включая обмотки трекинга и обмотки грубого привода для грубого позиционирования узла каретки 2220. Специально приспособленная оснастка ( не показана) предусмотрена для облегчения введения пентапризмы 2216 (фиг.65) в узел каретки 2220 на этапе 3305.
На этапе 3309 гибкий вывод 2250 (фиг.80) прикрепляется к узлу каретки 2220 по существу так же, как в первом варианте. Однако гибкий вывод 2250 несколько отличается по своей конфигурации. При сборке пентапризму 2216 вручную ориентируют, в то время как гибкий вывод 2250 временно отведен назад, а узел каретки 2220 зафиксирован в месте установки. Затем наносится эпоксидная смола и осуществляется выдержка в печи до отверждения.
Как показано на фиг.61С и 80, этап 3310 выполняется по существу так же, как в первом варианте. Однако, когда линза объектива 2260 еще не установлена, необходимо ввести на ее место макет линзы или зеркала ( не показано). Затем осуществляются электрические соединения с обмотками каркаса 2270, 2270, и каркас перемещается в направлении фокусировки. Затем проводится испытание рабочего хода с наклоном, которое было раскрыто для первого варианта осуществления изобретения. Проверка ориентации и характеристик рабочего хода узла каретки 2220 перед установкой линзы объектива 2260 обеспечивает существенную экономию в сборке всего блока, так как дефектные узлы каретки немедленно обнаруживаются и не требуют проведения операций по монтажу линзы.
Узел головки
Со ссылками на фигуры 61А, 63 и 64 будет описан узел головки, в целом обозначенный позицией 2100. На этапе 3315 лазерный источник 2116 устанавливается на монтажной плате 2124, которая размещена на головке рамы 2110 путем прессовой посадки, а не приклеиванием, как в первом варианте. В этом случае обеспечивается существенная экономия времени. Предпочтительно монтажная плата 2124 выбирается из множества плат для монтажа лазеров, имеющих отверстия различных размеров, обеспечивающие требуемую точность при ориентировании.
На этапе 3316 коллиматорная линза 2118 вводится в корпус 2112 из нержавеющей стали. С использованием автоколлиматора (не показан) линзой манипулируют до достижения точной ориентации и затем приклеивают ее соответствующим клеем или фиксирующим агентом, например эпоксидной смолой.
Этап 3320 описывается со ссылками на фиг.65-69, где показано рабочее место 2200 для ориентирования и коллимирования, содержащее два основных модуля. Модуль 2230 держателя головки (фиг.66) предназначен для удерживания узла головки 2100 (фиг. 65). Этот модуль снабжен манипуляторами для коллиматора 2118 и лазера 2116 и существенно такой же, как для первого варианта. Модуль 2210 держателя каретки размещен рядом с модулем 2230 держателя головки и снабжен двумя направляющими 2212, 2214 для установки с возможностью скольжения узла 2220 каретки.
Когда модуль 2230 держателя головки вместе с размещенным на нем узлом головки 2100 надлежащим образом выровнен с модулем держателя каретки 2210, возбуждение лазера 2116 формирует пучок излучения 2222, который выходит из модуля держателя головки 2230 и попадает на пентапризму 2216, размещенную в узле каретки 2220. Пучок 2222 затем отклоняется вверх в направлении, нормальном к плоскости, определяемой направляющими 2212, 2214, после чего он выходит из узла каретки 2220. Следует заметить, что в узле каретки 2220 еще не установлена линза объктива, которая изменила бы характеристики 2222.
В процессе работы автоколлиматор 2224 (фиг.65) размещается между модулем держателя головки 2230 и модулем держателя каретки 2210, причем часть пучка 2222 отклоняется и анализируется. Автоколлиматор 2224 ориентирован перпендикулярно фронтальной плоскости узла головки 2100. Интерферометр 2228 получает пучок 2222 с выхода узла каретки 2220. Предусмотрено отражающее зеркало 2226 для удобства размещения интерферометра 2228. Оператор манипулирует лазером 2116 и коллиматором 2118 так же, как описано для первого варианта до получения правильной ориентации и коллимирования пучка излучения. Предпочтительно на этапе 3320 любые оптические аберрации, обусловленные пентапризмой или другими оптическими элементами, минимизируются в этот момент при использовании интерферометра 2228.
На этапе 3322 (фиг.61А) выполняется установка микропризмы 2135 (фиг.63) на детектор считывания 2140, который закреплен на гибком выводе 2250 (фиг. 80). Этот этап аналогичен соответствующему этапу первого варианта, за исключением того, что конфигурация призмы несколько изменена и соответственно изменена оснастка для манипулирования. Ориентирование микропризмы 2135 осуществляется на этапе 3334 (фиг.61В), который будет детально описан ниже.
На этапе 3323 гибкий вывод 2250 прикрепляется к корпусу узла головки 2100. Это выполняется винтами, аналогично соответствующему этапу для первого варианта, за исключением того, что конфигурация гибкого вывода 2250 несколько изменена.
На этапе 3324 магниты грубого привода 2282, 2284 (фиг.80) устанавливаются с резиновыми уплотнительными элементами 2786 (фиг.77), которые обеспечивают механическую развязку для магнитов 2282, 2284. Субблок, включающий магниты грубого привода 2282, 2284, затем прикрепляется к плате основания 2310 четырьмя пружинными зажимами (не показаны).
На этапе 3326, который обсуждается со ссылками на фиг.63, 65 и 75, узел головки 2100 присоединяется к плате основания 2310 (фиг.68). В этот момент на плате основания 2310 установлен узел каретки 2220 (фиг.67), но не установлена линза объектива и не осуществлено позиционирование позиционно-чувствительного датчика 2275 (фиг.81). Кроме того, верх каретки еще не закрыт защитной крышкой. Плата основания 2310 устанавливается на платформе 2605 рабочего места 2600 для размещения модуля и осуществляются необходимые электрические соединения. Узел головки 2100 удерживается в зажиме 2610 и может быть перемещен с помощью микроманипулятора 2620. Микроманипулятор 2620 является предварительно нагруженным, так что он принудительно устанавливает блок головки на монтажной поверхности платы основания 2310, тем самым обеспечивая сохранение совмещения с платой основания 2310. Лазер 2116 в узле головки 2100 возбуждается и генерируется пучок излучения, который проходит через пентапризму 2216 (фиг.65) узла каретки 2220. На этапе 3326 осуществляется центрирование пучка, проходящего через узел головки 2100, после чего узел головки 2310 постоянно фиксируется на плате основания 2310. Позиционирование узла головки 2100 осуществляется размещением обычной камеры на ПЗС (не показана) на пути выходящего пучка. Компьютер (не показан), выполняющий соответствующую программу, определяет контур апертуры 2278 (фиг.81) в узле каретки 2220. Затем узел головки 2100 перемещается так, чтобы подсвеченное пучком пятно находилось в центре апертуры 2278, как представляется на дисплее компьютера. После завершения позиционирования узел головки фиксируется на плате основания 2310 с помощью монтажных винтов (не показаны).
Введение линзы объектива
Введение линзы объектива 2260 в узел каретки 2220 (фиг.77) осуществляется на этапе 3327 (фиг.61В) с помощью специализированной оснастки 2650 для введения и позиционирования, как показано на фиг.79. Этап 3327 требует больших трудовых затрат и ограничивает быстродействие способа 3300. Оснастка 2650 выравнивает оптическую ось линзы объектива по отношению к фиксированным элементам узла платы основания, в частности по отношению к плоскости, в которой находится носитель информации. Хотя в данном варианте не раскрыто, однако процедуру выравнивания линзы легко автоматизировать путем компьютерного управления механизмами микроманипулирования оснастки 2650 при использовании обычных сервомеханизмов и при соответствующем модифицировании программного обеспечения в компьютере 2652, а функционально связанном с оснасткой 2650.
Оснастка 2650 далее более полно раскрыта со ссылками на фиг.83-95. Согласно фиг.83 и 84 в соответствии с одним из аспектов изобретения устройство включает в себя узел колонны 3001, узел захвата 3002 и узел опоры 3003. Узел колонны 3001 неподвижно закреплен на раме 3004. Узел колонны 3001 определяет ось колонны. Узел захвата 3002 неподвижно закреплен на рычаге 3005, закрепленном с возможностью поворота на раме 3004. Узел опоры 3003 закреплен на раме 3004 по меньшей мере с одной степенью свободы движения. Линия между узлом колонны 3001 и узлом опоры 3003 определяется как ось узла. В закрытом положении, как показано на фиг.83, узел захвата 3002 находится между узлом колонны 3001 и узлом опоры 3003 вдоль оси узла. В открытом положении, как показано на фиг.84. узел захвата 3002 не находится на оси узла.
На фиг. 85 сечение узла колонны 3001 показано более детально. Узел колонны 3001 содержит увеличительную линзу 3006 и видеокамеру 3007 с линзой 3008. Оптическая ось линзы 3008 видеокамеры 3007 и увеличительной линзы 3006 одна и та же и называется оптической осью колонны. Выход видеокамеры 3007 соединен с узлом анализа 3008. Узел анализа 3009 может быть любым узлом, пригодным для анализа характеристик энергии излучения. В варианте, показанном на фиг.85, узел анализа 3009 содержит процессор 3010 и монитор 3011.
Как показано на фиг.86-89, узел захвата 3002 включает в себя вакуумный захват 3012, узел 3013 линзы объектива микроскопа, узел 3014 позиционирования линзы объектива микроскопа и узел 3015 наклона линзы исполнительного механизма. На фиг. 86 показан вид в сечении варианта выполнения вакуумного захвата 3012 и узла 3013 линзы объектива микроскопа. На фиг.87 показан вид варианта выполнения узла 3014 позиционирования линзы объектива микроскопа. На фиг. 88 и 89 показаны два вида выполнения узла 3015 наклона линзы исполнительного механизма 3015.
Как показано на фиг.86, вакуумный захват 30122 включает в себя корпус 3016, сильфон 3017 и отверстие 3018 для приема линзы исполнительного механизма. Пневматическая трубка (не показана) соединена с корпусом 3-16. В процессе работы линза исполнительного механизма (не показана) помещается в отверстие 3018 для приема линзы исполнительного механизма так, что это отверстие оказывается полностью закрытым. Линза исполнительного механизма может представлять собой линзу объектива. Затем корпус 3016 вакуумируется посредством пневматической трубки (не показана) для создания разности давлений между внутренней и внешней средой корпуса 3016. Эта разность давлений обеспечивает удерживание линзы исполнительного механизма в отверстии 3018 при перемещении узла 3002 захвата. Корпус 3016 содержит сильфон 3017 для изгибания корпуса 3016 при поддержании разности давлений.
Узел 3013 линзы объектива микроскопа включает в себя линзу 3019 объектива микроскопа и подложку 3020. В процессе работы пучок излученной энергии входит в корпус 3016 через отверстие 3018 для приема линзы исполнительного механизма и через линзу, если она присутствует. Пучок энергии излучения будет проходить через подложку 3020 и через линзу 3019 объектива микроскопа. Затем пучок проходит через корпус 3016 в узел 3001 колонны, где он проходит через увеличительную линзу 3006 и принимается видеокамерой 3007. Совместно линза 3019 объектива микроскопа и увеличительная линза 3006 колонны увеличивают пучок и фокусируют его на видеокамере 3007. Увеличительная линза 3006 может представлять собой тубусную линзу. Подложка 3020 моделирует оптические свойства диска с записью информации и воздействия этих свойств на пучок энергии излучения. Подложка 3020 установлена так, что когда узел 3002 захвата находится в закрытом положении, подложка 3020 ортогональна оптической оси колонны.
Согласно фиг. 87 узел 3014 позиционирования линзы объектива микроскопа включает в себя исполнительный механизм 3021 поперечного позиционирования по оси X, исполнительный механизм 3022 поперечного позиционирования по оси У и исполнительный механизм 3023 фокусировки. На фиг.86 и 87 показана опорная система координат 3024. Эта опорная система координат выбрана только для пояснения. Специалистам в данной области техники должно быть ясно, что может быть выбрана любая подходящая система координат без изменения сущности изобретения.
В варианте, представленном на фиг.87, рама 3025 держателя микроскопа, имеющая удлинение 3028, удерживает корпус 3016 с помощью пластинчатой пружины 3026. Пластинчатая пружина 3026 держателя смещает корпус 3016 к цилиндрическому подшипнику 3027, расположенному между корпусом 3016 и продолжением 3028 рамы. Исполнительный механизм 3023 фокусировки закреплен на продолжении 3028 рамы и обеспечивает сохранение некоторого расстояния между продолжением 3028 рамы и рамой 3025 держателя микроскопа вдоль оси Z, как показано опорной системой координат 3024. Перемещение корпуса 3016 вдоль оси Z регулирует фокусировку линзы 3019 объектива микроскопа в комбинации с увеличительной линзой 3006 колонны.
Рама 3025 держателя микроскопа закреплена на держателе 3029 поперечного позиционирования по оси У, так что рама 3025 держателя микроскопа может скользить вдоль оси У относительно держателя 3029 поперечного позиционирования вдоль оси У, как показано опорной системой координат 3024. Исполнительный механизм 3022 поперечного позиционирования по оси У закреплен на раме 3025 держателя микроскопа и будет обеспечивать относительное скользящее перемещение вдоль оси У.
Держатель 3029 поперечного позиционирования по оси У закреплен на держателе 3030 поперечного позиционирования по оси X, так что держатель 3029 поперечного позиционирования по оси У может скользить вдоль оси Х относительно держателя 3030 поперечного позиционирования по оси X, как показано опорной системой координат 3024. Исполнительный механизм 3021 поперечного позиционирования по оси Х закреплен на держателе 3029 поперечного позиционирования по оси У и будет обеспечивать скользящее перемещение вдоль оси X.
Держатель 3030 поперечного позиционирования по оси Х закреплен на держателе 3031 узла поперечного позиционирования. Держатель 3031 узла поперечного позиционирования закреплен на узле рычага 3005. Специалистам области техники должно быть ясно, что крепления между рамой 3025 держателя микроскопа, держателем 3029 поперечного позиционирования по оси У, держателем 3030 поперечного позиционирования по оси Х и держателем 3031 узла поперечного позиционирования могут быть выполнены в ином порядке, не выходя за пределы сущности изобретения.
На фиг. 88 и 89 представлены два вида узла 3015 наклона линзы исполнительного механизма. На фиг.88 представлен вид слева сбоку узла наклона линзы исполнительного механизма, выполненного согласно одному из аспектов изобретения. На фиг. 89 представлен вид спереди того же узла 3015 наклона линзы исполнительного механизма. Узел 3015 наклона линзы исполнительного механизма включает в себя исполнительный механизм 3032 наклона относительно оси X, исполнительный механизм 3033 наклона относительно оси У и узел 3034 изгибания. Исполнительный механизм 3032 наклона относительно оси Х закреплен на узле рычага 3005 напротив рычага 3035 оси X. Рычаг 3035 оси X на конце, ближайшем к исполнительному механизму 3032 наклона относительно оси X, смещен к узлу 3005 рычага, а на другом конце закреплен на узле изгиба 3034. Исполнительный механизм 3033 наклона относительно оси У закреплен на узле рычага 3005 напротив рычага 3036 оси У. Рычаг 3036 оси У на конце, ближайшем к исполнительному механизму 3033 наклона относительно оси У, смещен к узлу рычага 3005, а на другом конце закреплен на узле изгиба 3034.
Узел изгиба 3034 включает в себя множество изгибных пластин 3037-1, 3037-2, 3037-3, 3037-4, кольцо 3038 держателя изгибных элементов и множество пластин 3039 держателей изгибных элементов. Изгибная пластина 3037-1 закреплена одним концом на кольце 3038 держателя изгибных элементов, а другим концом - на рычаге 3035 оси Х и корпусе 3016. Изгибная пластина 3037-3 закреплена противоположно изгибной пластине 3037-1 на кольце 3038 держателя изгибных элементов и на корпусе 3016. Изгибная пластина 3037-4 закреплена одним концом на рычаге 3036 оси У и кольце 3038 держателя изгибных элементов, а другим концом - на плате 3039 держателя изгибных элементов. Изгибная пластина 3037-4 закреплена со сдвигом на 90 градусов относительно изгибной пластины 3037-1 и изгибной пластины 3037-3. Изгибная пластина 3037-2 закреплена противоположно изгибной пластине 3037-2 на кольце 3038 держателя изгибных элементов и на плате 3039 держателя изгибных элементов. Платы 3039 держателя изгибных элементов закреплены на узле 3005 рычага.
Изгибные пластины 3037-1, 3037-2, 3037-3, 3037-4 лежат в отдельной плоскости каждая. Плоскости, в которых лежат изгибные пластины 3037-1 и 3037-3, пересекаются вдоль линии, проходящей через точку пересечения 3040. Плоскости, в которых лежат изгибные пластины 3037-2 и 3037-4, пересекаются вдоль линии, пересекающей точку 3040. Эти линии могут быть ортогональны одна другой.
Работа узла 3015 наклона линзы исполнительного механизма будет описана для случая движения вниз, сообщаемого каждому из исполнительных механизмов наклона, т. е. исполнительному механизму 3032 наклона относительно оси Х и исполнительному механизму 3033 наклона относительно оси У.
Перемещение вниз исполнительного механизма 3032 наклона относительно оси Х сообщает движение вниз рычагу 3035 оси X. Это направленное вниз усилие формирует силу поворота против часовой стрелки, прикладываемую к изгибной пластине 3037-1 относительно точки, где изгибная пластина 3037-1 закреплена на кольце 3038 держателя изгибных пластин. Направленная вниз сила, таким образом, преобразуется в силу поворота против часовой стрелки, прикладываемую к изгибной пластине 3037-3 относительно точки, где изгибная пластина 3037-3 закреплена на кольце 3038 держателя изгибных элементов. Эти две силы поворота вызывают поворот относительно пересечения двух плоскостей, в которых лежат изгибные пластины 3037-1 и 3037-3. Это пересечение осуществляется в точке пересечения 3040.
Перемещение вниз исполнительного механизма 3033 наклона относительно оси У сообщает усилие, направленное вниз, рычагу 3036 оси У. Это направленное вниз усилие формирует силу, направленную по часовой стрелке, прикладываемую к изгибной пластине 3037-4, относительно точки, в которой изгибная пластина 3037-4 закреплена на плате 3039 держателя изгибных элементов. Ввиду жесткости кольца 3038 держателя изгибных элементов эта сила вращения преобразуется в силу поворота по часовой стрелке изгибной пластины 3037-2 относительно точки, где эта изгибная пластина 3037-2 закреплена на плате 3039 держателя изгибных элементов. Эти две силы вращения вызывают поворот относительно пересечения двух плоскостей, в которых лежат изгибные пластины 3037-2 и 3037-4. Это пересечение имеет место в точке пересечения 3040.
На фиг. 90 представлен пример выполнения исполнительного механизма 3041 позиционирования. Исполнительный механизм 3041 может представлять собой исполнительный механизм наклона или поперечного позиционирования, как описано выше. Исполнительный механизм 3041 позиционирования содержит рукоятку 3042 и корпус с резьбой 3043. Корпус с резьбой 3043 установлен на резьбе в стационарной плоскости 3044 и закреплен в подвижной плоскости 3045. Подвижная плоскость 3045 смещена по отношению к стационарной плоскости 3044 пружиной 3046 или иным подходящим средством смещения. Закрепление подвижной плоскости 3045 определяет формирует ли усилие исполнительного механизма 3041 позиционирования или смещение пружиной 3046 поперечное или вращательное усилие. Исполнительный механизм позиционирования 3041 может включать в себя средство, обычно называемое микрометрической платформой.
На фиг.91 представлен вид сверху узла опоры 3003, а на фиг.92 - соответствующий вид в сечении узла опоры 3003. Узел опоры 3003 включает в себя опору 3047, имеющую поверхность 3048 и сторону 3049, множество вакуумных зажимов 3050 и узел позиционирования платы основания (не показан). Опора включает в себя боковые стенки 3052 и торцевые стенки 3053 для закрепления узла платы основания (не показан) на опоре 3047. В примере, показанном на фиг.91 и 92, узел позиционирования платы основания (не показан) включает в себя источник энергии излучения 3054, исполнительный механизм 3055 поперечного перемещения источника по оси У, исполнительный механизм 3056 поперечного перемещения источника по оси Z, исполнительный механизм 3057 наклона узла опоры относительно оси X, исполнительный механизм 3058 наклона узла опоры относительно оси У, зеркало 3059 и анализатор 3060 позиционирования. В другом варианте узел позиционирования платы основания (не показан) включает источник энергии излучения 3054, исполнительный механизм 3057 наклона узла опоры относительно оси X, исполнительный механизм 3058 наклона узла опоры относительно оси У, зеркало 3059 и анализатор позиционирования 3060. В обоих вариантах зеркало 3059 позиционируется ниже отверстия 3061 на поверхности 3048 опоры 3047. Дополнительно, источник излучения 3054 и анализатор 3060 позиционирования могут быть объединены в автоколлиматор или автоколлиматор/телескоп.
На фиг.93 показан вид в сечении вакуумного зажима 3050 в открытом положении. На фиг.94 показан вид в сечении вакуумного зажима 3050 в закрытом положении. Поверхность 3048 зажима 3047 проходит в поперечном направлении за пределы стороны 3049 опоры 3047. Вакуумный зажим 3050 с U-образным сечением размещается на продолжении опоры 3047, причем каждая из ветвей U-образной структуры находится по разные стороны от продолжения опоры 3047. Ось поворота 3062 проходит через ветви U-образной структуры и продолжение опоры 3047. В открытом положении узел платы основания может быть помещен на опору 3047. После такого размещения пневматическая трубка (не показана) переводит вакуумный зажим 3050 в закрытое положение, препятствуя смещению платы основания.
В процессе работы предусматривается использование узла 3063 платы основания, показанного на фиг.95. Конструкция узла платы основания описана в совместно поданных заявках на патент США N 08/376882 и N 08/408251. Узел 3063 платы основания содержит шпиндель 3064 и привод 3065 шпинделя для вращения диска, несущего информацию, а также следящую систему для контроля скорости привода шпинделя. Узел платы основания, кроме того, содержит узел 3066 оптического модуля. Узел платы основания также содержит привод 3067 каретки и узел 3068 каретки для направления пучка энергии излучения от узла оптического модуля в направлении размещения диска, несущего информацию, а также следящую систему управления кареткой для управления положением узла каретки. Узел каретки 3068 вначале не содержит линзы исполнительного механизма для фокусировки пучка энергии излучения на диске, несущем информацию. Узел каретки может удерживаться на месте его расположения относительно шпинделя с помощью упора каретки.
Узел 3063 платы основания размещается на поверхности 3048 опоры 3047 и фиксируется вакуумными зажимами 3050. Тестовый диск из стекла или иного подходящего материала (не показан) размещается на шпинделе узла платы основания. Узел захвата 3002 затем опускается в закрытое положение.
Источник энергии излучения 3054 излучает два пучка энергии излучения для позиционирования опоры в направлении зеркала 3059. Первый луч позиционирования опоры отражается от зеркала 3059 и затем проходит через отверстие 3061 в опоре 3047 и через узел платы основания. Первый луч позиционирования опоры отражается от тестового диска и принимается анализатором позиционирования 3060. Второй луч позиционирования опоры отражается от зеркала 3059, затем проходит через отверстие 3061 в опоре 3047 и через узел платы основания. Второй луч позиционирования опоры отражается от подложки 3020 и принимается анализатором позиционирования 3060. Путем анализа относительных положений первого и второго лучей позиционирования опоры анализатор 3060 позиционирования определяет наклон тестового диска относительно подложки 3020. Зеркало 3059 может содержать два параллельных зеркала, каждое из которых отражает один из лучей позиционирования опоры.
Наклон между тестовым диском и подложкой 3020 корректируется следующим способом. Исполнительный механизм 3057 наклона узла опоры относительно оси Х наклоняет узел опоры 3003 относительно оси X. Исполнительный механизм 3058 наклона узла опоры относительно оси У наклоняет узел опоры 3003 относительно оси У. Действуя совместно, исполнительные механизмы 3057, 3058 наклона узла опоры наклоняют узел опоры 3003 вместе с тестовым диском относительно подложки 3020. Поскольку подложка 3020 ортогональна к оптической оси колонны, это в действии приводит к наклону узла опоры 3003 относительно оптической оси колонны. Каждый из исполнительных механизмов 3057, 3058 может представлять собой исполнительный механизм позиционирования, показанный на фиг.90.
В одном из примеров осуществления поперечное позиционирование узла опоры 3003 относительно оптической оси колонны осуществляется механически, не испытывается и не измеряется. В другом примере, если луч позиционирования опоры не принят анализатором позиционирования 3060 или смещен от центра при приеме анализатором позиционирования 3060, то положение источника энергии излучения 3054 может быть смещено с использованием исполнительного механизма 3055 поперечного перемещения источника по оси У и исполнительного механизма 3056 поперечного перемещения источника по оси Z. Как показано на фиг.91, зеркало 3059 расположено так, чтобы изменение положения источника энергии излучения 3054 вдоль оси У преобразовывалось в изменение положения луча позиционирования опоры по оси У, когда он принимается анализатором позиционирования 3060. Исполнительный механизм 3055 поперечного перемещения источника по оси У осуществляет такое изменение положения. Аналогично, изменение положения источника энергии излучения 3054 вдоль оси Z преобразуется в изменение положения луча позиционирования опоры вдоль оси X, когда он принимается анализатором позиционирования 3060. Исполнительный механизм 3056 перемещения источника по оси Z осуществляет это изменение положения. Каждый из исполнительных механизмов 3055, 3056 может представлять собой исполнительный механизм позиционирования 3041, представленный на фиг.90.
В одном из вариантов, описанных ниже, все ссылки на систему координат сделаны в соответствии с опорной системой координат 3024, показанной на фиг. 87. Эта опорная система координат 3024 выбрана только для пояснения, и специалистам в данной области техники должно быть ясно, что любая удобная система координат может быть использована без изменения сущности изобретения.
После осуществления позиционирования источник энергии излучения 3054 выключается и тестовый диск удаляется. Узел каретки узла платы основания, если ранее позиционирование не проводилось, перемещается примерно с совмещением с осью узла и линза исполнительного механизма помещается в узел каретки узла платы основания, занимая естественное исходное положение. Узел рычага 3005 опускается в закрытое положение.
Затем создается разность потенциалов между вакуумным захватом 3012 и атмосферой. Эта разность давлений обеспечивает удерживание линзы исполнительного механизма в вакуумном захвате 3012, при сохранении ориентации линзы исполнительного механизма. Кроме того, оптический центр линзы исполнительного механизма сохраняется в точке пересечения 3040. Этот оптический центр может находиться, таким образом, по существу в центре масс линзы исполнительного механизма.
К источнику энергии излучения в узле оптического модуля подсоединяется регулируемый источник питания. Источник энергии излучения проецирует луч юстировки линзы на узел каретки. В узле каретки этот луч проходит через пентапризму и линзу исполнительного механизма. Затем луч юстировки линзы проходит через подложку 3020, через линзу 3019 объектива микроскопа и в узел колонны 3001, где луч юстировки линзы проходит через увеличивающую линзу 3006 колонны и принимается видеокамерой 3007. Узел анализа 3009 затем отображает и анализирует профиль пятна луча юстировки линзы.
Если луч юстировки линзы не принимается видеокамерой 3007 и не проходит на узел анализа 3009, то исполнительный механизм 3021 поперечного позиционирования по оси Х и исполнительный механизм поперечного позиционирования по оси У используются для перемещения линзы объектива 3019 в поперечном направлении относительно узла колонны 3001. Исполнительный механизм 3021 поперечного позиционирования по оси Х и исполнительный механизм 3022 поперечного позиционирования по оси У могут представлять собой исполнительные механизмы позиционирования 3041, показанные на фиг.90.
Если луч юстировки линзы не сфокусирован надлежащим образом на видеокамере 3007 и блоке анализа 3009, то используется исполнительный механизм 3023 фокусировки для премещения линзы объектива 3019 микроскопа в направлении узла колонны 3001 или от него до тех пор, пока луч юстировки линзы не окажется в надлежащем состоянии фокусировки по отношению к видеокамере 3007 и узлу анализа 3009. Исполнительный механизм 3023 фокусировки может представлять собой исполнительный механизм позиционирования 3041, представленный на фиг. 90.
После достижения надлежащей фокусировки узел анализа 3009 анализирует профиль луча на наличие таких искажений, как кома и астигматизм, как перед этим анализировался луч позиционирования опоры. Если эти оптические аберрации имеют место, то узел 3015 наклона линзы исполнительного механизма обеспечивает минимизацию этих аберраций за счет юстировки линзы исполнительного механизма. Как описано выше, исполнительный механизм 3032 наклона относительно оси Х поворачивает линзу исполнительного механизма относительно оси X. Аналогично, исполнительный механизм 3033 наклона относительно оси У поворачивает линзу исполнительного механизма относительно оси У. Совместно узел 3015 наклона линзы исполнительного механизма может поворачивать линзу исполнительного механизма в любом направлении относительно луча юстировки линзы при сохранении оптического центра или центра масс линзы исполнительного механизма в точке пересечения 3040.
Как только расстройка скорректирована до приемлемых допусков, узел захвата 3002, включающий вакуумный захват 3012 и линзу исполнительного механизма, поднимается в открытое положение. Закрепляющий агент наносится на основание узла каретки, и узел захвата 3002 вновь опускается в закрытое положение. Линза исполнительного механизма закрепляется с помощью закрепляющего агента на узле каретки без изменения ориентации линзы исполнительного механизма, установленной с помощью узла 3015 наклона линзы исполнительного механизма. Закрепляющий агент может представлять собой любой адгезив селективного отверждения, например с отверждением под действием ультрафиолетового излучения.
После высыхания закрепляющего агента линза исполнительного механизма испытывается на правильность юстировки. Как описано выше, луч юстировки линзы излучается через линзу исполнительного механизма, подложку 3020, линзу объектива 3019 микроскопа, увеличивающую линзу 3006 колонны и попадает в видеокамеру 3007. Узел анализа 3009 затем анализирует профиль пятна луча юстировки линзы. Каждый из видов юстировок, описанных выше, может потребоваться для данной процедуры тестирования. В зависимости от конфигурации может потребоваться отвести в сторону или снять вакуумный захват 3012 во избежание контактирования и повреждения узла каретки.
В другом варианте изобретения узел опоры 3003 может включать множество опор 3047, множество вакуумных захватов 3050 и узел позиционирования платы основания (не показан). Опоры 3047 могут быть подвижными относительно узла колонны 3001, и может иметься либо один узел позиционирования платы основания (не показан) для каждой опоры 3047, либо один узел позиционирования платы основания (не показан), который позиционирует только ту опору 3047, которая в данный момент позиционирована относительно узла колонны 3001. Кроме того, может иметься один источник энергии излучения 3054 и набор исполнительных механизмов 3055, 3056, 3057, 3058, независимо от числа опор 3047, причем с каждой опорой 3047 связано соответствующее зеркало 3047.
Согласно данному варианту выполнения, может иметься второй узел колонны, идентичный первому узлу колонны 3001, описанному выше. Кроме того, может иметься второй узел захвата 3002, связанный с вторым узлом колонны 3001, как описано выше. Второй узел захвата 3002 может не содержать вакуумного захвата 3012.
Первый узел колонны 3001 и первый узел захвата 3002 работают как описано выше в предыдущем варианте. После закрепления линзы исполнительного механизма на узле каретки с помощью закрепляющего агента опора 3047, содержащая узел платы основания, перемещается под вторым узлом колонны 3001 и вторым узлом захвата 3002. И вновь, луч юстировки линзы проецируется узлом оптического модуля по тому же самому пути во втором узле колонны 3001 и втором узле захвата 3002, как описано для первого узла колонны 3001 и первого узла захвата 3002. Узел анализа 300, связанный с вторым узлом колонны 3001, анализирует профиль пятна луча юстировки линзы после того, как линза исполнительного механизма закреплена на узле платы основания. Специалистам в данной области техники должно быть ясно, что вакуумный захват 3012 может быть выполнен съемным или отводимым в сторону, первый узел колонны 3001 и первый узел захвата 3002 могут функционировать соответственно как второй узел колонны 3001 и второй узел захвата 3002.
Оптомеханический загрузчик
Этап 3329 (фиг. 61А) обсуждается со ссылками на фиг.63 и 68. На фиг.68 представлено рабочее место 2300 юстировки следящей системы. Этап 3329 обеспечивает позиционирование детекторов 2145, 2147 следящей системы и введение DFTR-призмы 2150 в узел головки 2100. Первоначально узел головки 2100 прикреплен к плате основания 2310, которая закреплена на стенде 2305. DFTR-призма 2150 введена в ее основание 2148 и затем основание поднято так, что призма 2150 контактирует с узлом головки 2100. Детекторы 2145, 2147 следящей системы зажаты в соответствующей фиксирующей оснастке (не показана), которая предусматривает штифты для обеспечения электрических контактов с выходными выводами детекторов 2145, 2147. Выполняются другие электрические соединения и подключение питания, и включается лазер 2116. В процессе контролирования выходных сигналов детекторов 2145, 2147 следящей системы детекторы центрируются по отношению к лучам с DFTR-призмы 2150, причем DFTR-призма поворачивается до тех пор, пока выходные сигналы не будут сбалансированы, а перекрестные помехи минимизированы. DFTR-призма 2150 затем фиксируется в месте установки с помощью адгезива с отверждением под действием ультрафиолетового излучения или иного соответствующего закрепляющего агента, и основание 2148 удаляется. Детекторы 2145, 2147 следящей системы также фиксируются по положению в данный момент времени. В процессе выравнивания выходные сигналы детекторов следящей системы анализируются компьютером (не показан), и определяются некоторые электрические характеристики системы, например разбаланс каналов следящей системы, смещение фокусировки, смещение трекинга, амплитуда тренинга, амплитуды между максимумами, темновые токи для каждого из детекторов. Кроме того, определяются эффекты рассеянного светового излучения и перекрестные помехи между каналами следящей системы. Определение этих характеристик осуществляется для того, чтобы гарантировать, что блок имеет рабочие характеристики в соответствии с техническими требованиями.
Согласно фиг. 61, 80 и 81, этап 3328 (фиг.61С) выполняется на рабочем месте, аналогичном рабочему месту 2300 юстировки следящей системы. Плата основания 2310 и прикрепляемый узел головки 2100 устанавливаются на платформе. Вновь осуществляются необходимые электрические соединения. Позиционно-чувствительный датчик 2275 захватывается манипулятором (не показан) и перемещается по одной оси для минимизации ошибки позиционно-чувствительного датчика. После достижения требуемого положения датчик 2275 фиксируется в месте установки с использованием клея, отверждаемого под действием ультрафиолетового излучения или иного подходящего закрепляющего агента, и манипулятор отпускается. Блок контроля мощности (не показан) размещается над линзой объектива 2250. Кривая калибровки мощности строится при управлении компьютером (не показан), который выполняет регистрацию данных согласно соответствующим программам.
Этап 3330 (фиг.61А) выполняется после этапа 3329 на рабочем месте 2350. Плата основания 2310 закрепляется на поворотной платформе 2355 рабочего места 2350, и осуществляются электрические соединения с платой основания, электрическими схемными платами 2365, 2370 и с анализирующим компьютером (не показан), который осуществляет соответствующую программу анализа. Платформа 2350 является полностью поворотной относительно оси, показанной пунктирной линией 2360. Определяются динамические характеристики каретки, включая константы привода трекинга платы основания, привода фокусировки и привода грубого позиционирования. Более конкретно, оценивается чувствительность каждого привода к токам возбуждения. Для каждого из этих приводов определяются передаточные характеристики, например низкочастотные и высокочастотные передаточные характеристики фокусировки, низкочастотные и высокочастотные передаточные характеристики трекинга и передаточные характеристики привода грубого позиционирования. Чувствительность приводов определяется сначала путем осуществления измерений в горизонтальном положении (фиг.69) и затем вновь после того, как плата основания 2310 будет установлена в первое вертикальное положение (фиг.70). Для определения того, насколько большие токи возбуждения требуются для привода трекинга, чтобы удержать каретку на месте, последующий анализ проводится после поворота платы основания 2310 на 180 градусов и установки ее во второе вертикальное положение (не показано). Таким образом, эффекты гравитации учитываются при определении чувствительности привода трекинга в обоих направлениях перемещения каретки. Аналогично привод фокусировки оценивается путем получения результатов измерений в первом горизонтальном положении (фиг.69) и во втором горизонтальном положении (не показано) после поворота платы основания 2310 на 180 градусов.
Этап 3331 (фиг.61А) поясняется со ссылками на фиг.63 и 71-73. Сигнал ошибки фокусировки собранного узла головки 2100 (фиг.63) оценивается на рабочем месте 2400. В сборке рабочее место 2400 включает платформу 2405, размещенную на основании 2420, модуль исполнительного механизма 2430 и плату основания 2310 между ними. Плата основания 2310 имеет узел головки 2100, размещенный в ней. Модуль исполнительного механизма 2430 содержит оптический носитель информации 2425 (фиг.72), который имеет возможность перемещения по вертикали. Исполнительный механизм 2420 предварительно калибруется, так что ток возбуждения, требуемый для перемещения оптического носителя 2425 на определенное расстояние, известен. В процессе оценки исполнительный механизм 2420 и оптический носитель 2425 смещаются по вертикали микронными шагами и осуществляется считывание с носителя. При каждом смещении измеряется сигнал ошибки фокусировки, наносимый на график для получения S-кривой, которая должна соответствовать определенной форме, иначе блок отбраковывается. Оценки проводятся при управлении компьютером (не показан), который выполняет соответствующую программу.
Этап 3332 (фиг. 61А) поясняется со ссылками на фиг.62. Плата основания 2015 магнитной катушки помещается на платформу ручного пресса 2010 для штампования монтажных пистонов, и обмотка 2020 магнита устанавливается на плату основания 2015 обмотки магнита в надлежащем положении. Множество монтажных пистонов 2025, предпочтительно четыре, затем прессуются с помощью ручного пресса 2010 для закрепления платы основания 2015 и обмотки магнита 2020 в сборке.
На этапе 3333 (фиг.61В) монтируются пластиковый корпус (не показан) и узел загрузки кассеты 2280 (фиг.82). Эти детали сконструированы для совмещения одна с другой без специальной оснастки.
Этап 3334 (фиг.61В) поясняется со ссылками на фиг.63 и 74, где показано рабочее место 2500 позиционирования записи данных и плата основания 2310, закрепленная на платформе 2510. Осуществляются электрические соединения между платой основания, электронными схемами 2565 и компьютером 2590 для проведения анализа, который работает по соответствующей программе. В частности, детектор считывания 2140 (фиг.63) зажимается с помощью захвата, оснащенного подпружиненными штифтами для получения выходных сигналов детектора считывания. Оптический диск (не показан) затем помещается на плату основания. Сигналы с заголовка диска воспроизводятся на осциллографе (не показан) и оптимизируются путем ручного смещения детектора считывания 2140. После этого осуществляется запись дорожки с помощью данного блока и вновь воспроизведение. Положение детектора 2140 считывания вновь оптимизируется путем поворота вручную. Детектор считывания 2140 затем фиксируется в своем положении с использованием клея с отверждением под действием ультрафиолетового излучения или любого другого подходящего закрепляющего агента. Затем выполняется тестовая программа, включающая операции записи на диск при 2, 4 и 8 МГц для верификации наличия образцов записи в определенном местоположении на диске. Операции считывания и записи на этапе 3334 (фиг.61В) используют калибровочную информацию, определенную на этапе 3331.
Окончательная сборка
На этапе 3341 (фиг.61В) полностью скомпонованный оптомеханический узел помещается на шасси (не показано), и противоударные крепления 2760 (фиг.78) для закрепления платы основания 2310 к шасси отпускаются. Электронная схемная плата 2726 (фиг. 78) устанавливается наверху платы основания. Заказное программное обеспечение загружается в плату 2726 известным способом на этапе 3342. Затем с собранным блоком проводится тестирование основных функций. После этого на этапе 3343 осуществляется приработка при управлении от стандартного интерфейса SCSI. Затем блок подвергается дополнительному климатическому испытанию при дополнительной влажности и термическом циклировании в сушильном шкафу (не показано), при котором осуществляются операции считывания и записи в ключевых точках термического циклирования. После этого выполняется окончательное тестирование функций и блок упаковывается для отгрузки на этапе 3344 (фиг.61С).
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА НА ОПТИЧЕСКИХ ДИСКАХ | 1996 |
|
RU2181217C2 |
| ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА НАВЕДЕНИЯ И РЕГИСТРАЦИИ ЮСТИРОВОЧНОГО ИЗЛУЧЕНИЯ МНОГОКАНАЛЬНОГО ЛАЗЕРА | 2020 |
|
RU2748646C1 |
| УПРАВЛЕНИЕ СО СЛЕДЯЩЕЙ ОБРАТНОЙ СВЯЗЬЮ НА ОСНОВЕ ВЫДЕЛЕННОГО СКАНИРУЮЩЕГО СЛЕДЯЩЕГО ЛУЧА В СИСТЕМАХ ОТОБРАЖЕНИЯ СО СКАНИРУЮЩИМИ ЛУЧАМИ И СВЕТОИЗЛУЧАЮЩИМИ ЭКРАНАМИ | 2008 |
|
RU2425427C1 |
| СПОСОБ НАВЕДЕНИЯ ИЗЛУЧЕНИЯ МНОГОКАНАЛЬНОГО ЛАЗЕРА В ЗАДАННЫЕ ТОЧКИ МИШЕНИ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2601505C1 |
| ДЕТЕКТОР СКОРОСТИ И СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ | 2007 |
|
RU2457492C2 |
| УЗЕЛ ОБЪЕКТИВА, КАМЕРА И ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2020 |
|
RU2790958C1 |
| УСТРОЙСТВО ДЛЯ ЗАДАНИЯ СВЕТОВОЙ ПЛОСКОСТИ И УЗЕЛ РАЗВЕРТКИ ЛАЗЕРНОГО ПУЧКА СВЕТА В ПЛОСКОСТЬ | 1995 |
|
RU2089853C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| ТЕПЛОВИЗИОННЫЙ ПРИЦЕЛЬНЫЙ КОМПЛЕКС И УЗЕЛ ФОКУСИРОВКИ ТЕПЛОВИЗИОННОГО ПРИЦЕЛЬНОГО КОМПЛЕКСА | 2014 |
|
RU2564625C1 |
| СПОСОБ ПОСЛОЙНОГО СИНТЕЗА ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2186681C2 |
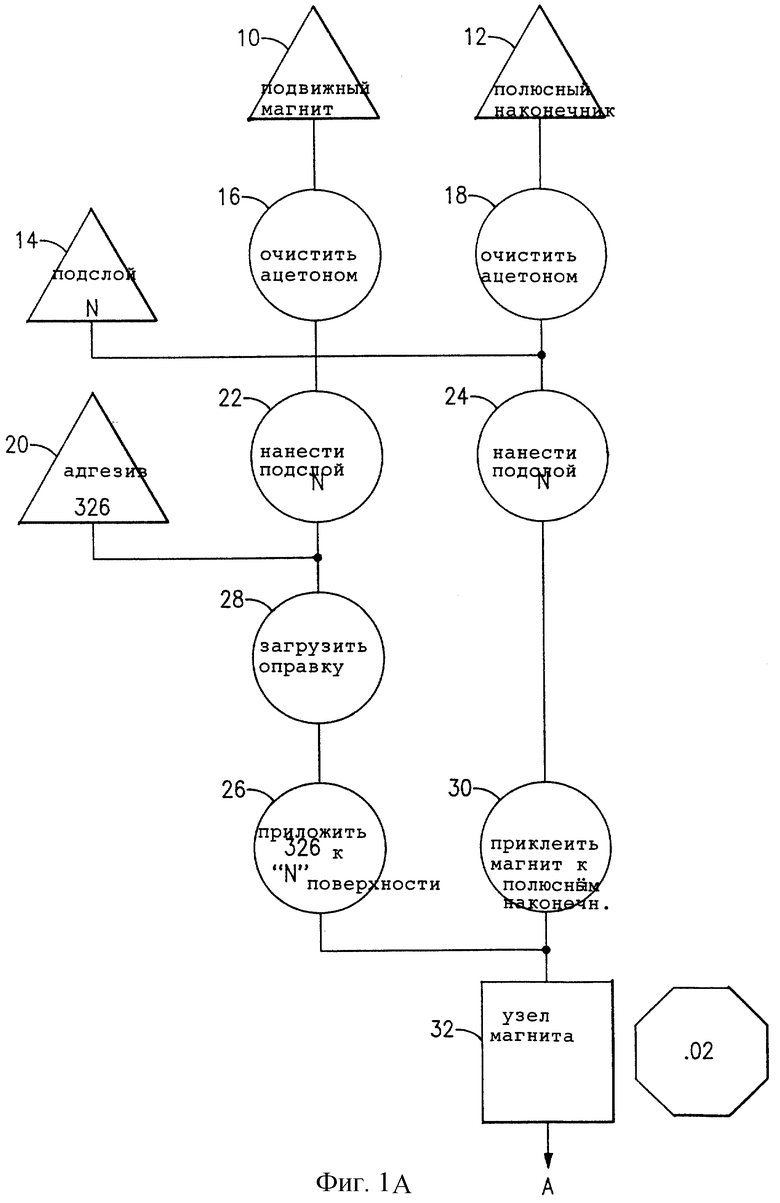
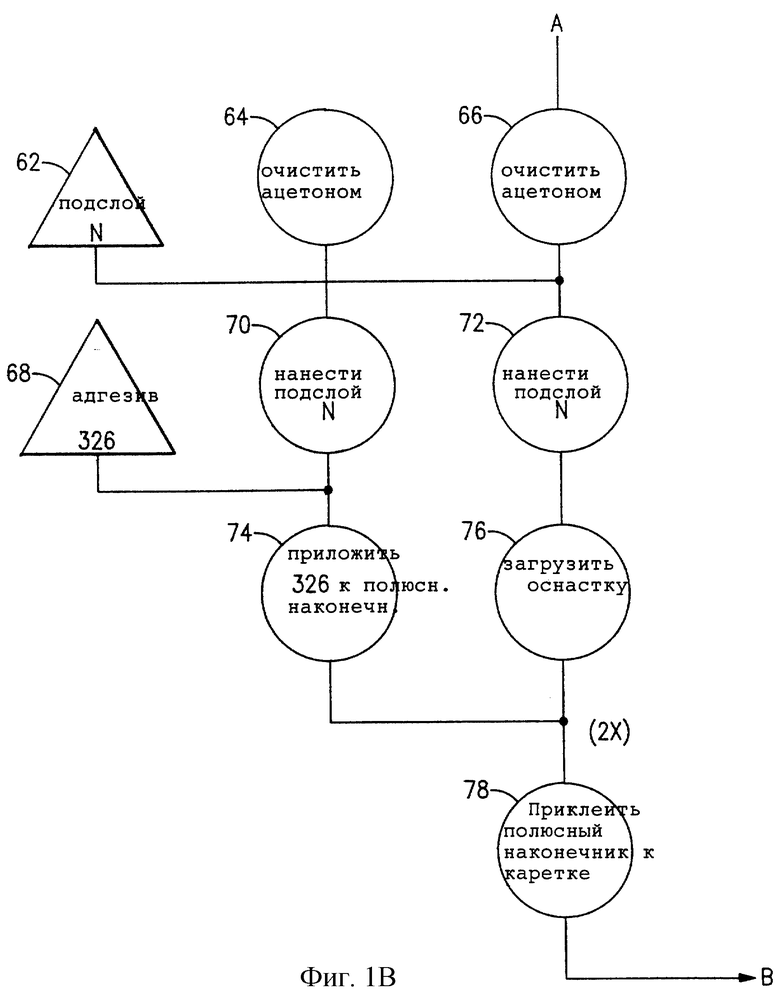
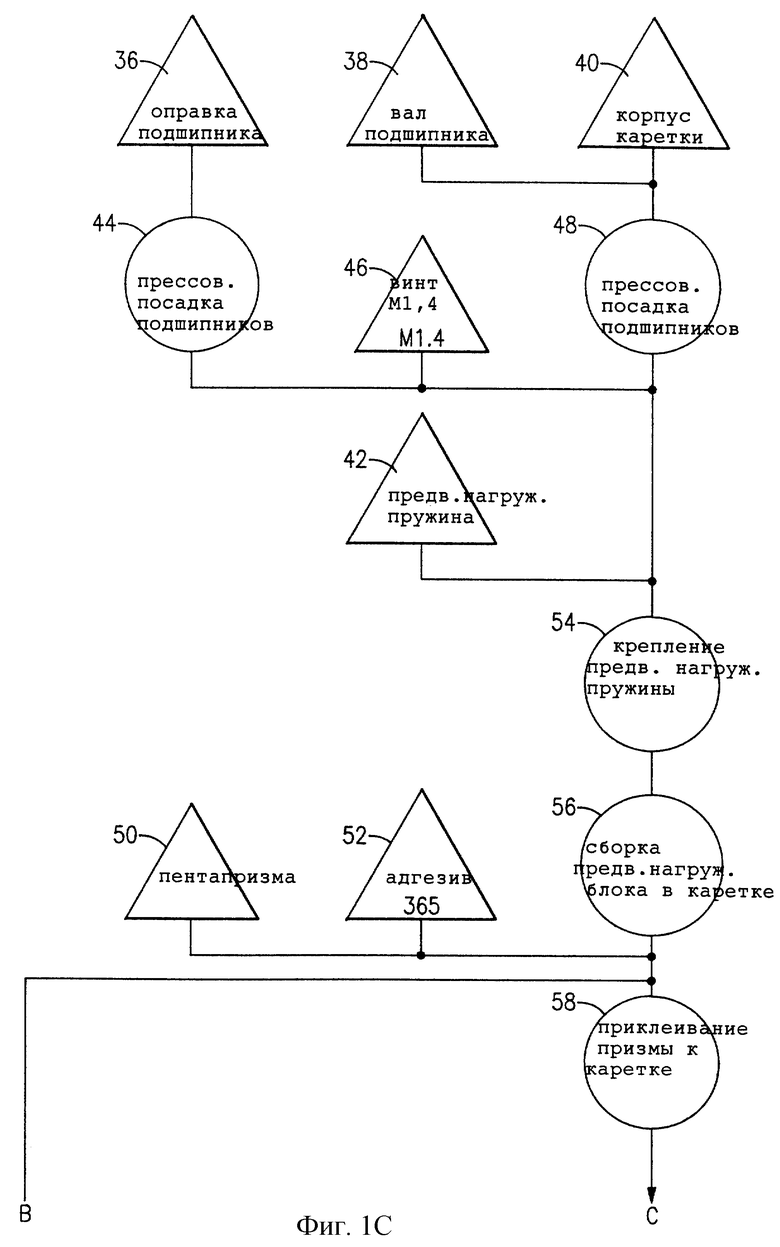
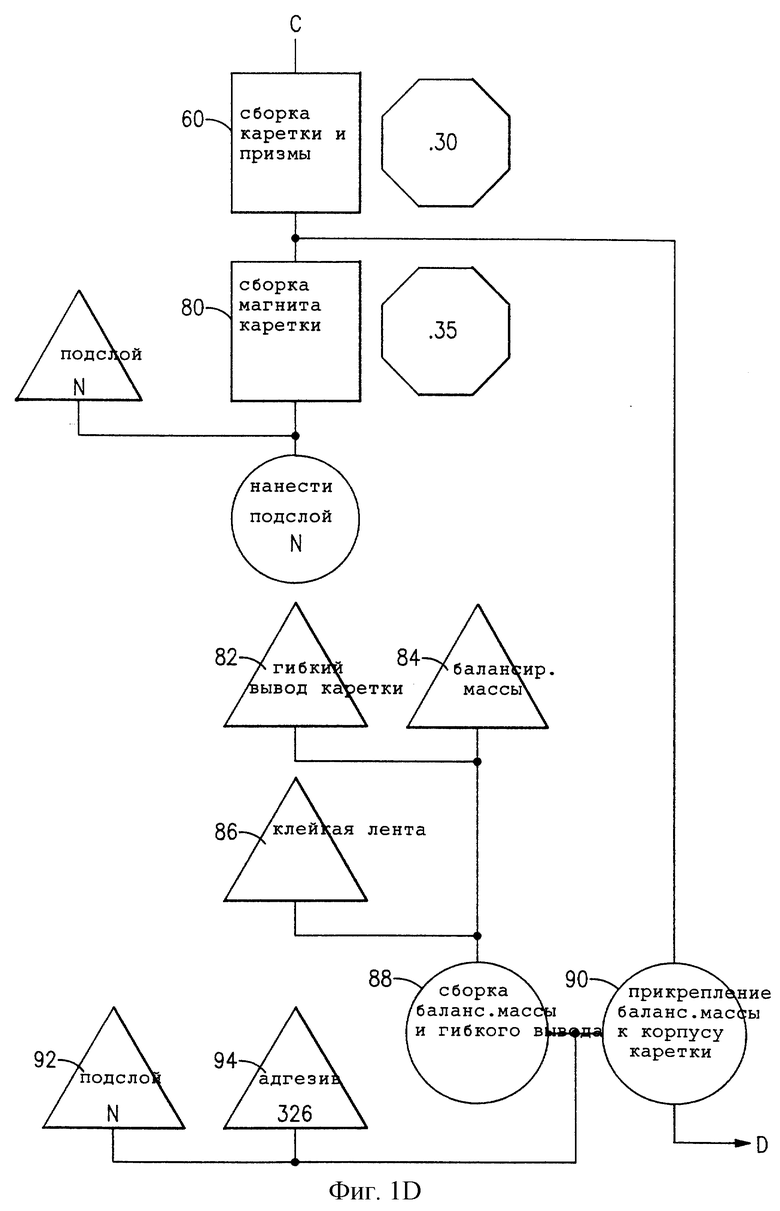
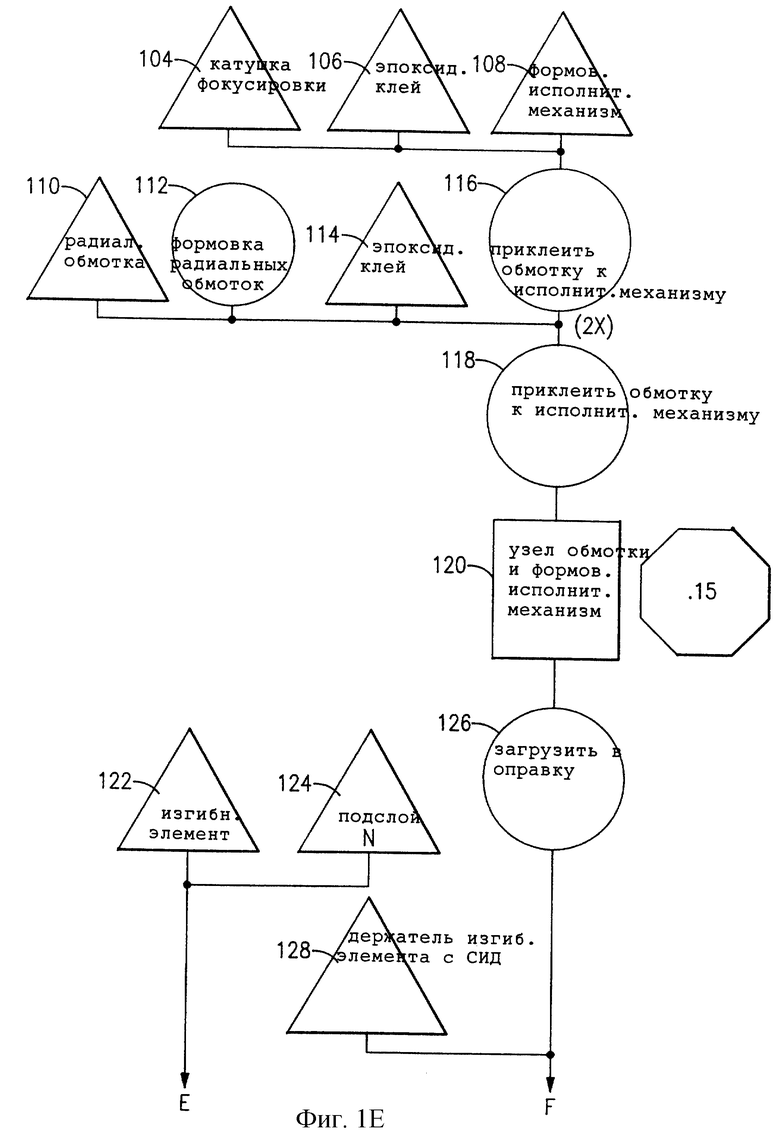
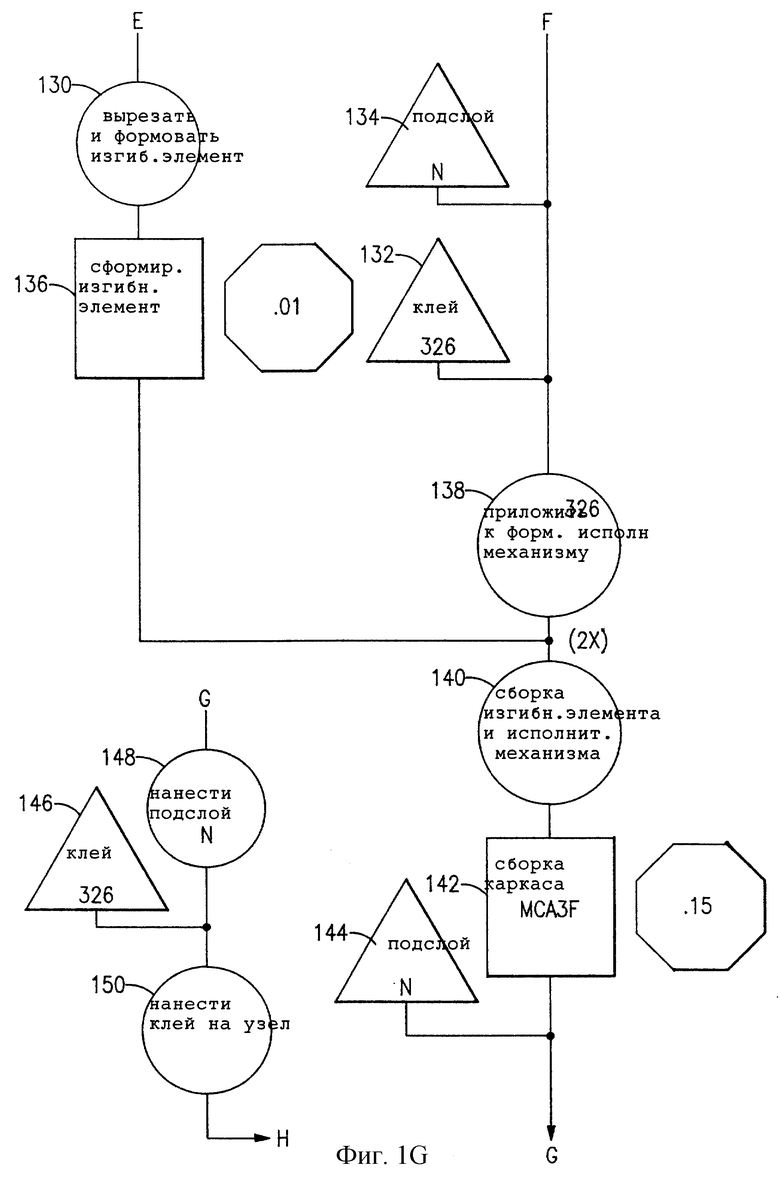
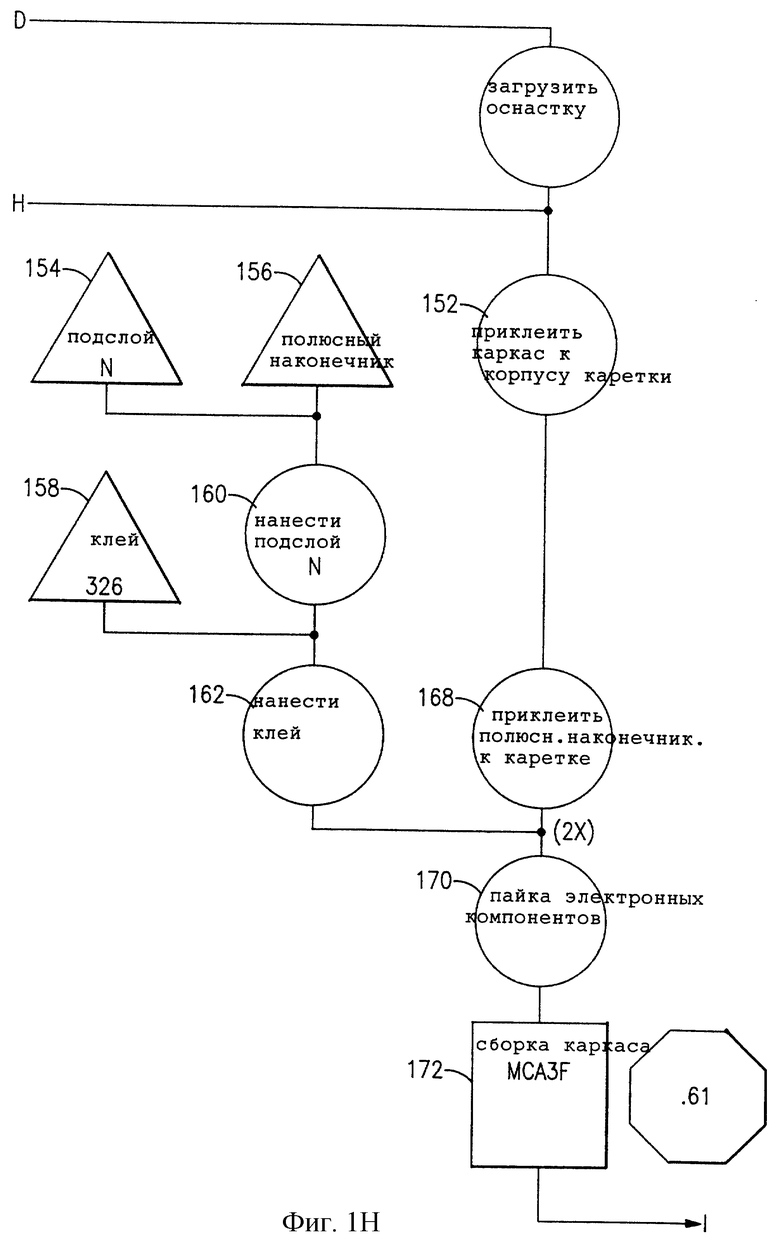
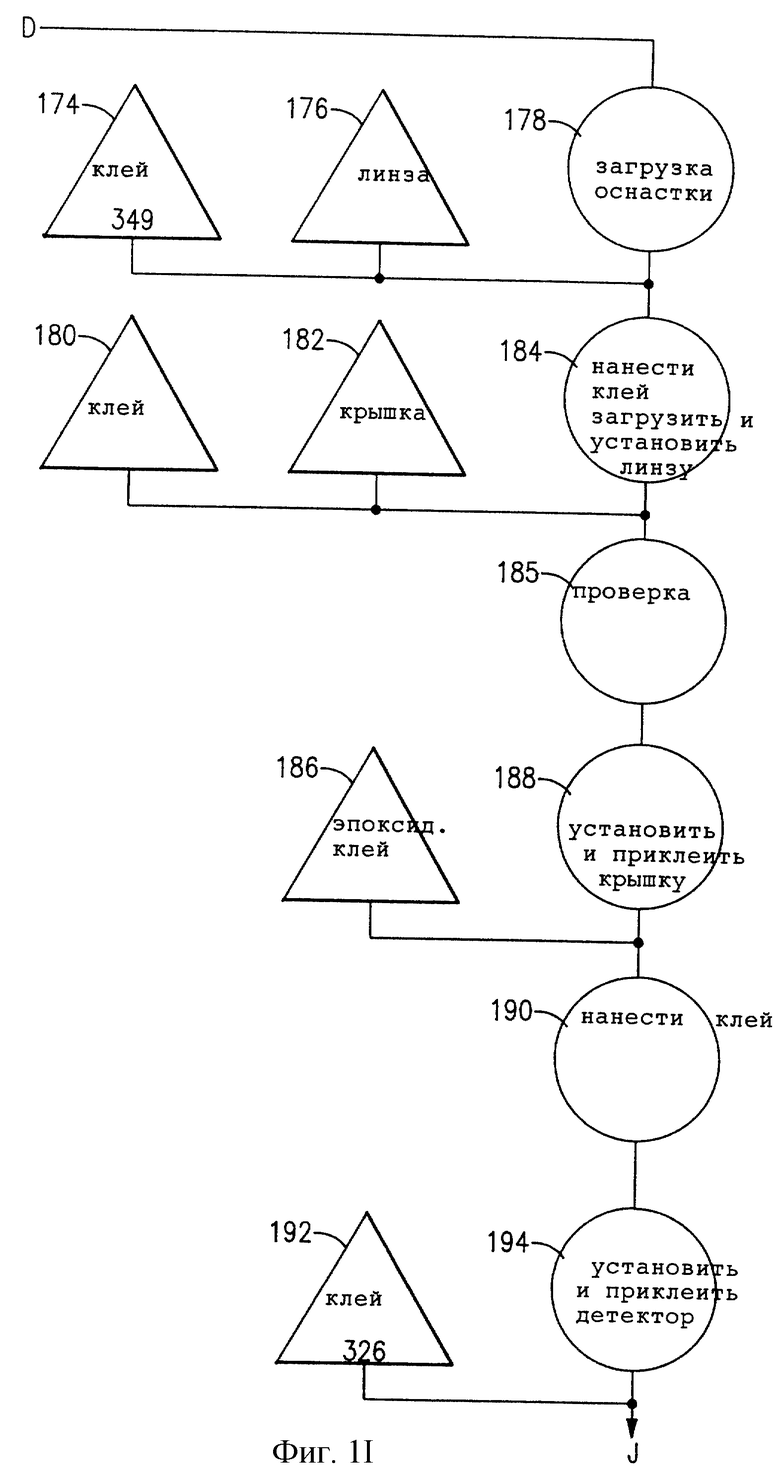
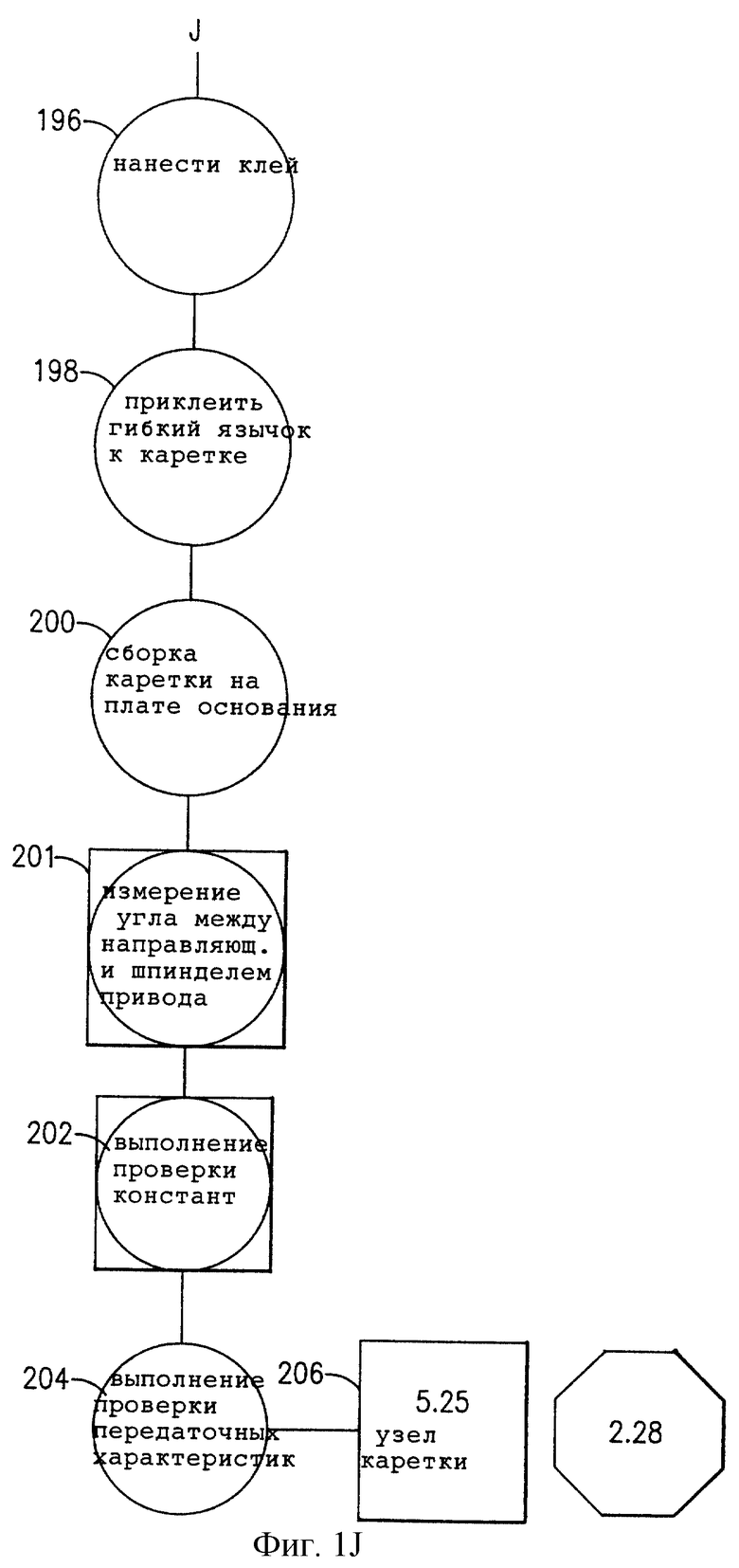
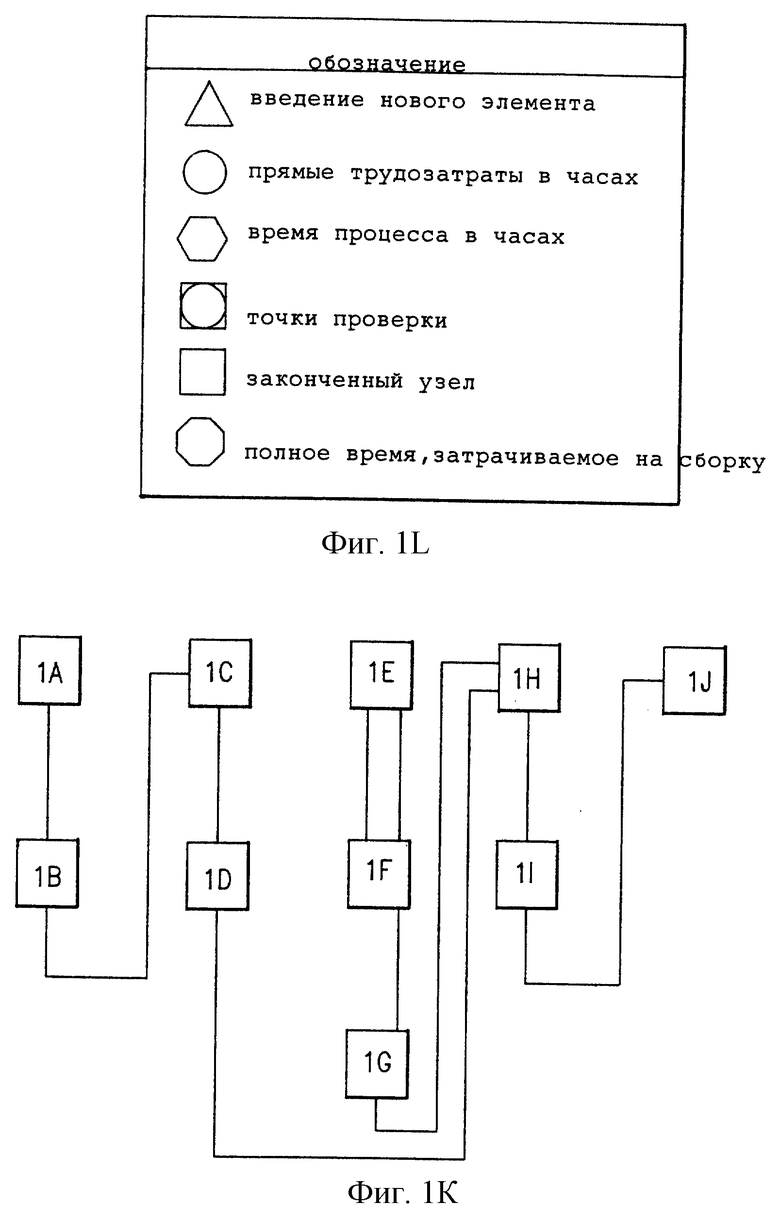
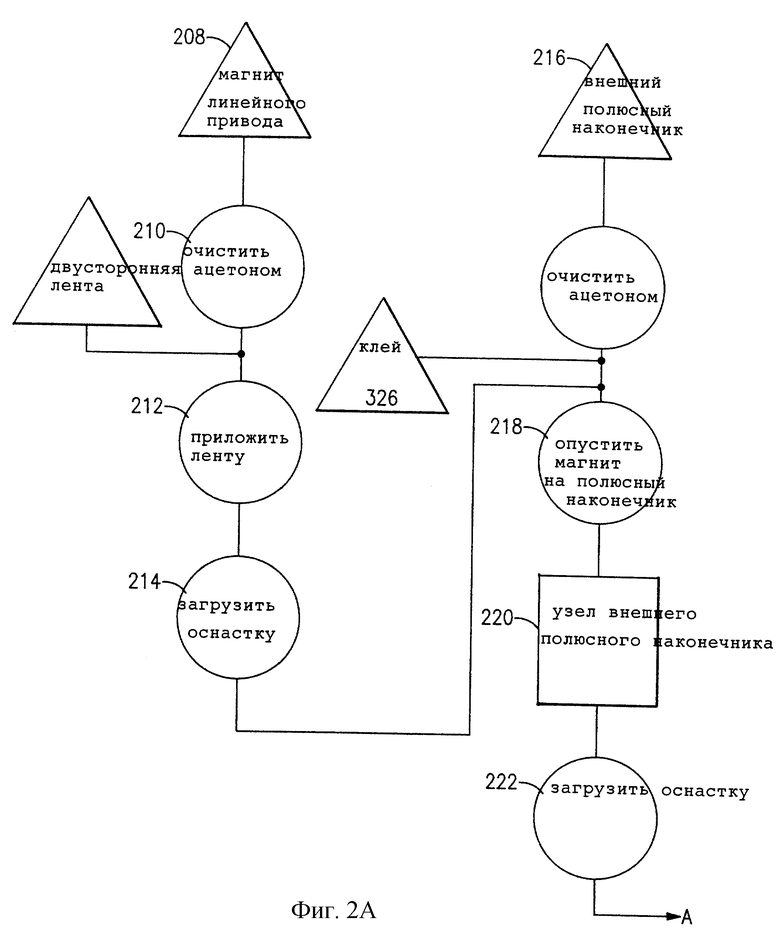
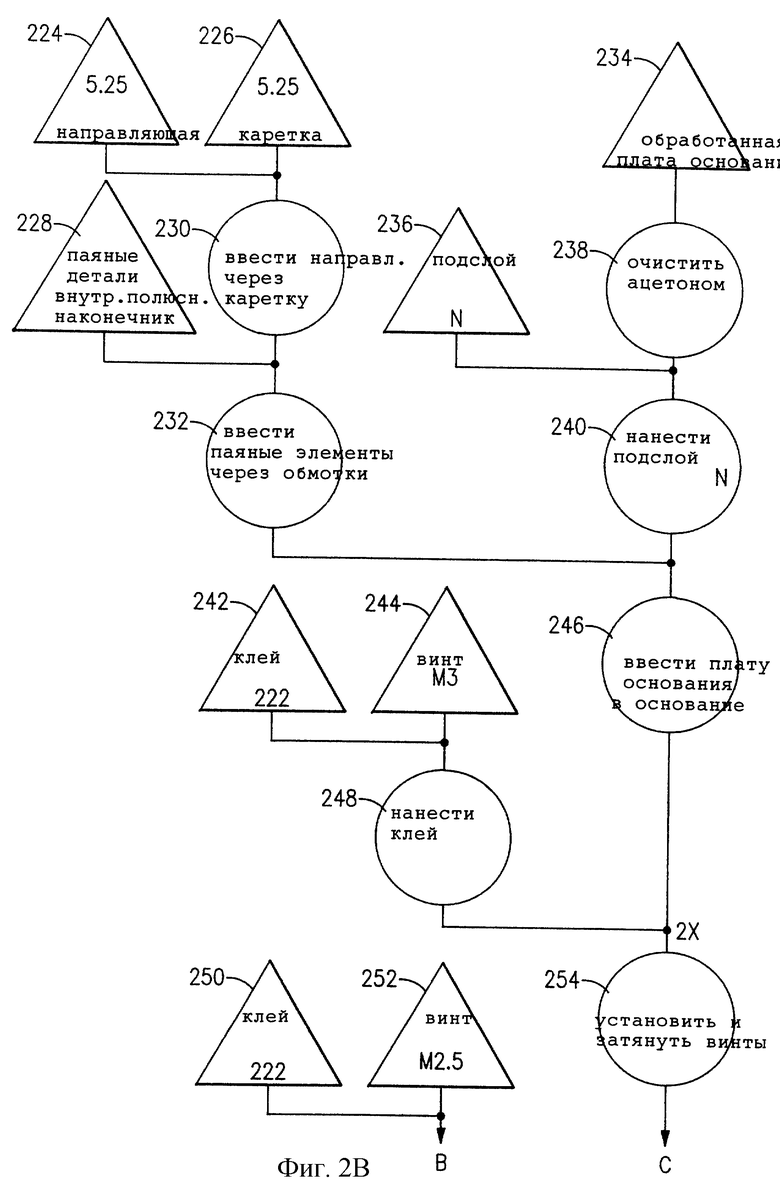
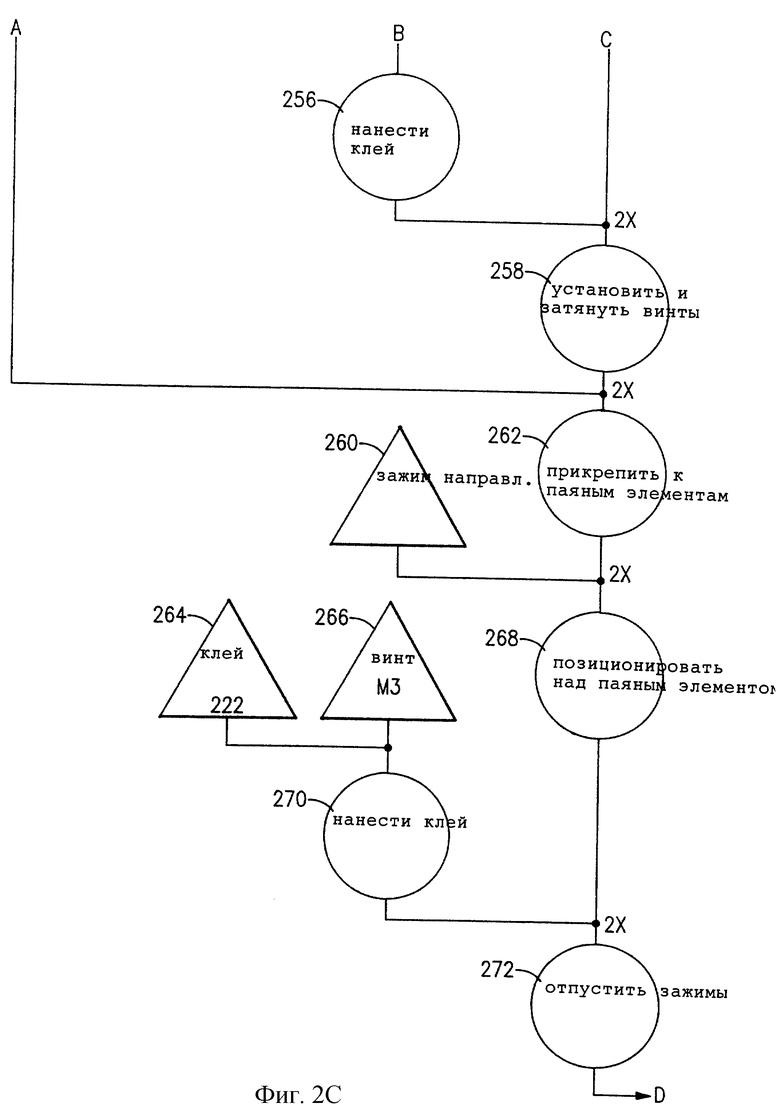
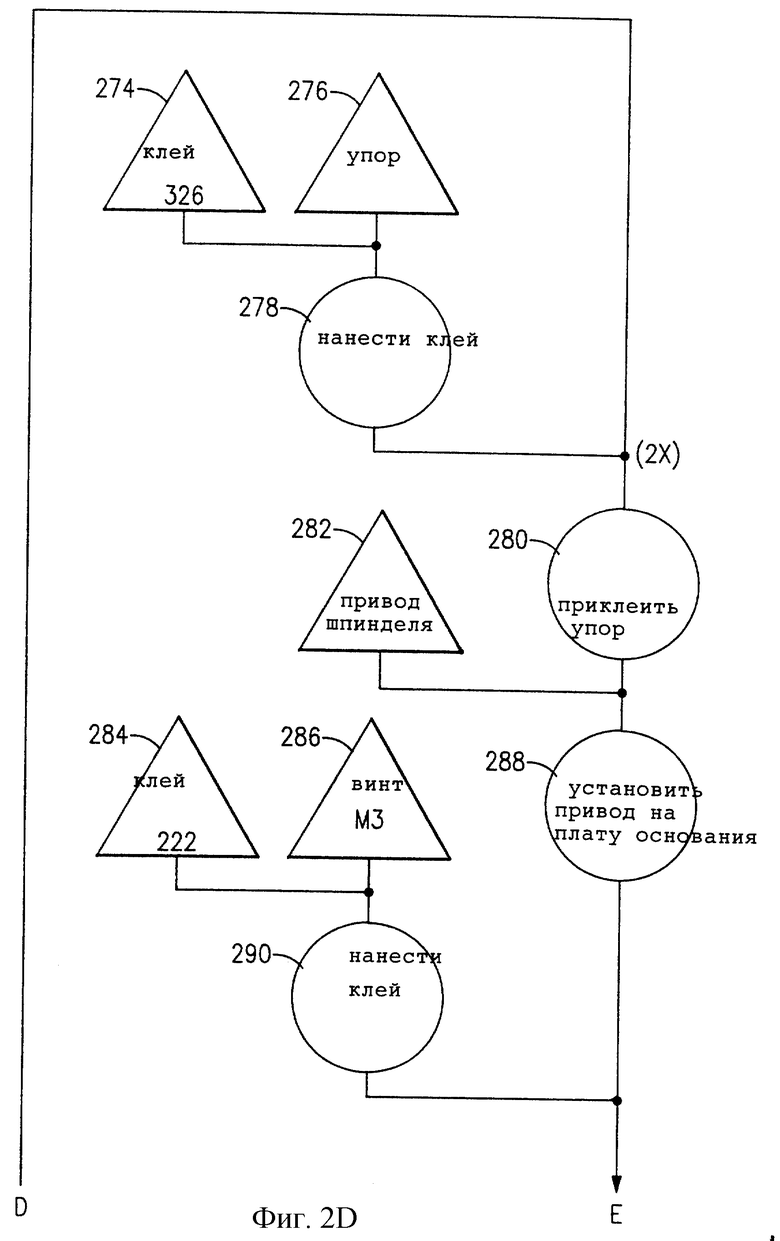
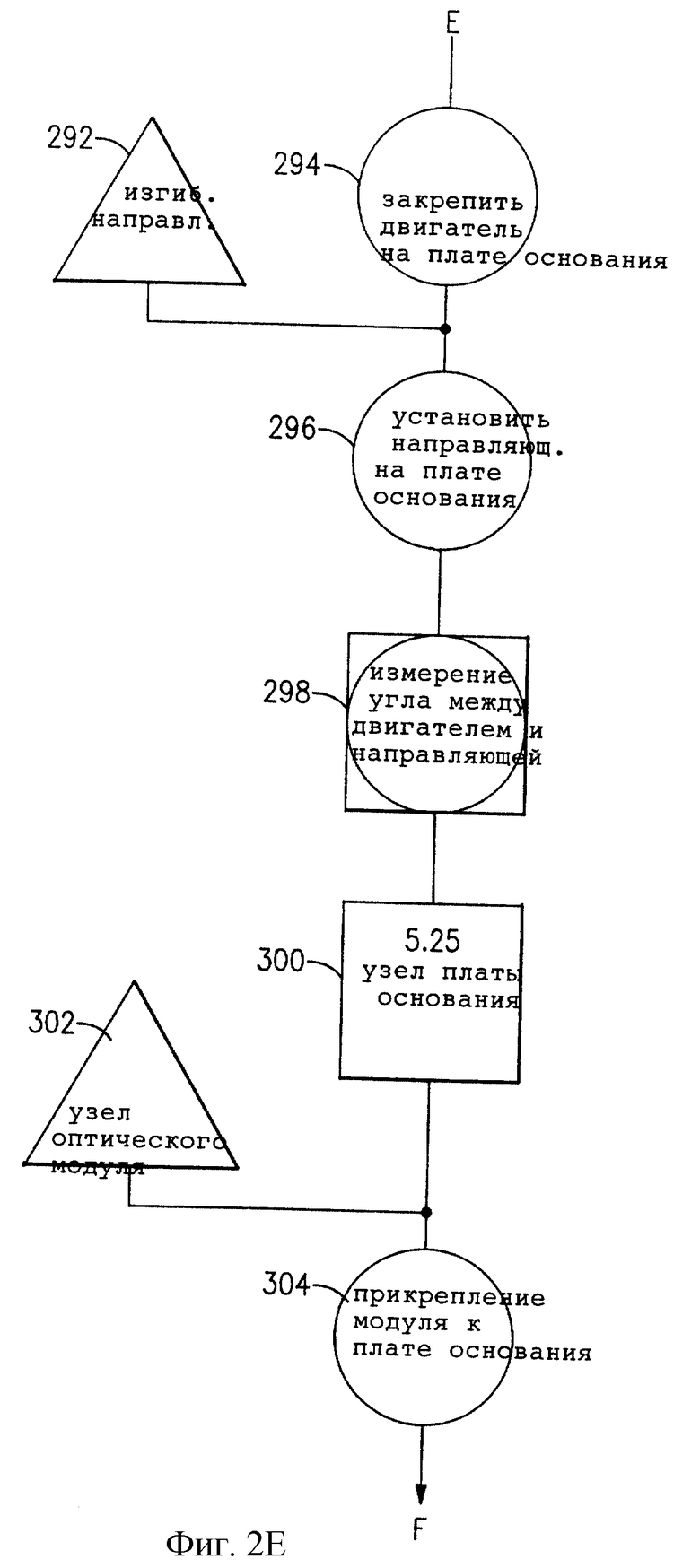
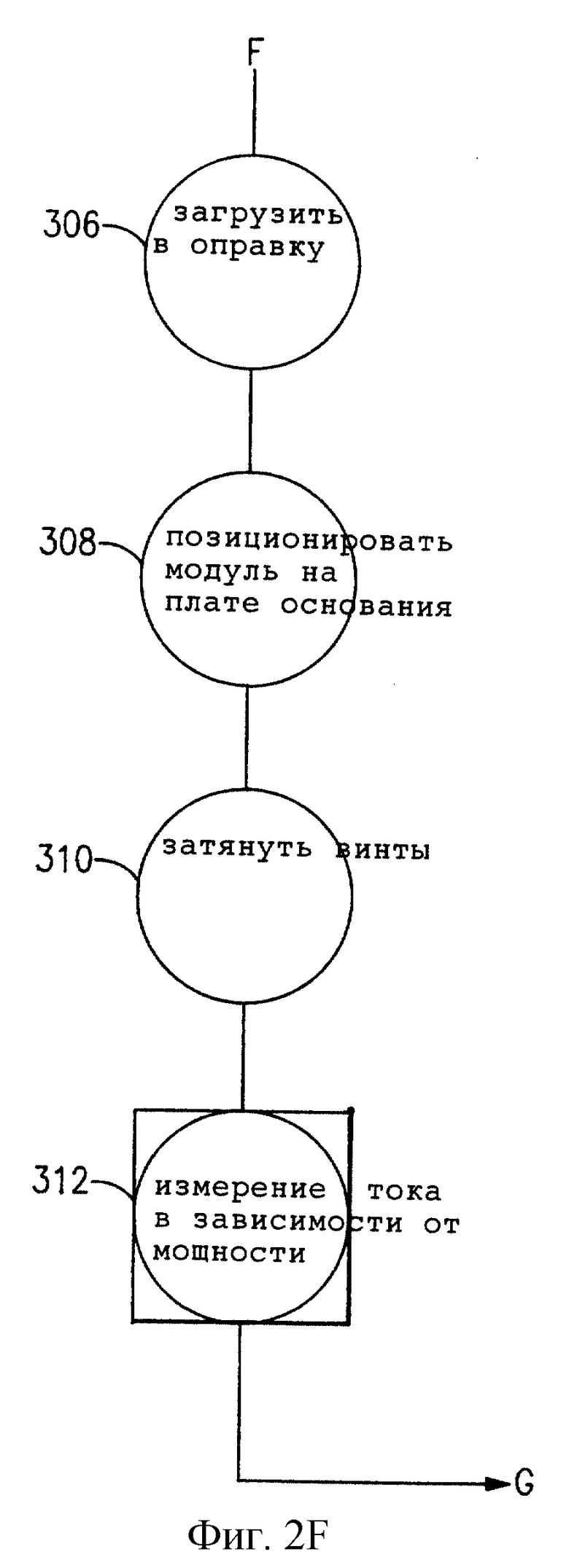
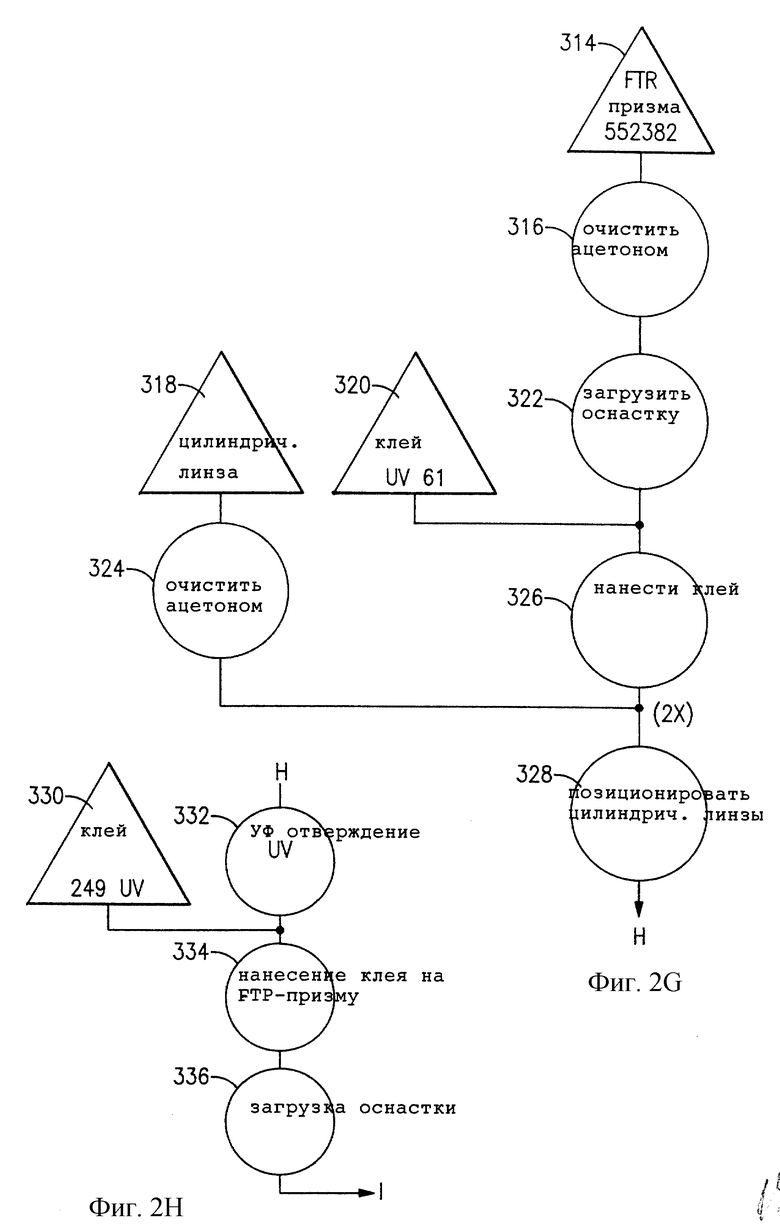
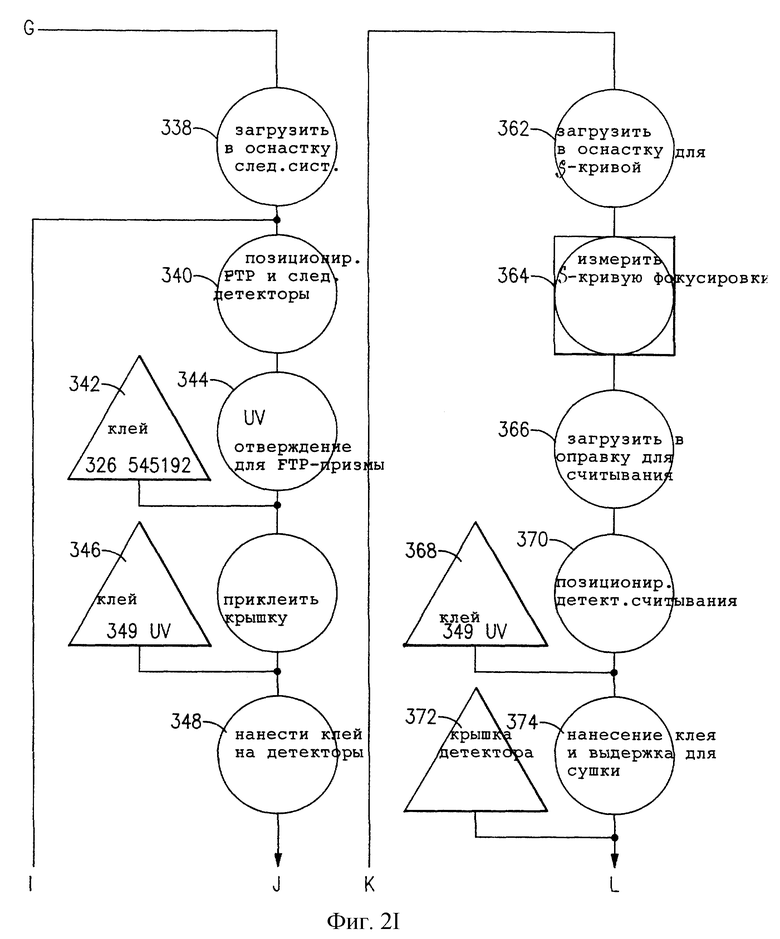
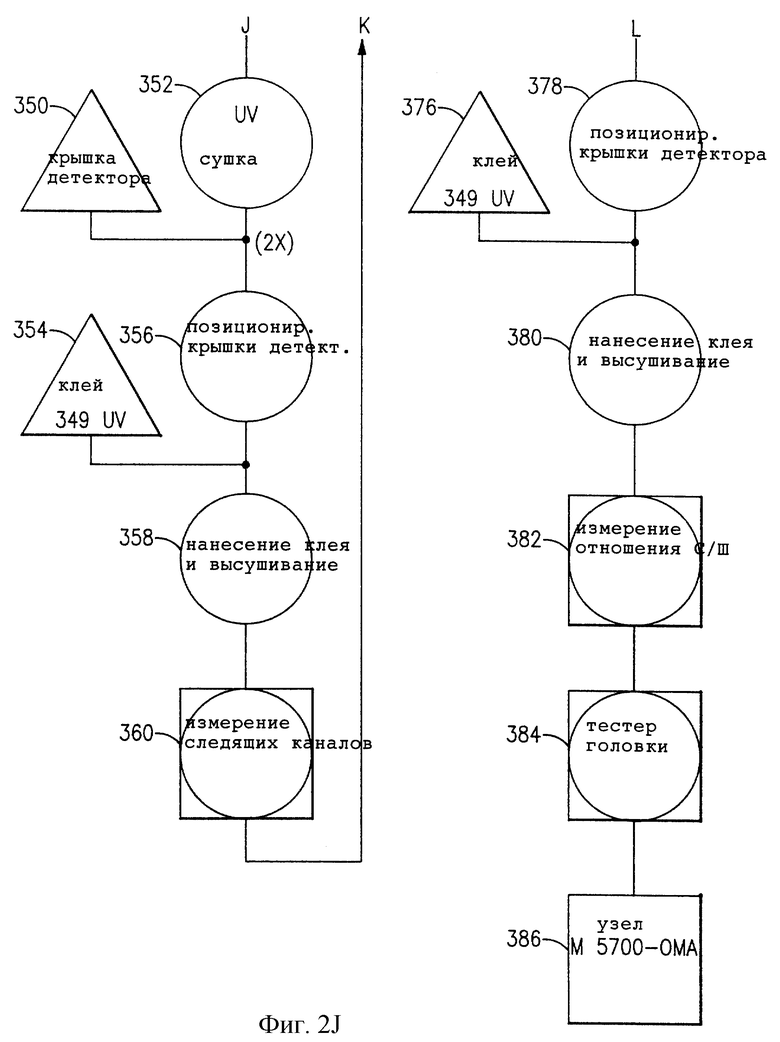
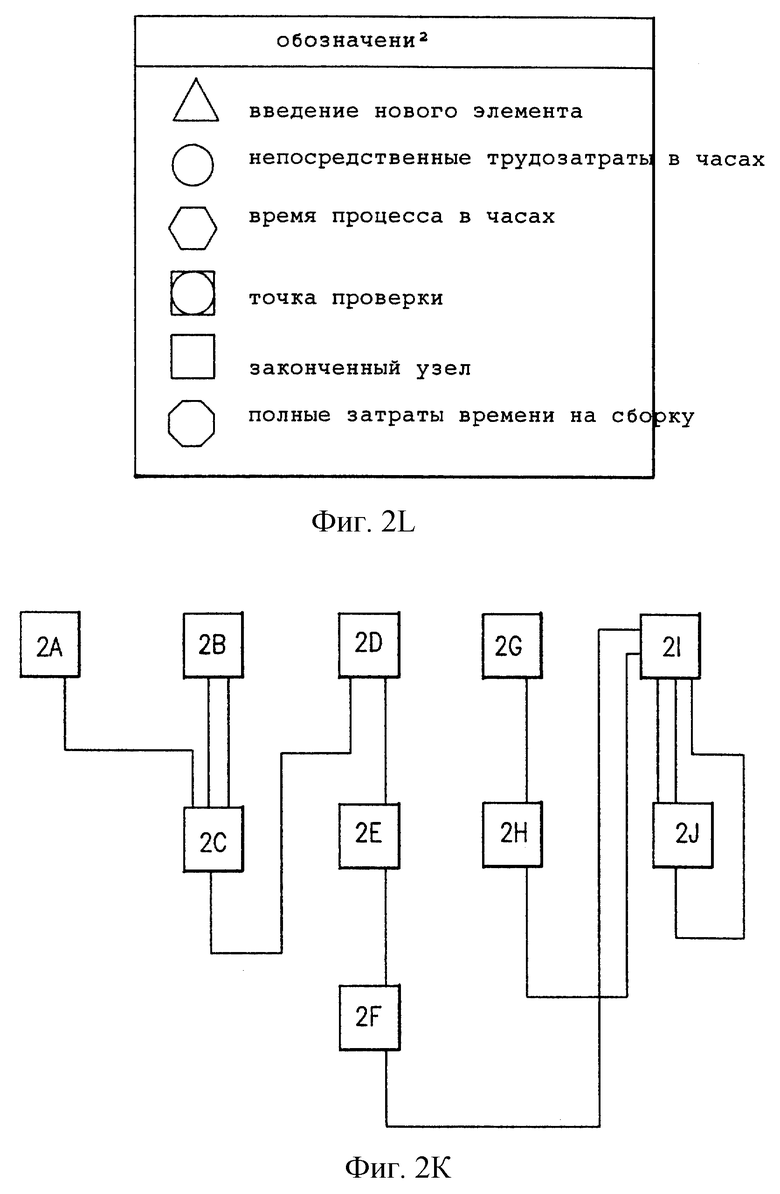
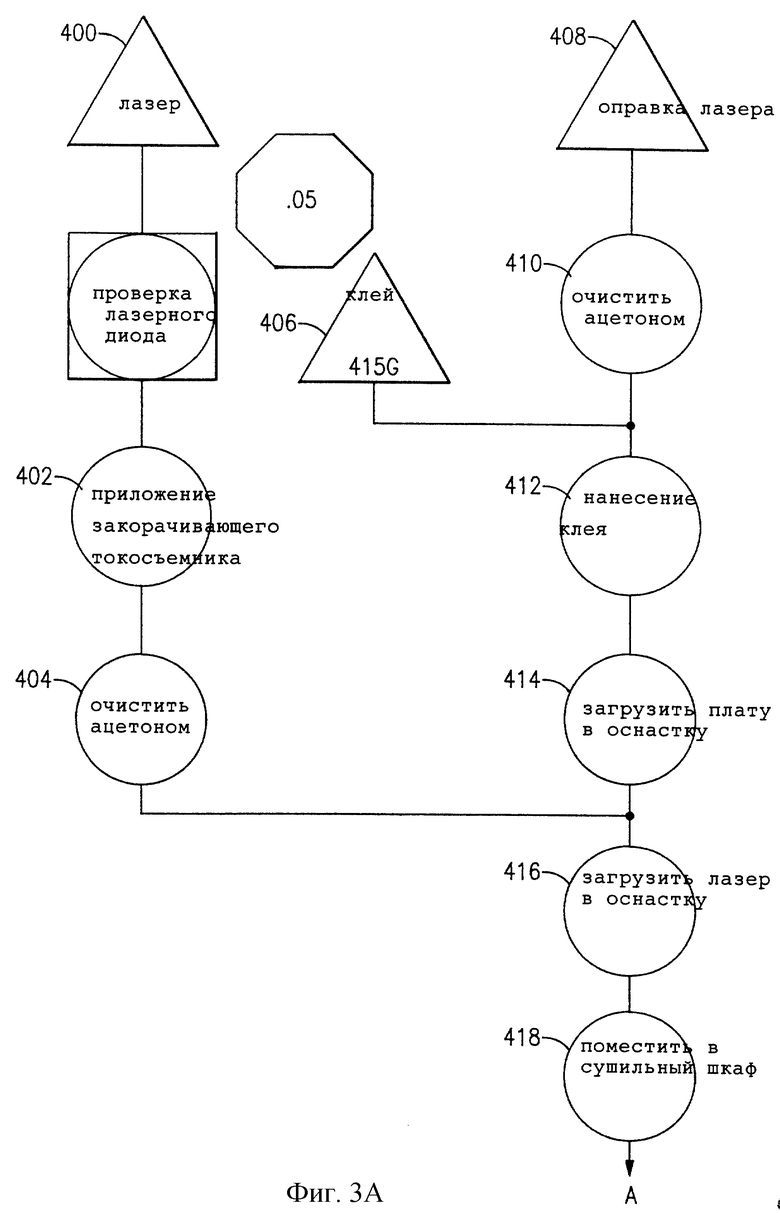
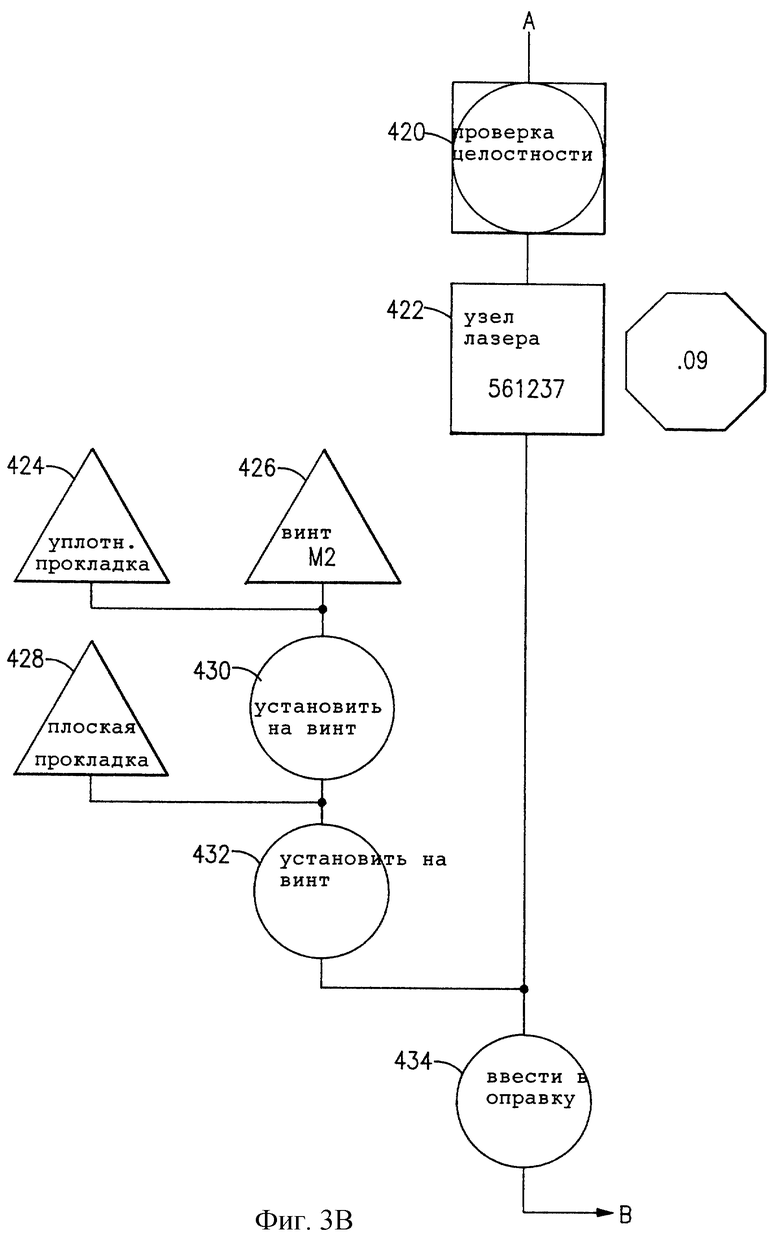
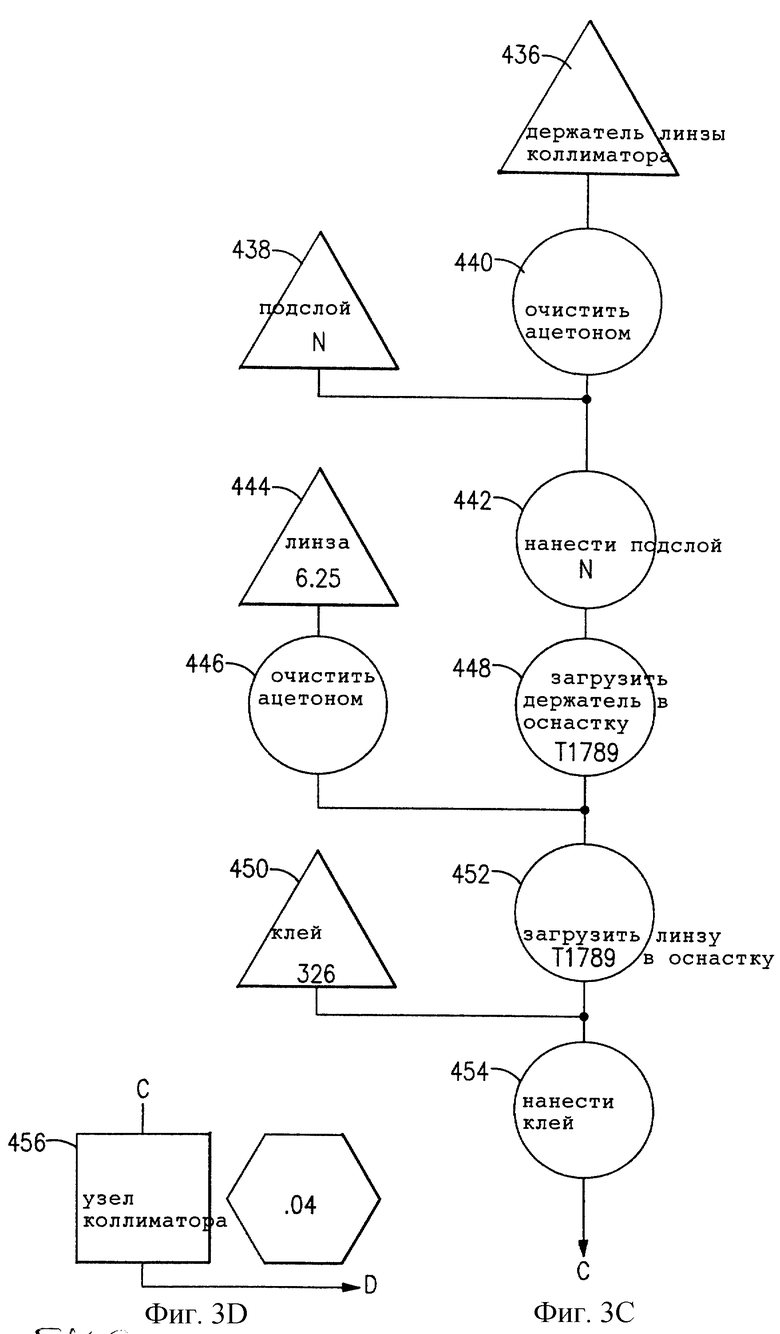
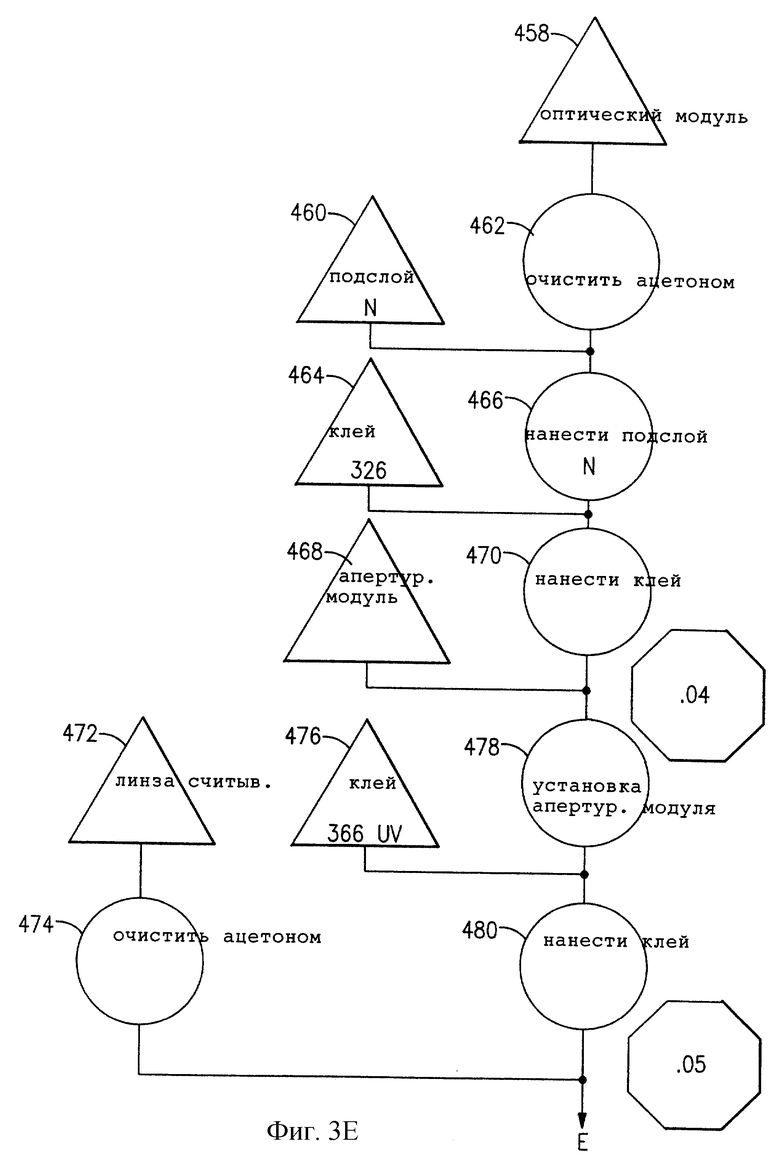
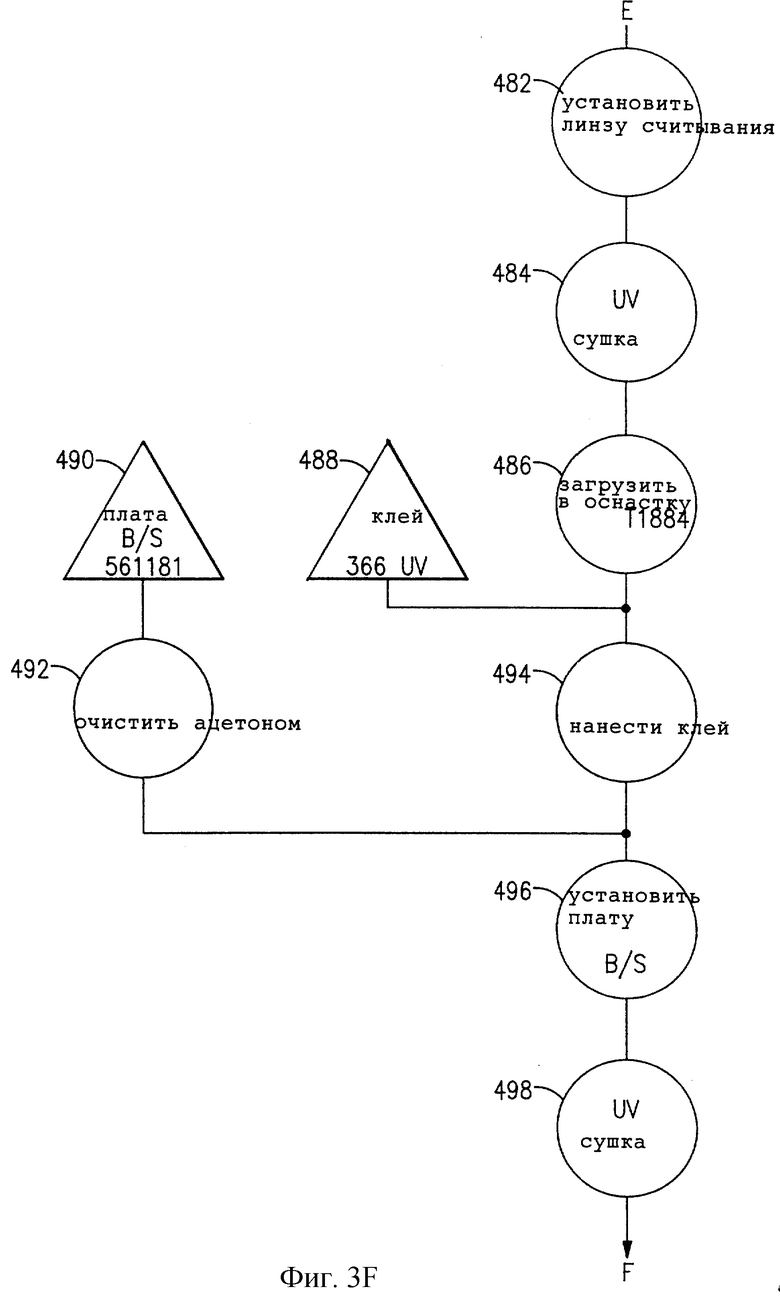
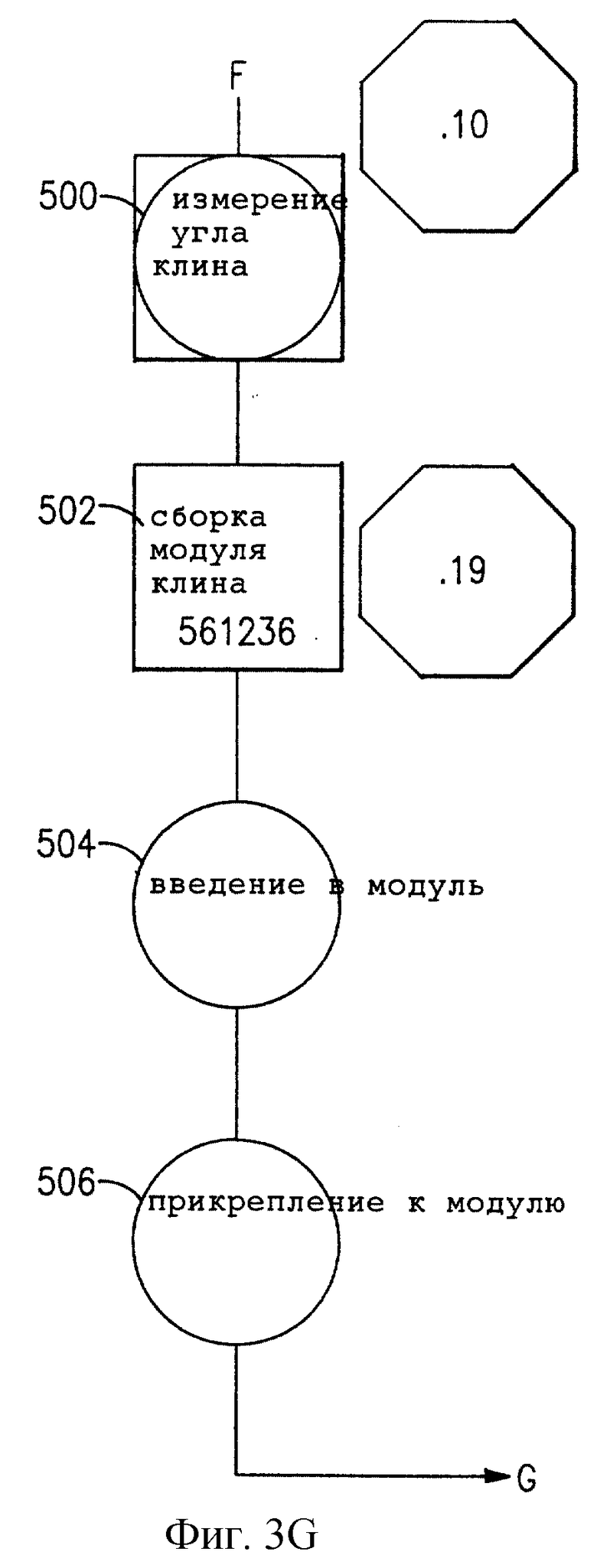
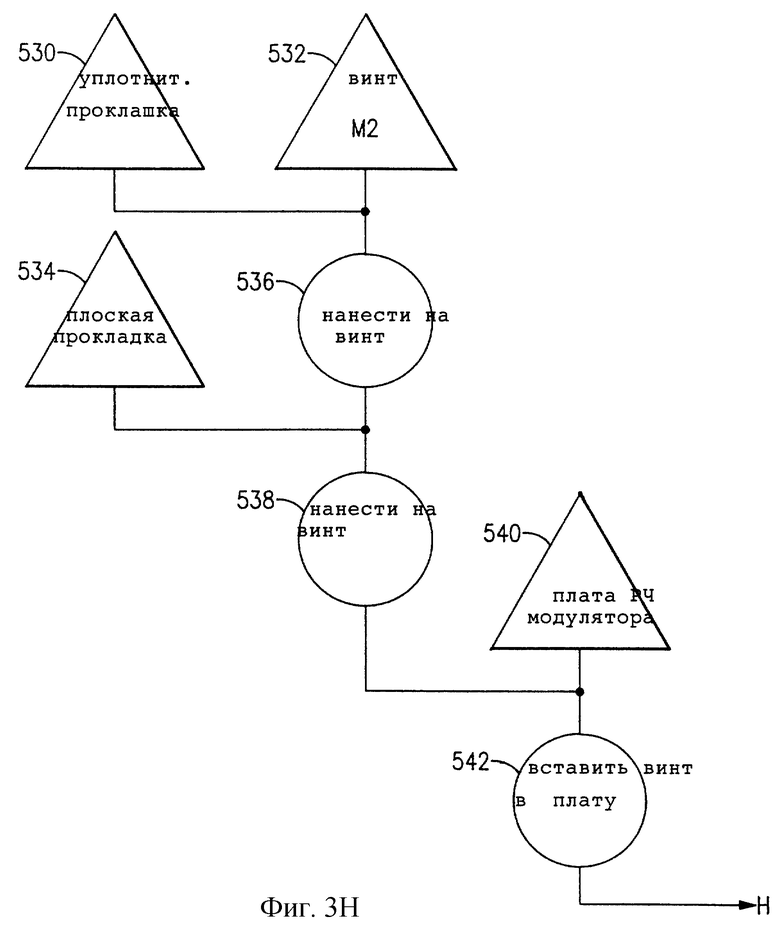
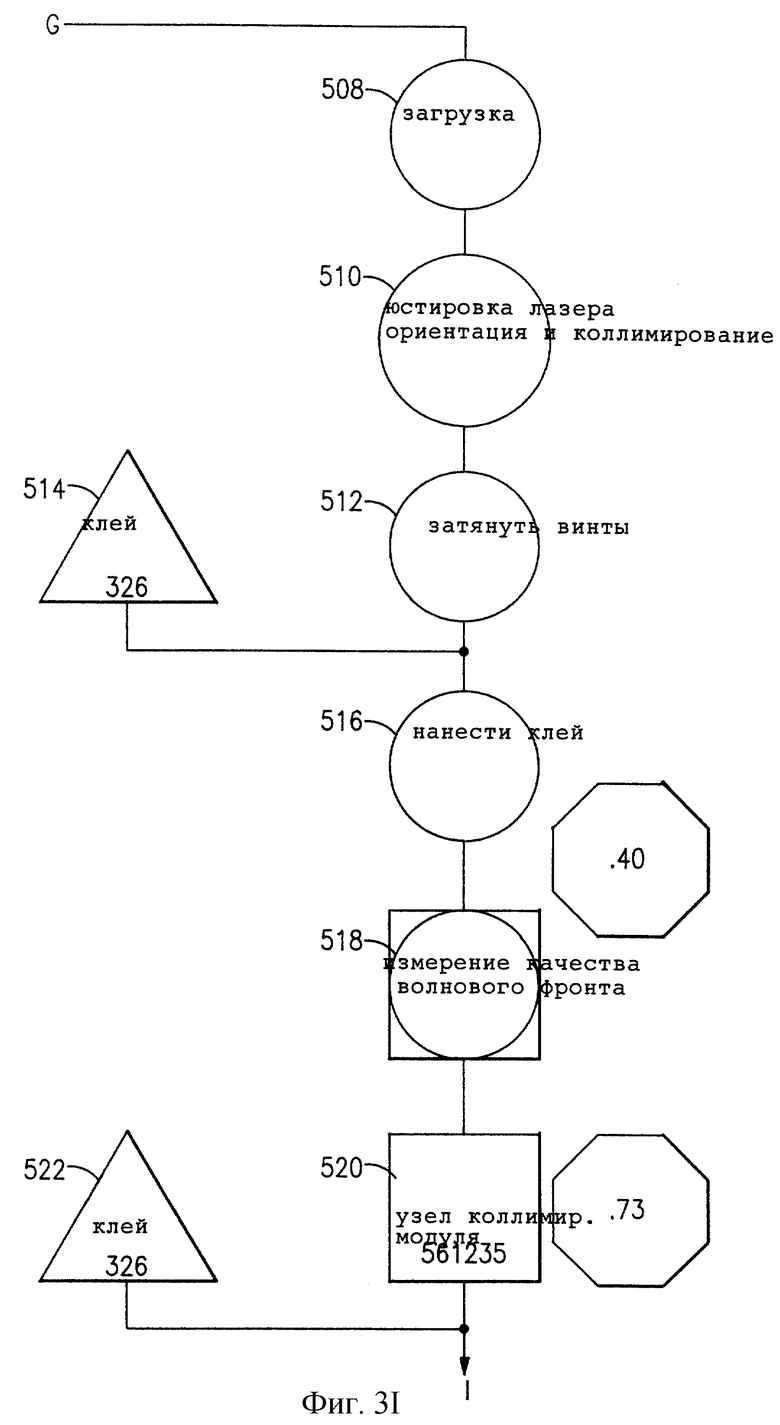
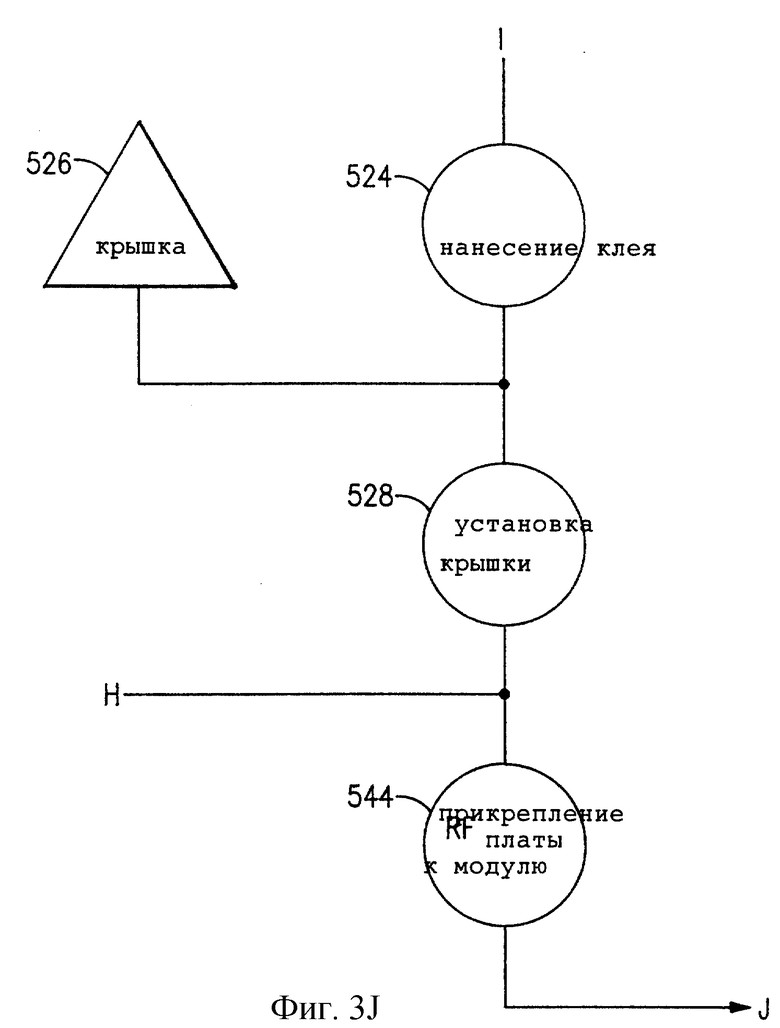
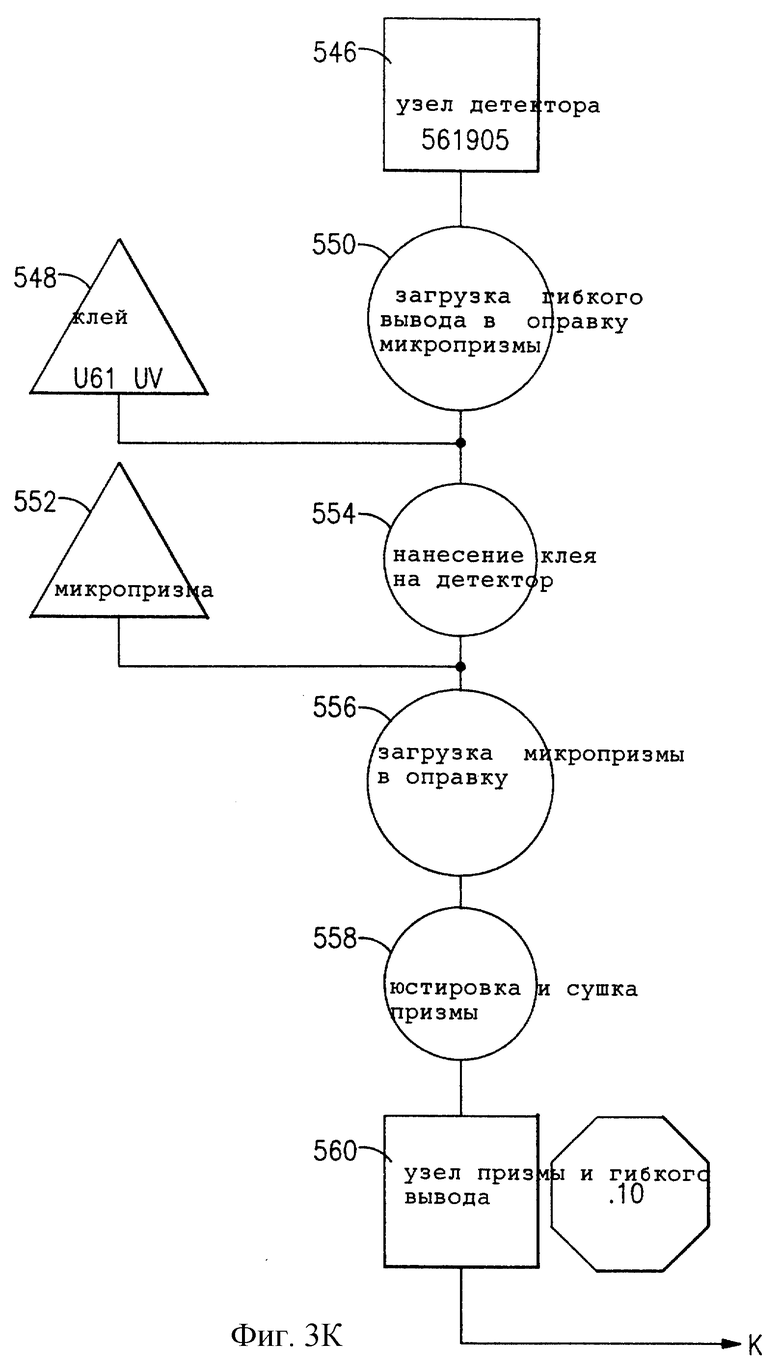
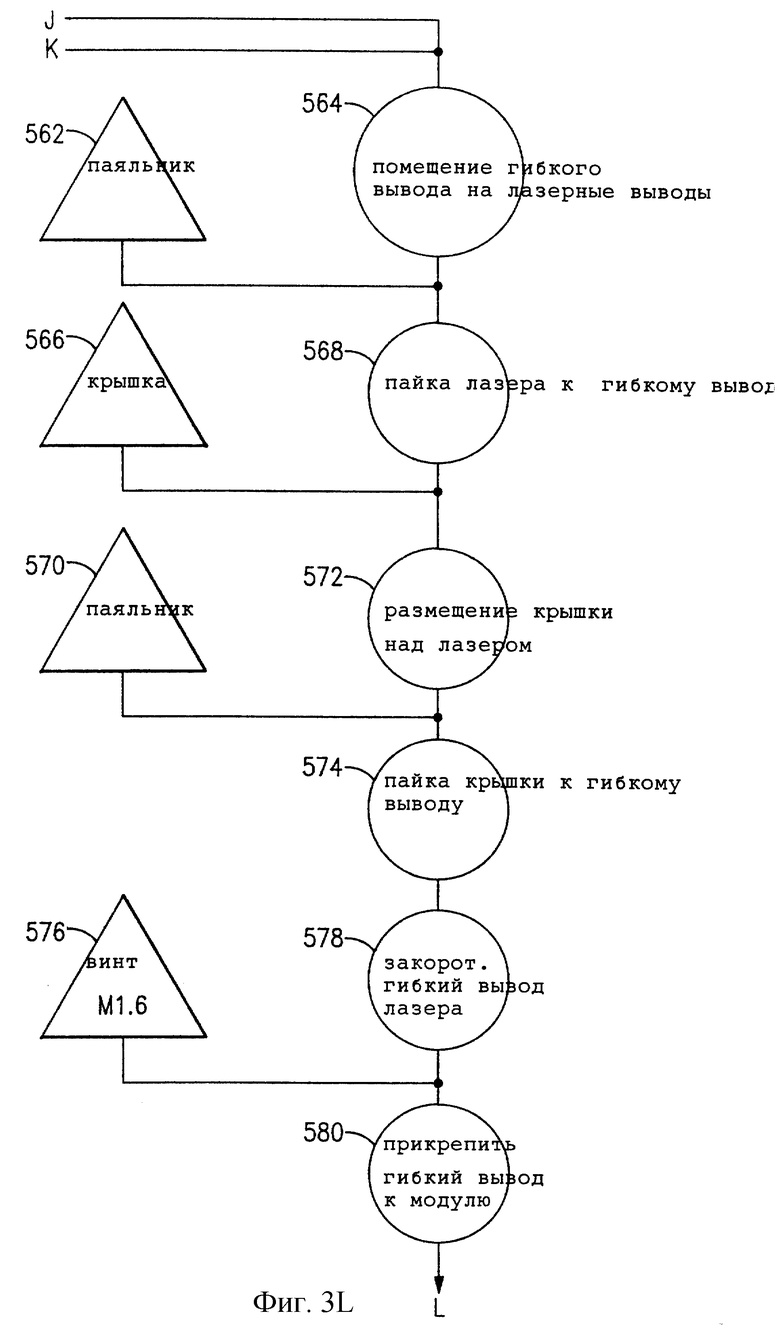
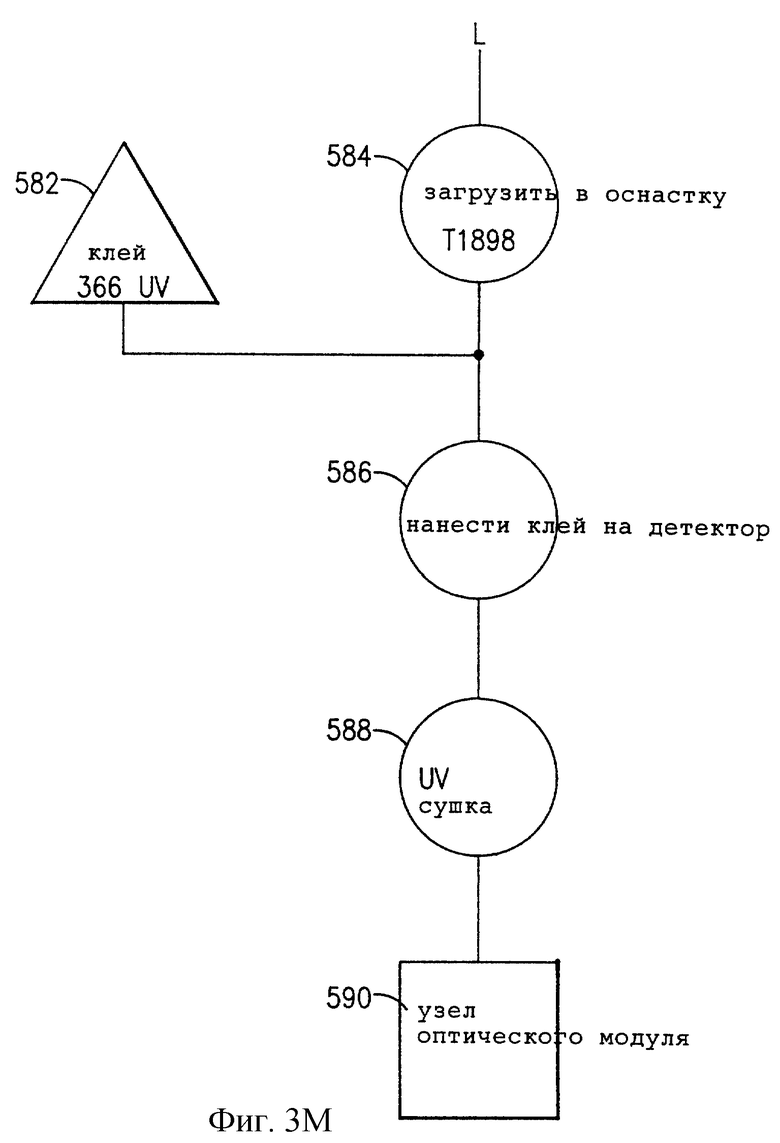
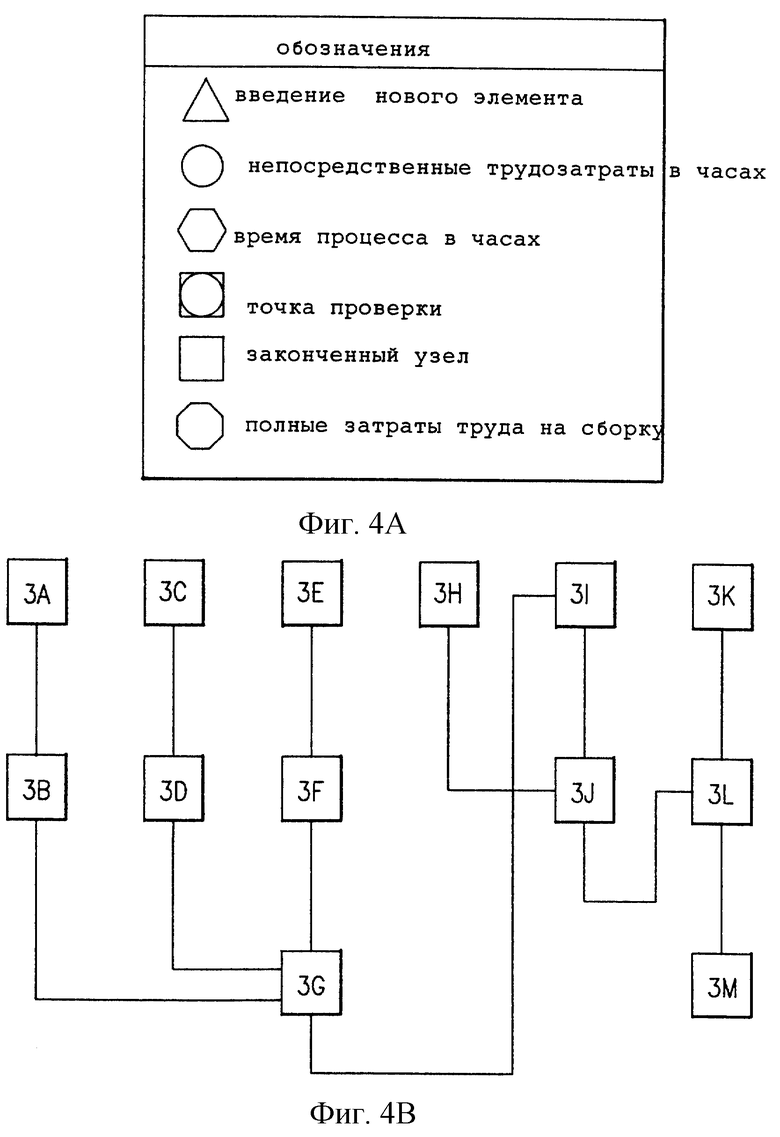
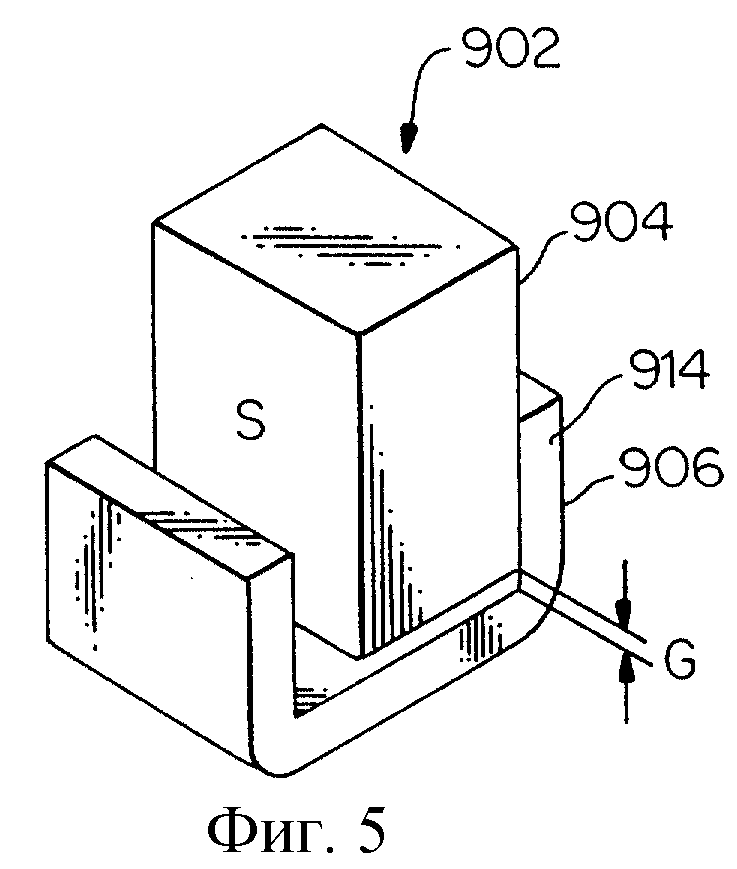
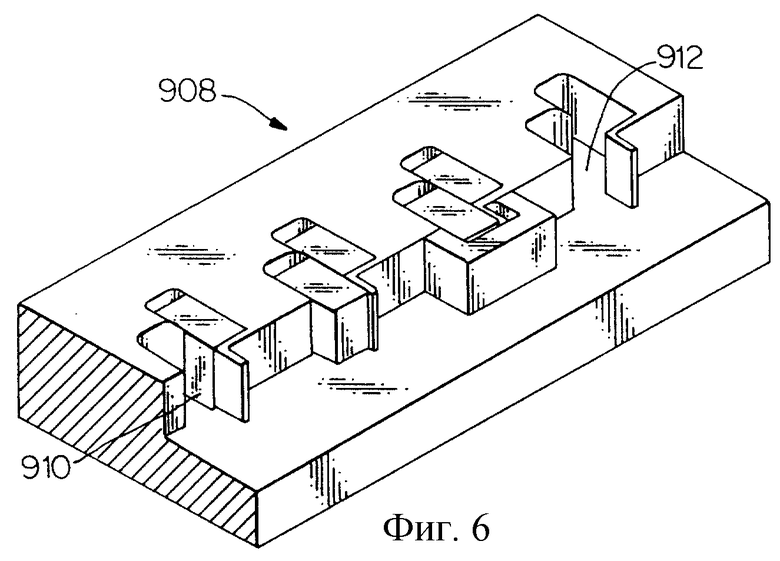
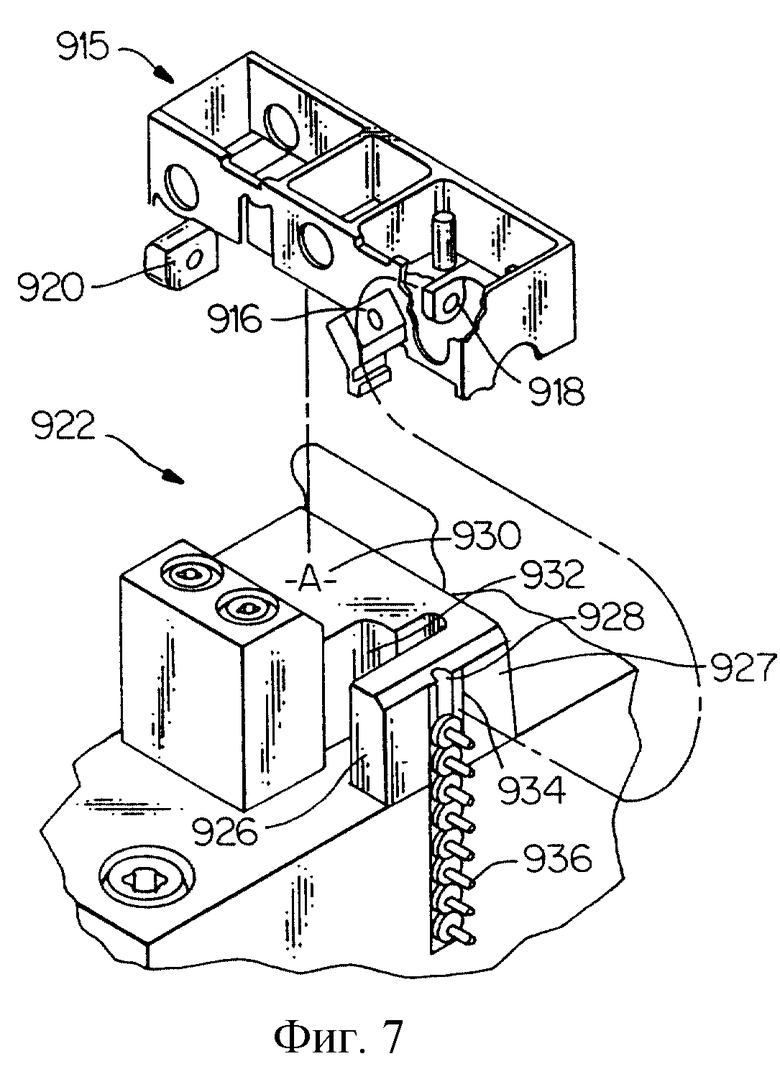
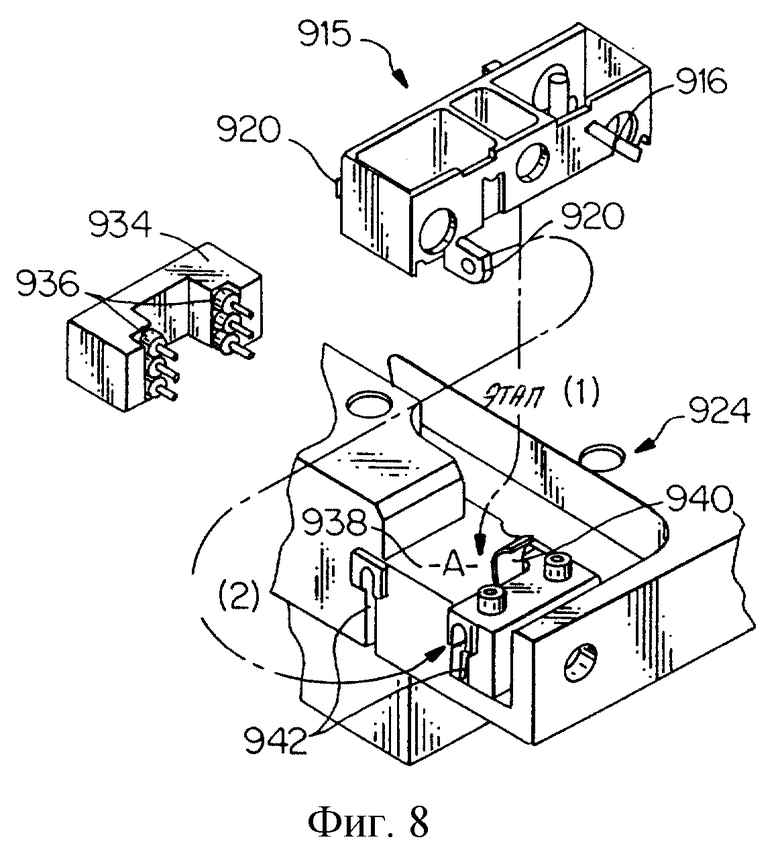
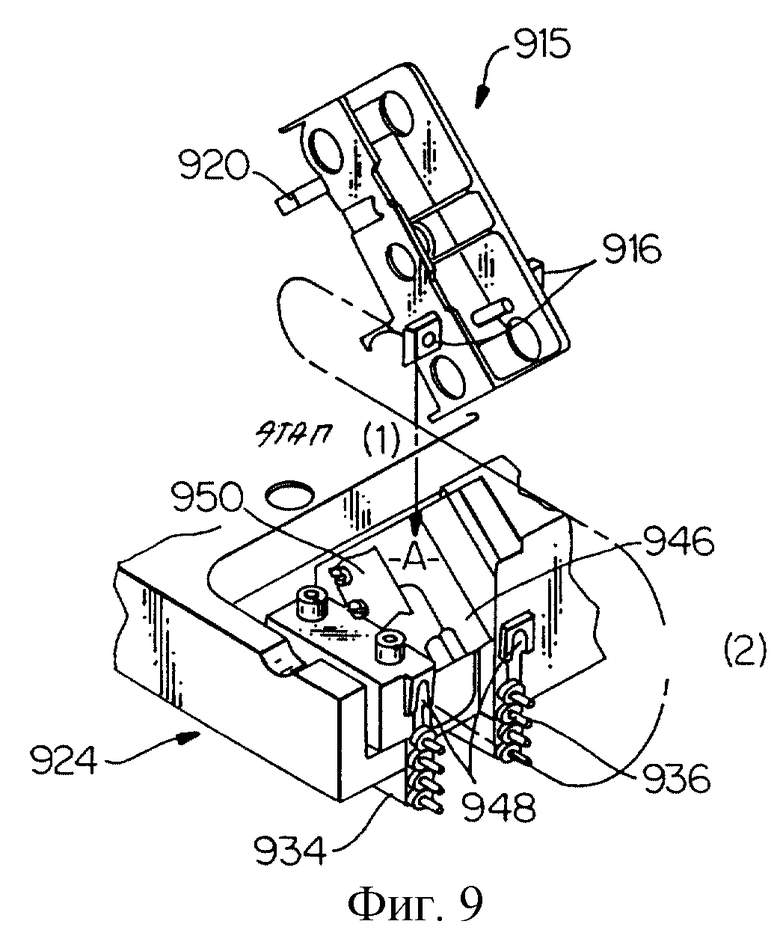
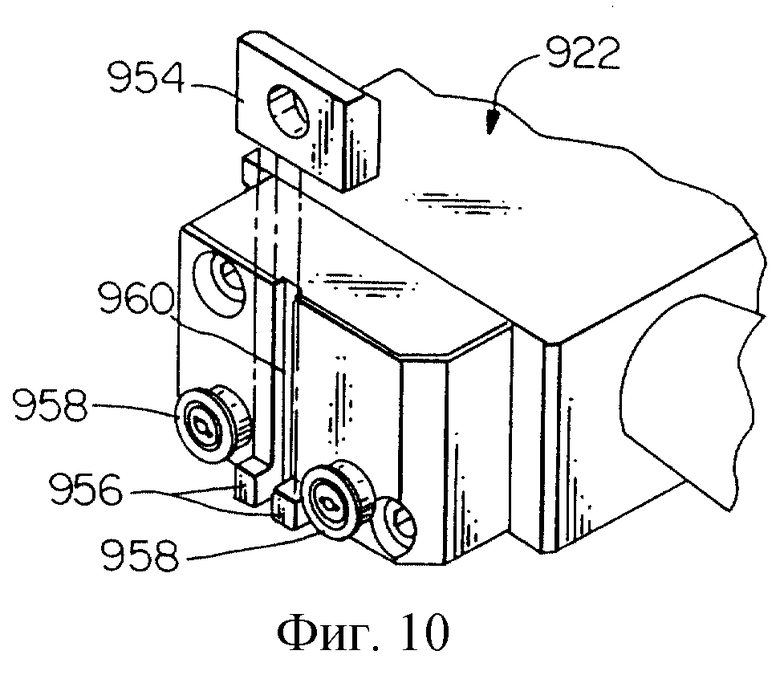
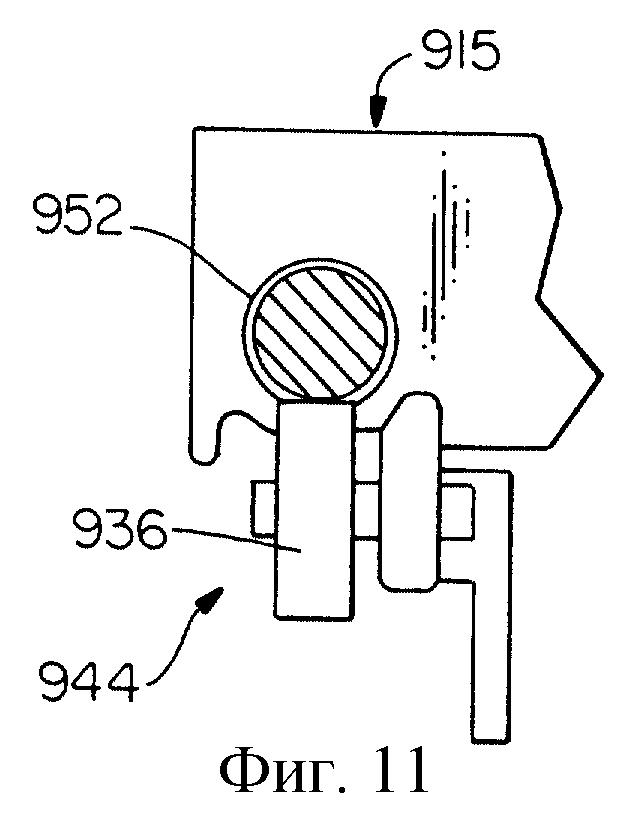
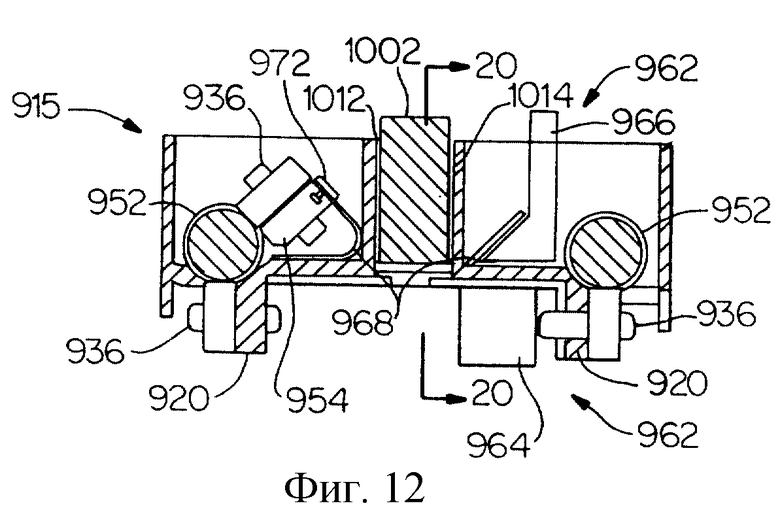
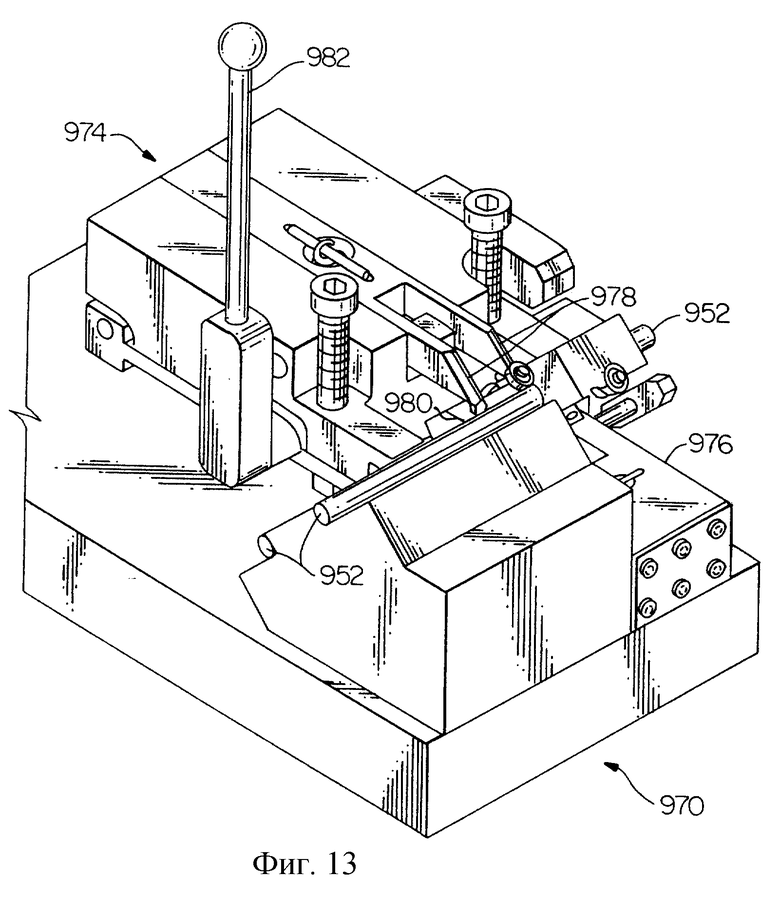
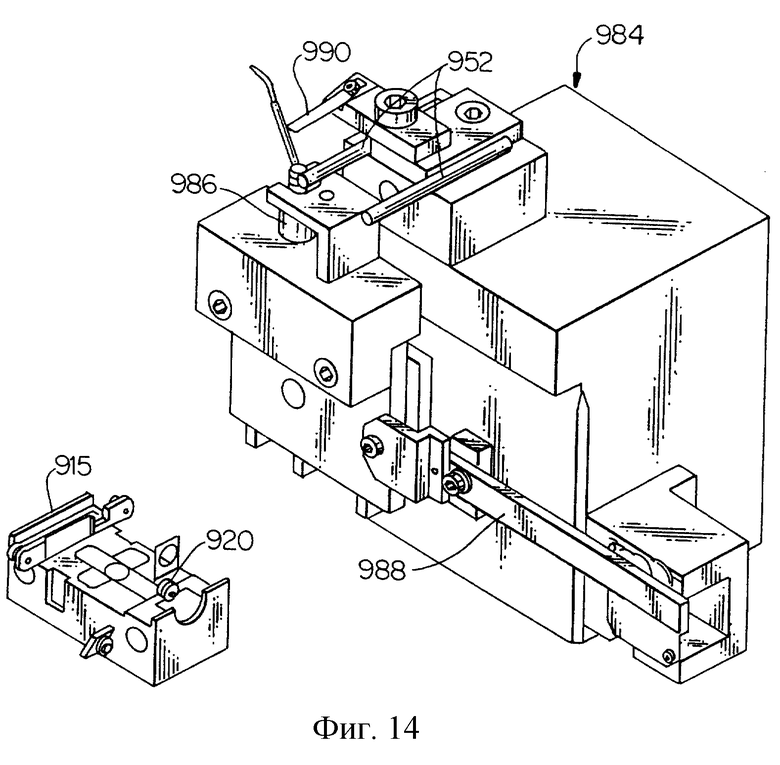
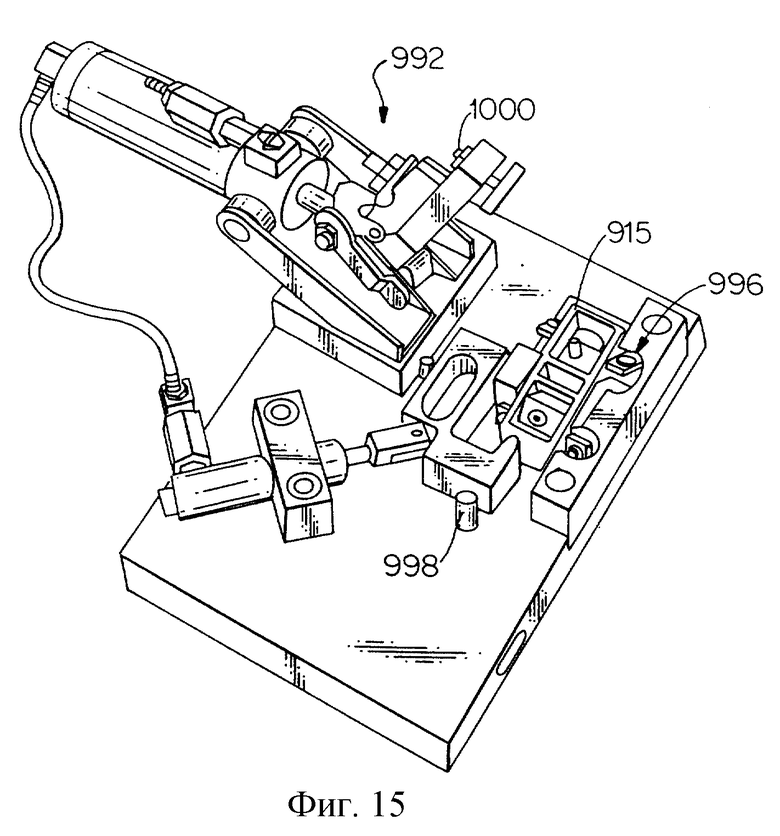
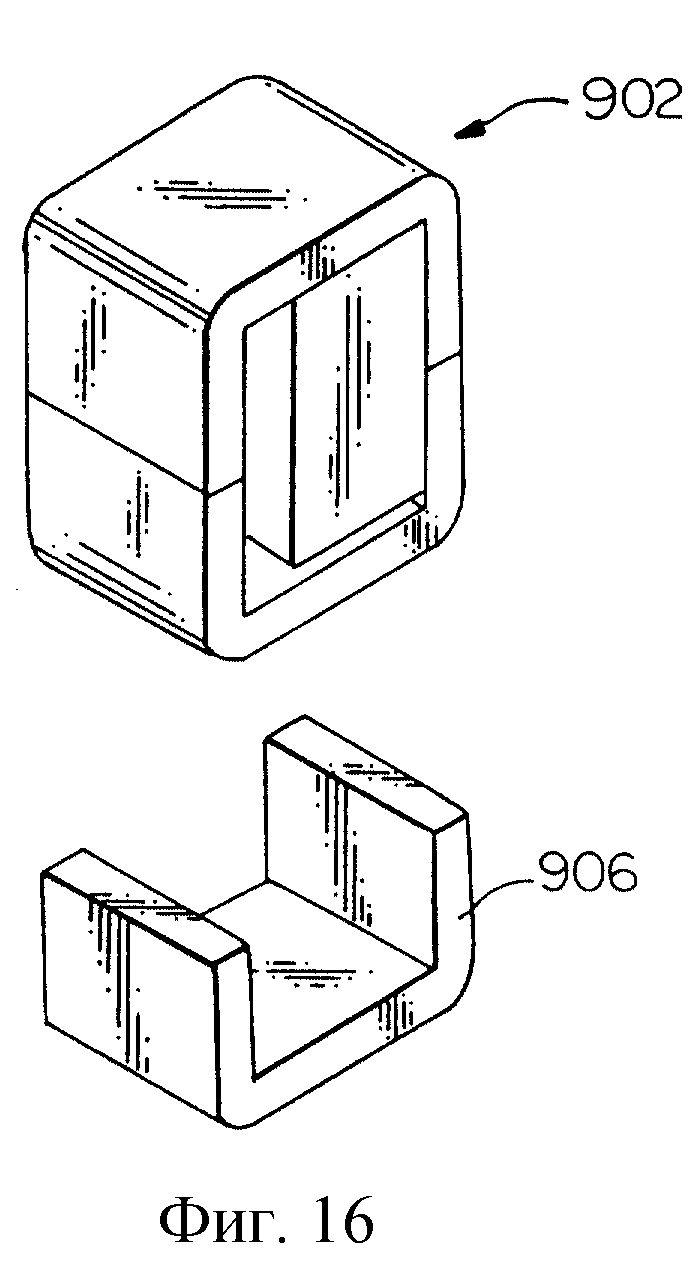
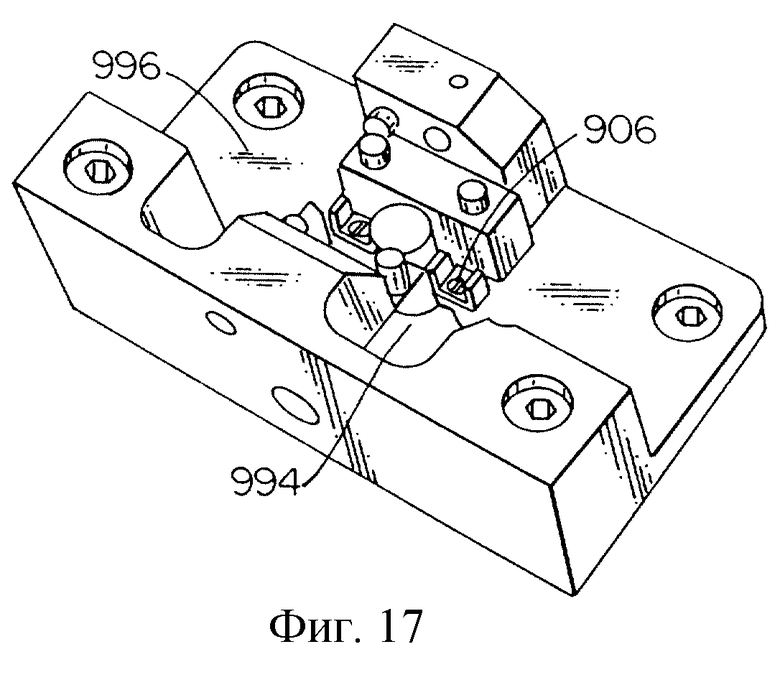
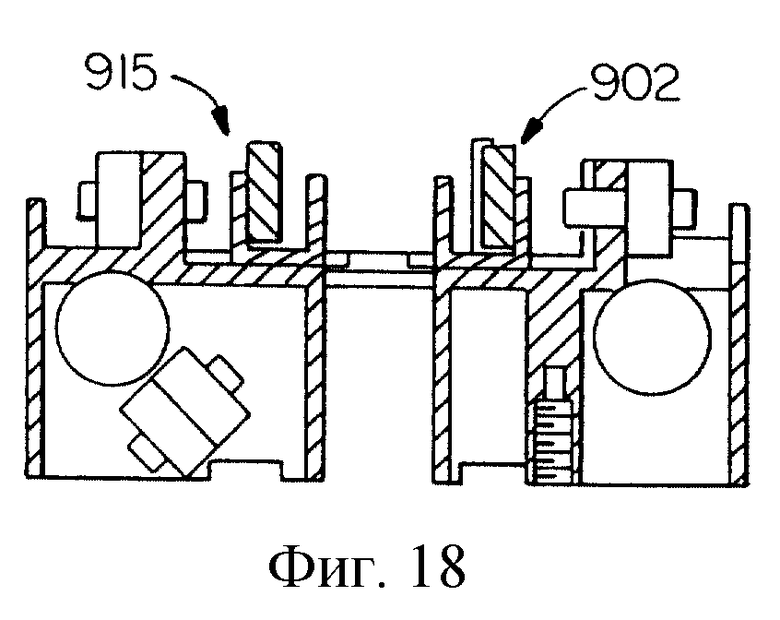
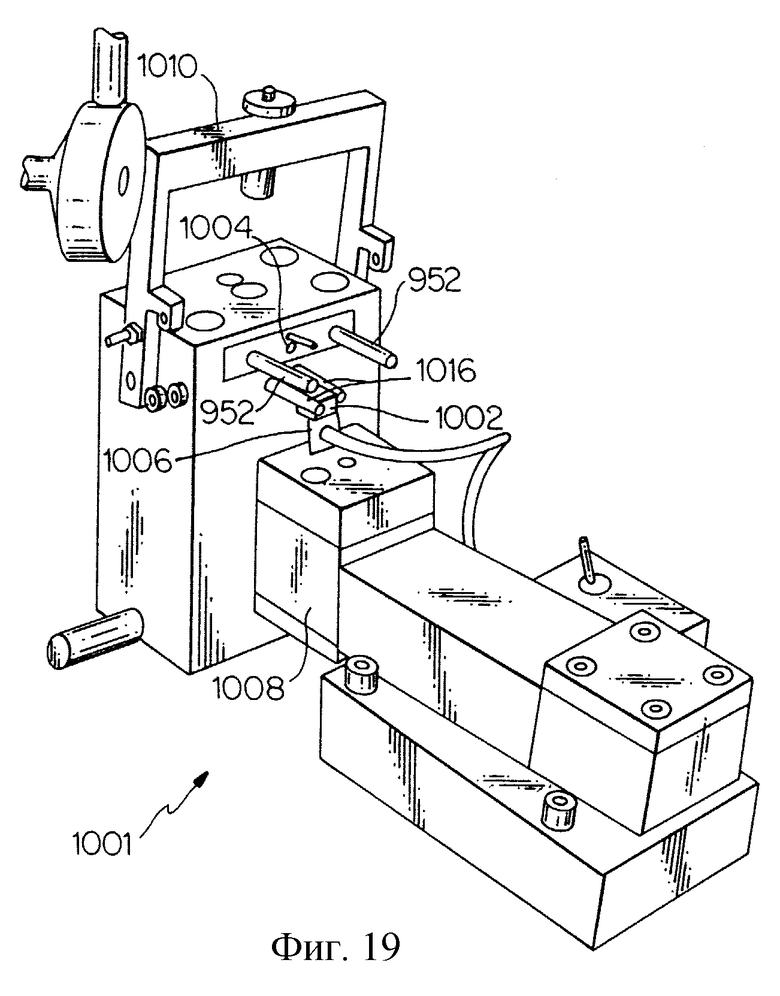
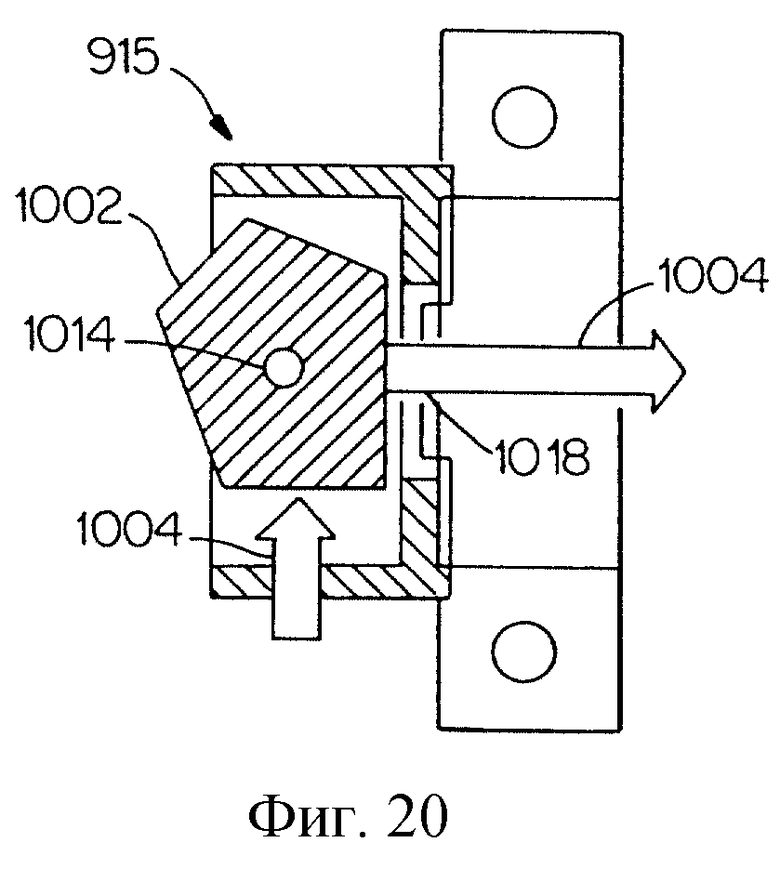
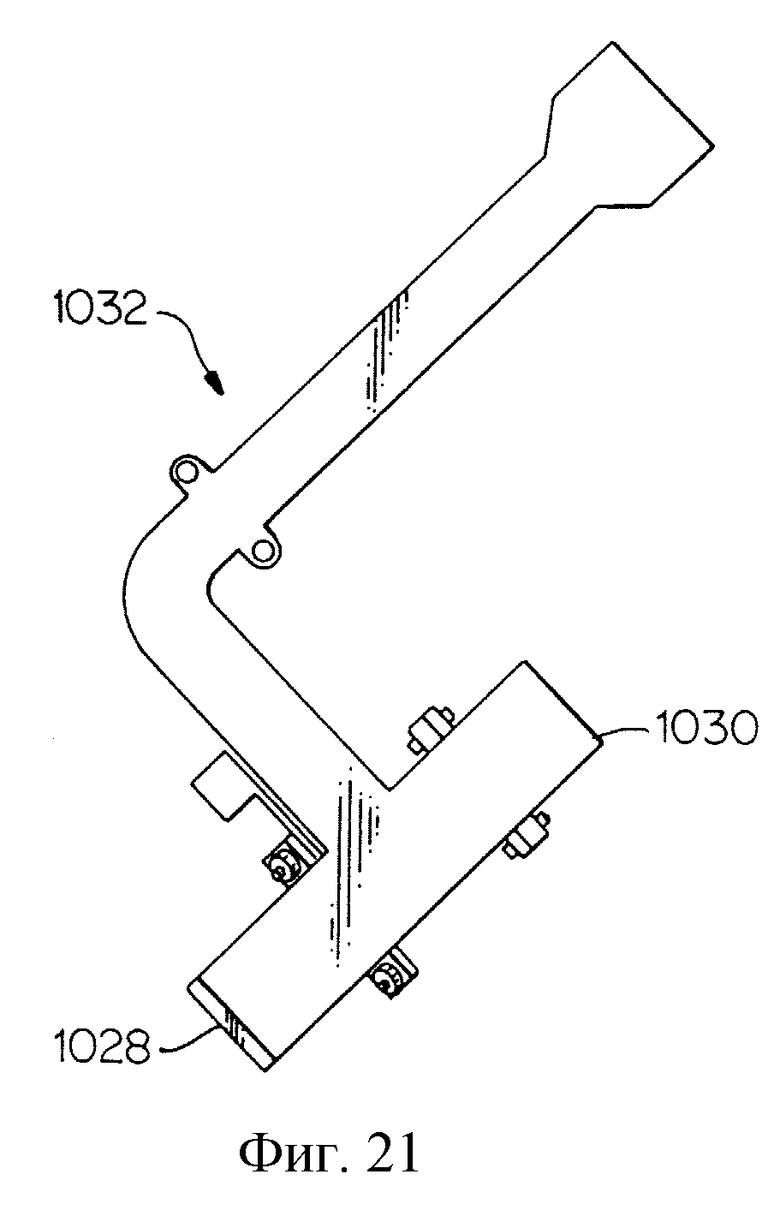
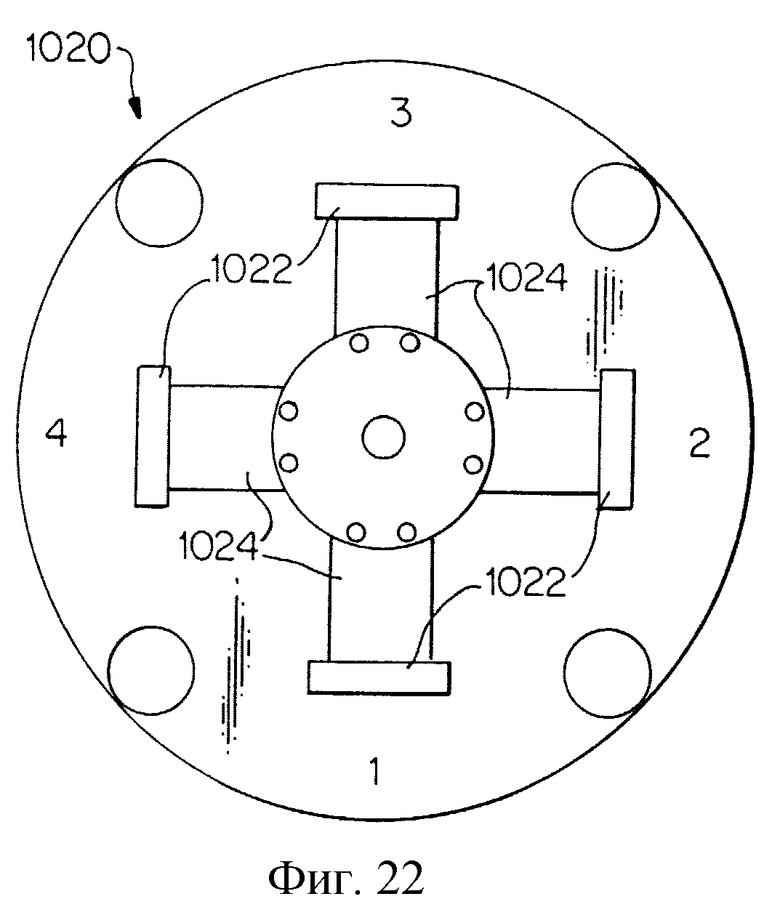
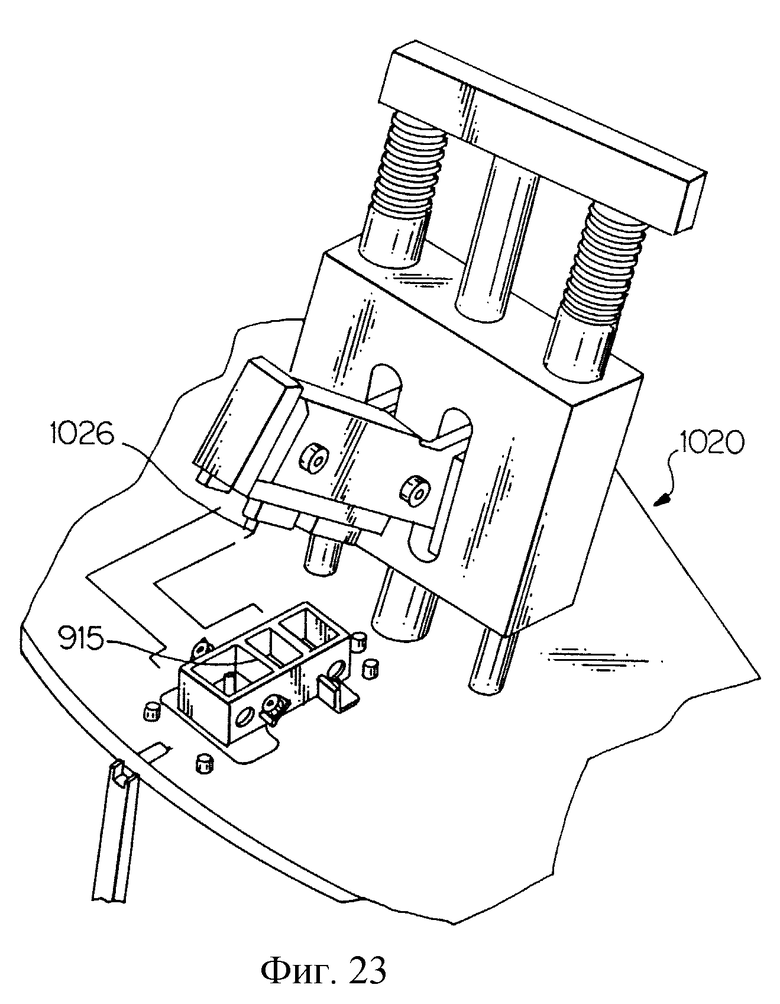
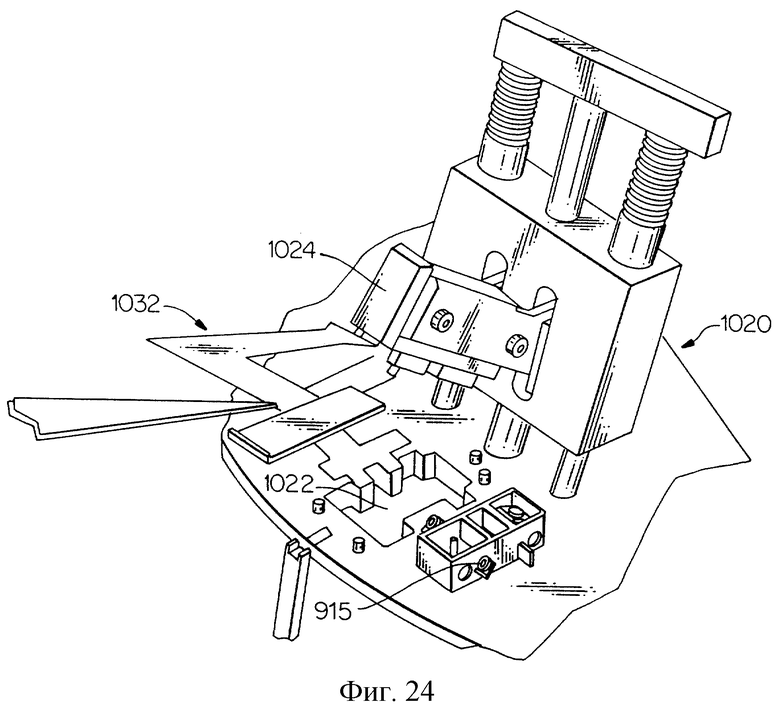
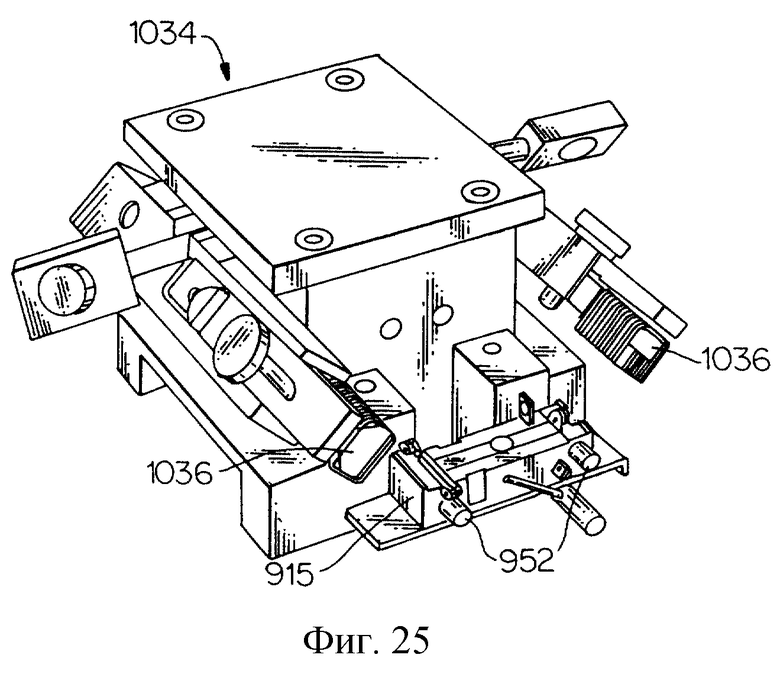
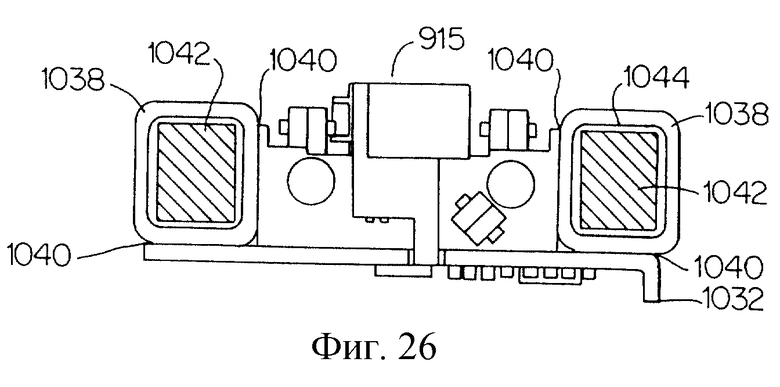
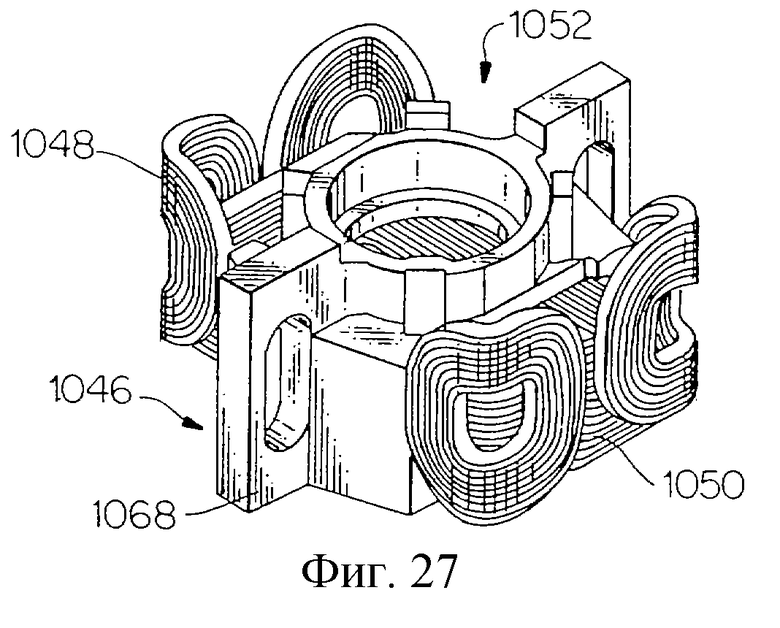
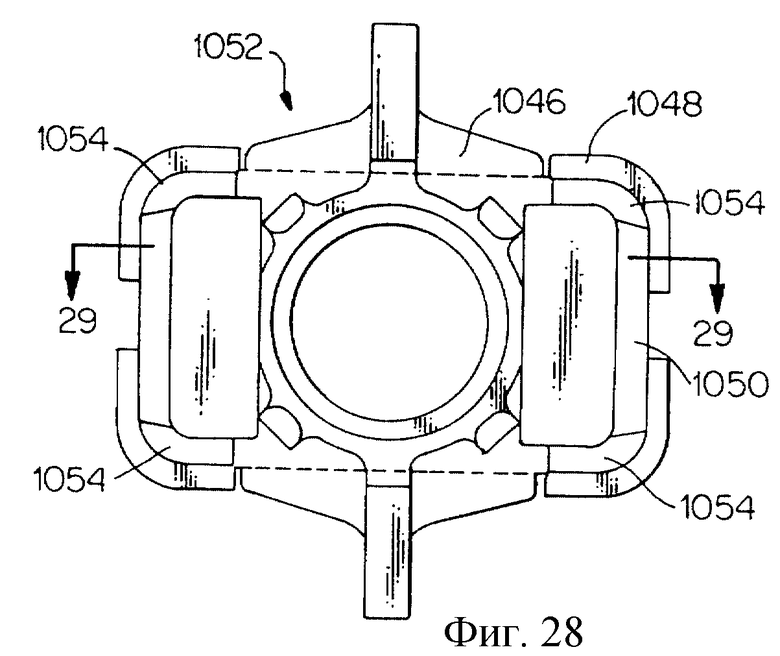
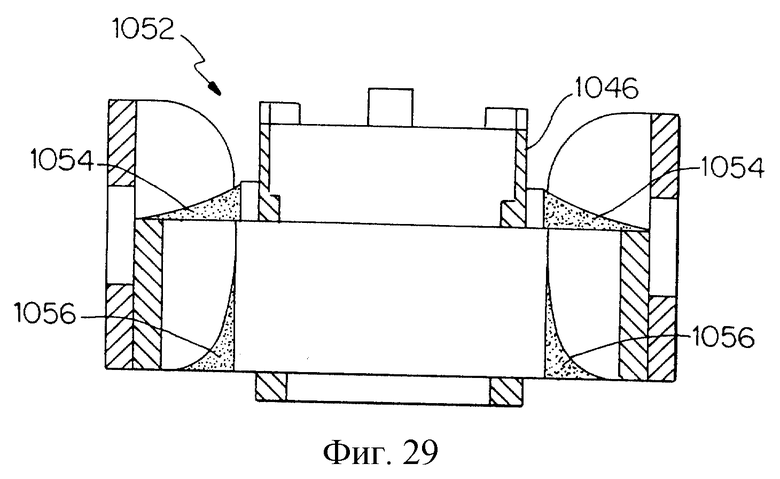
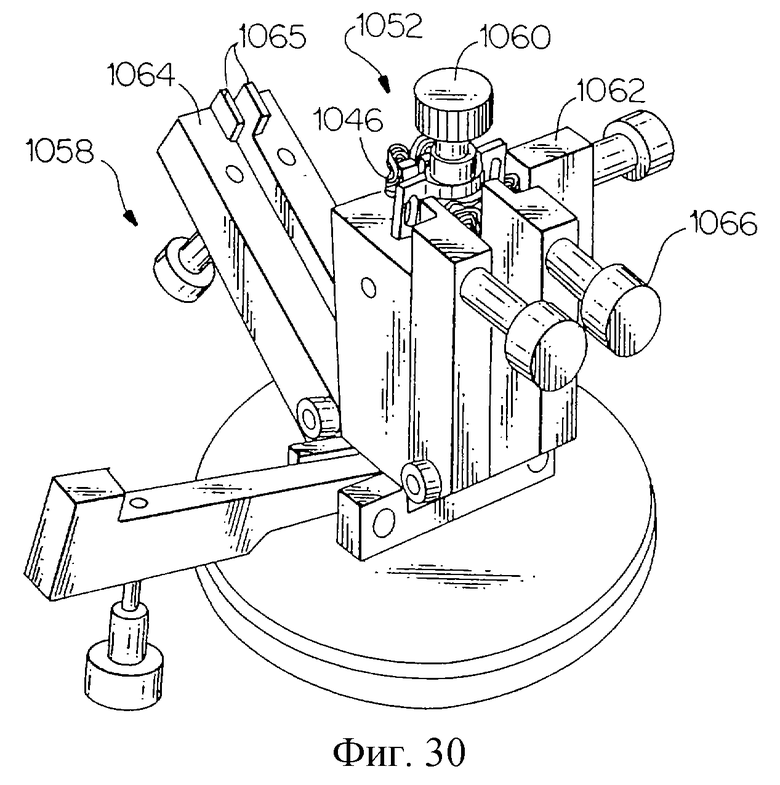
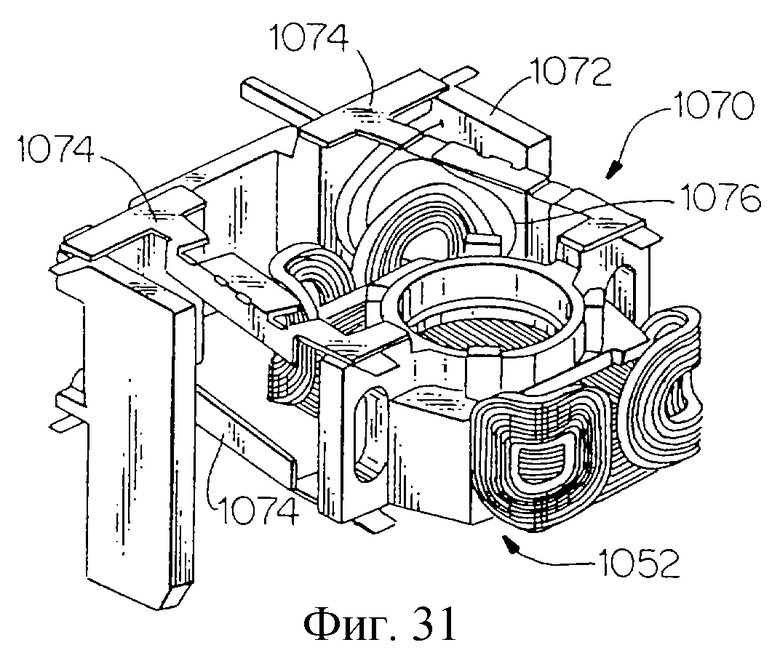
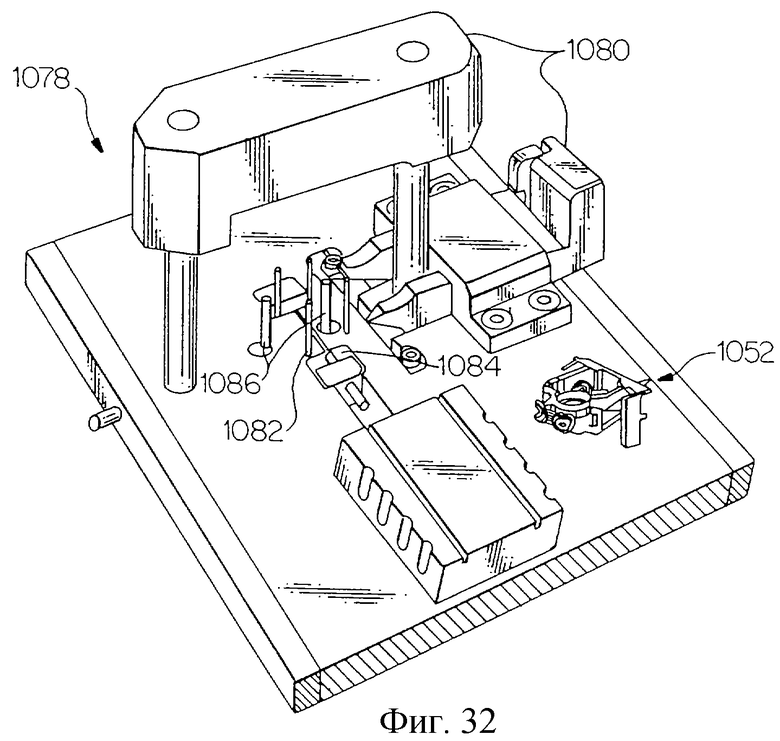
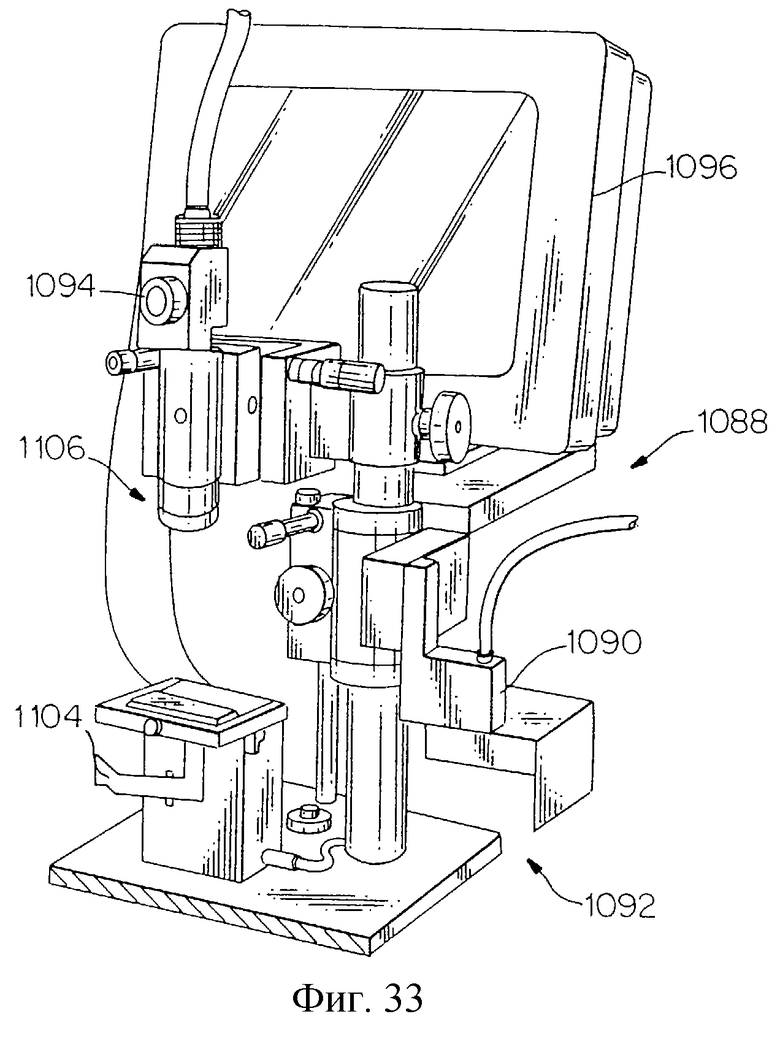
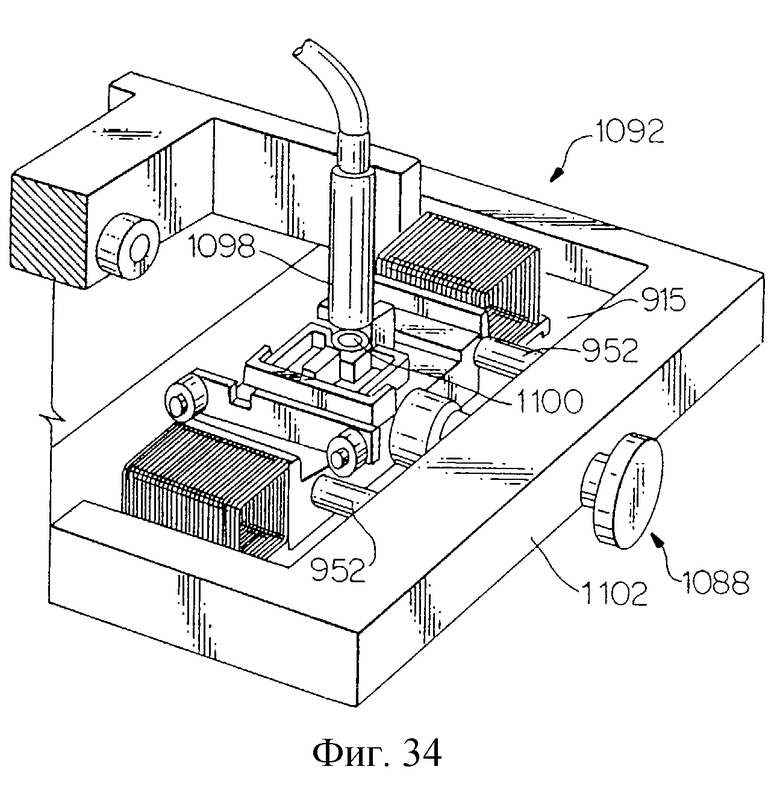
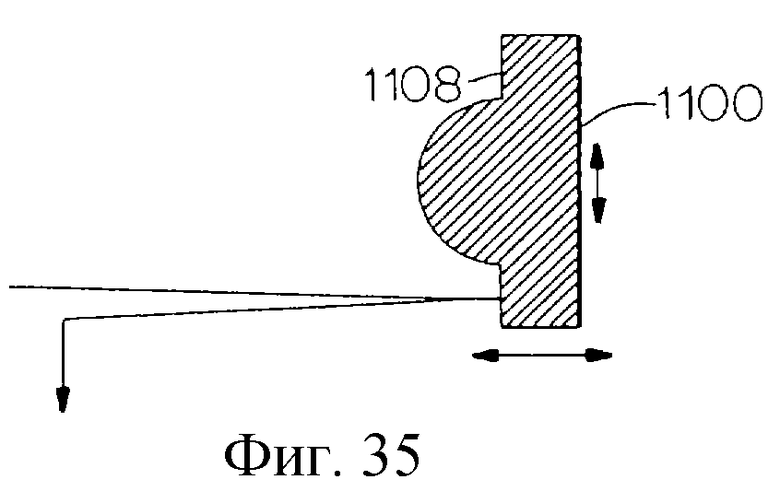
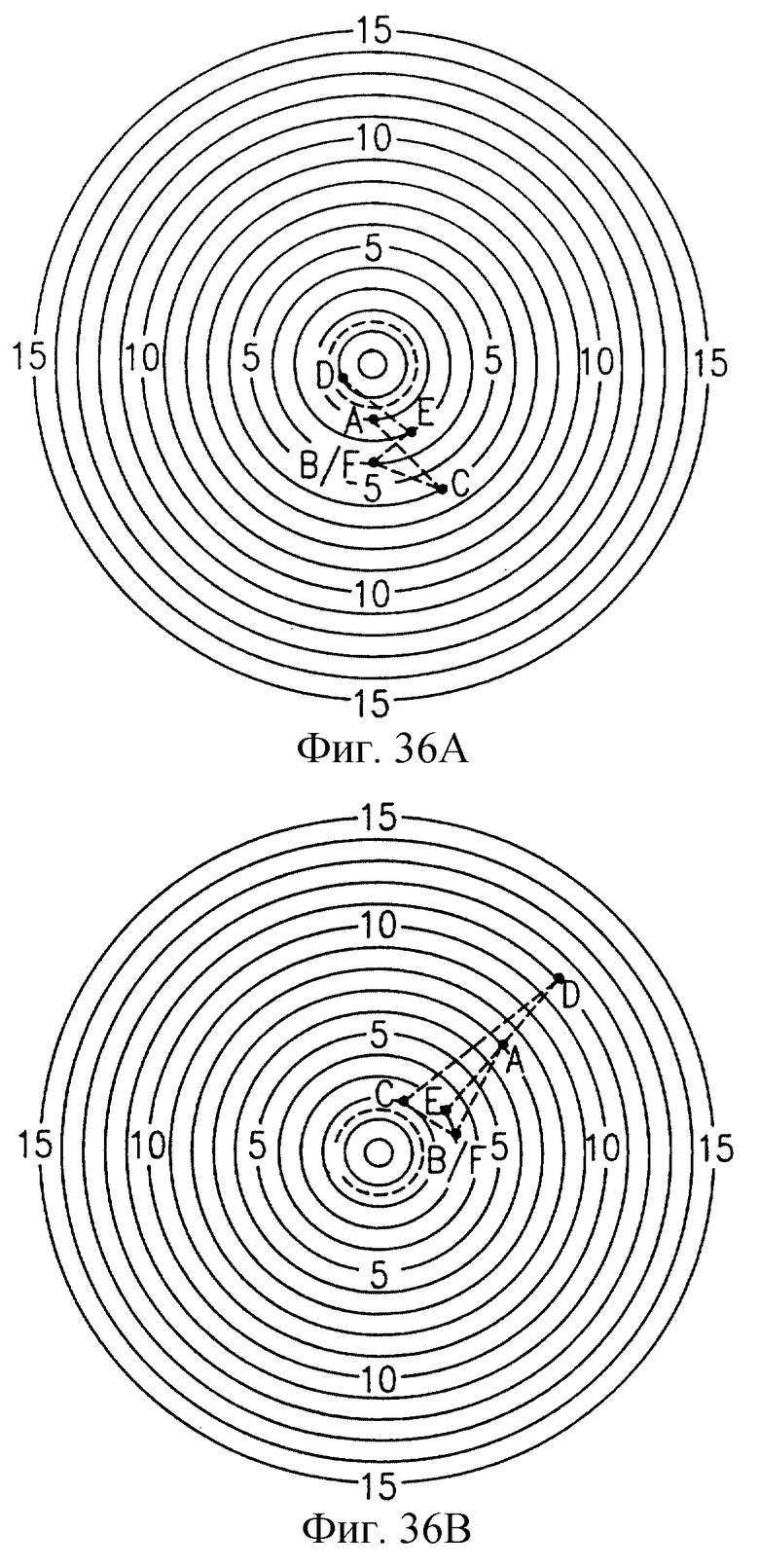
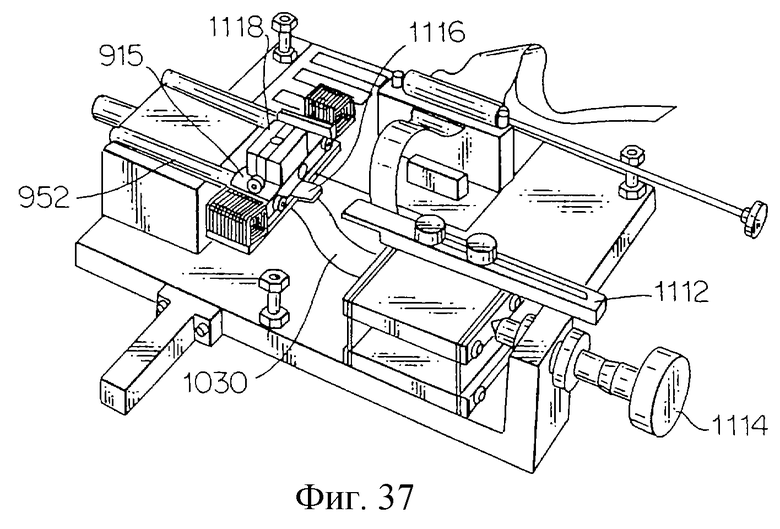
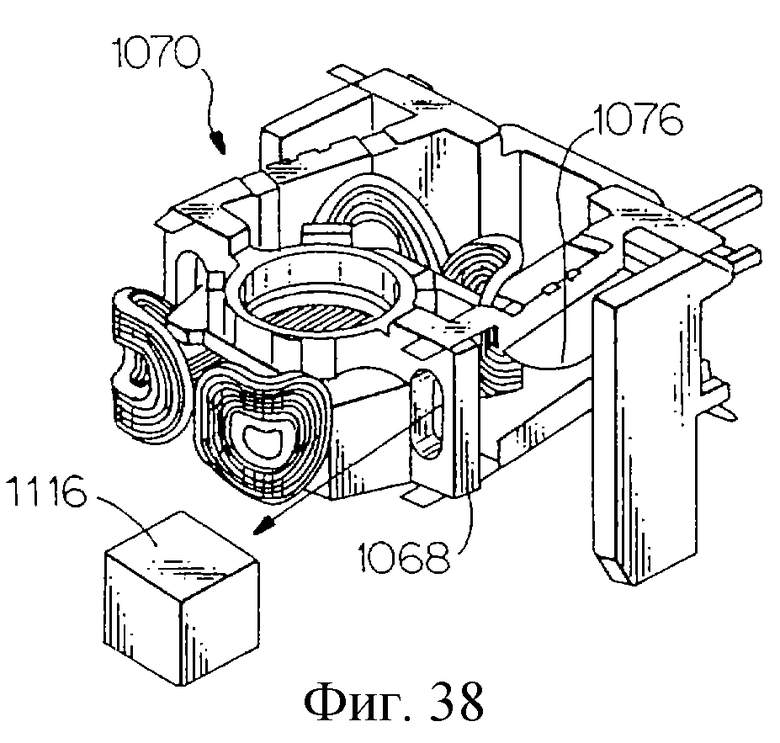
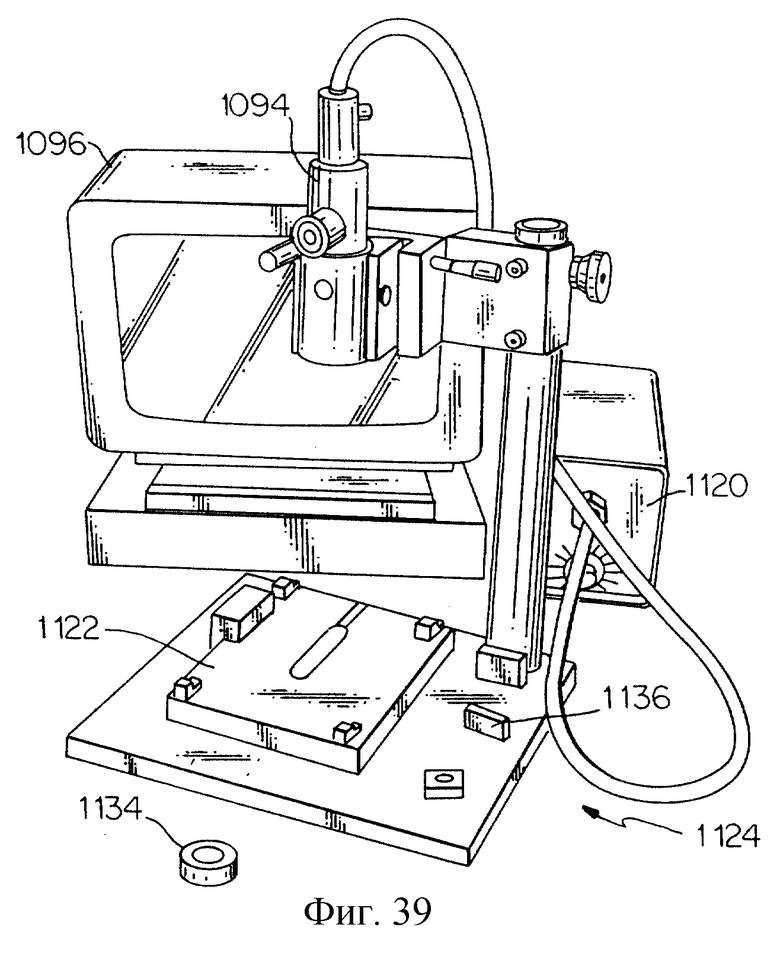
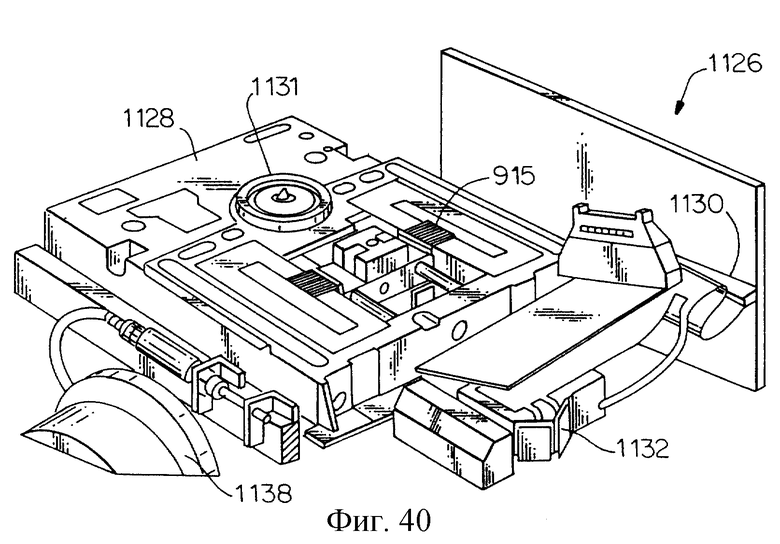
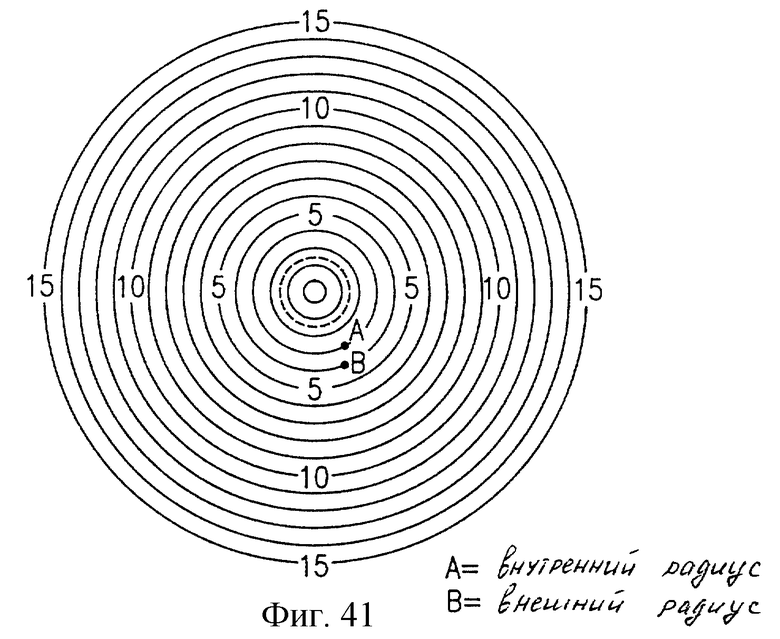
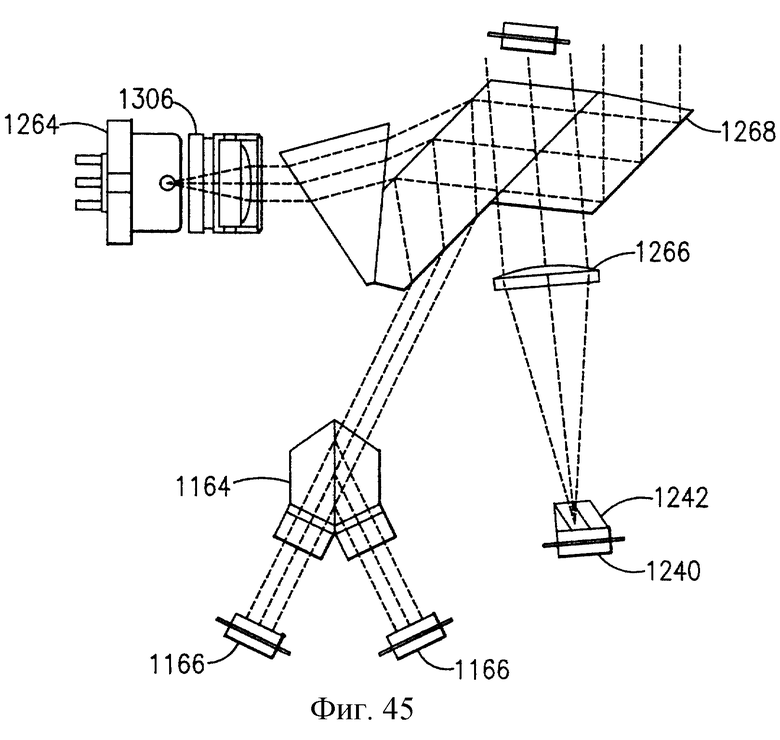
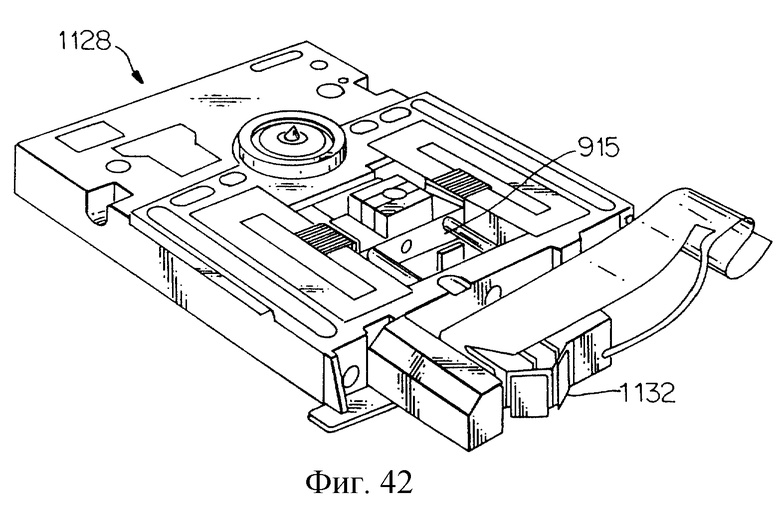
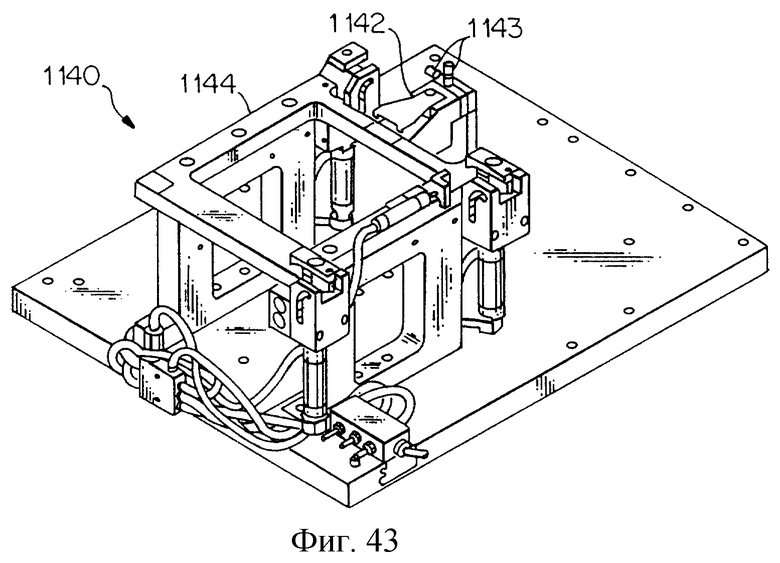
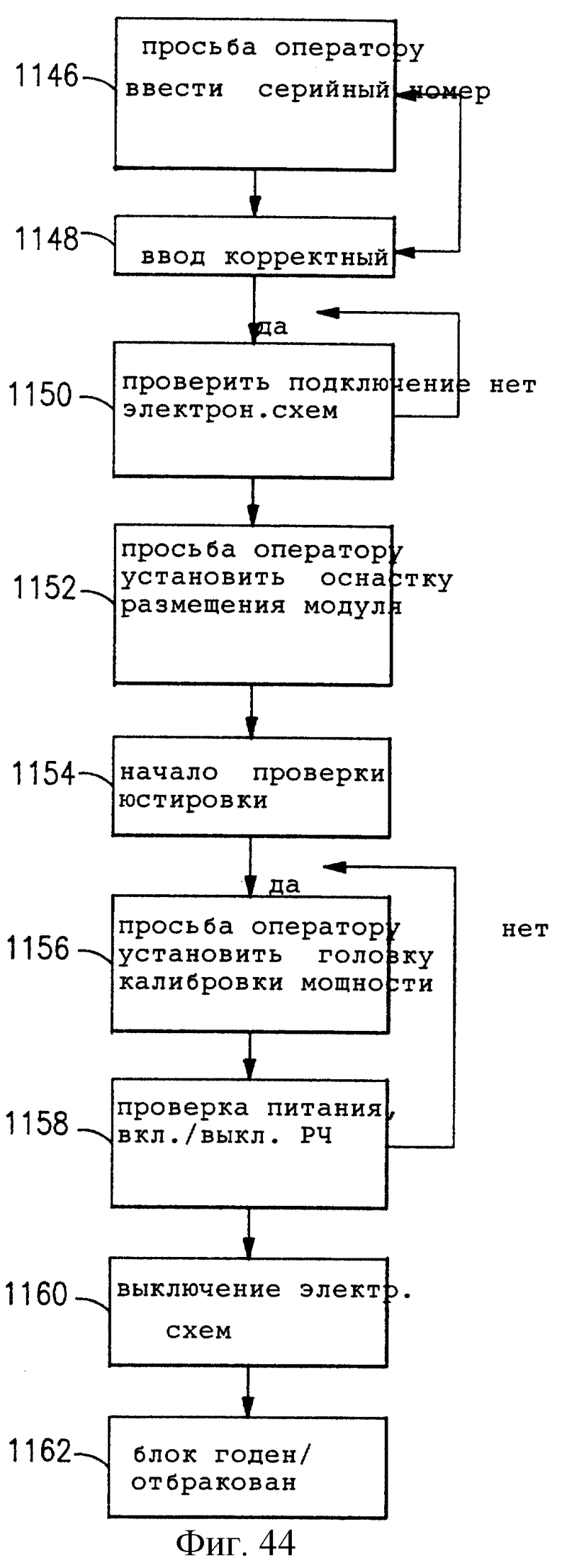
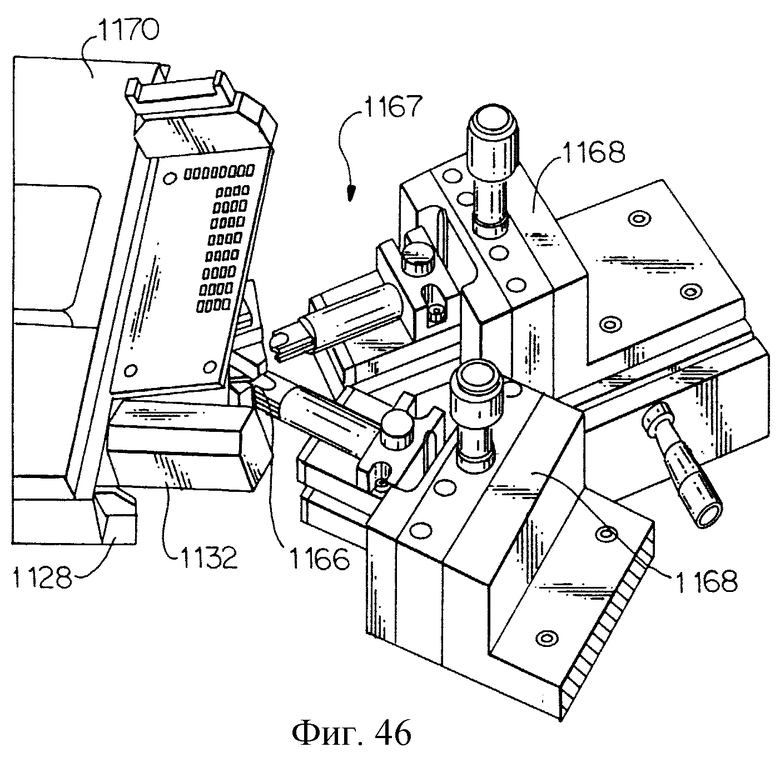
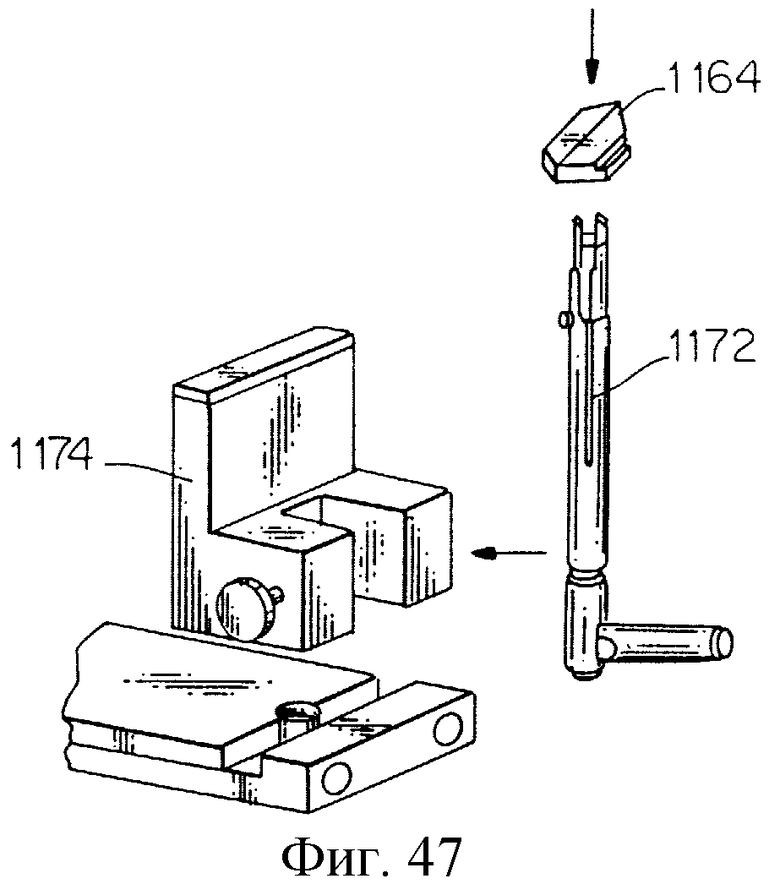
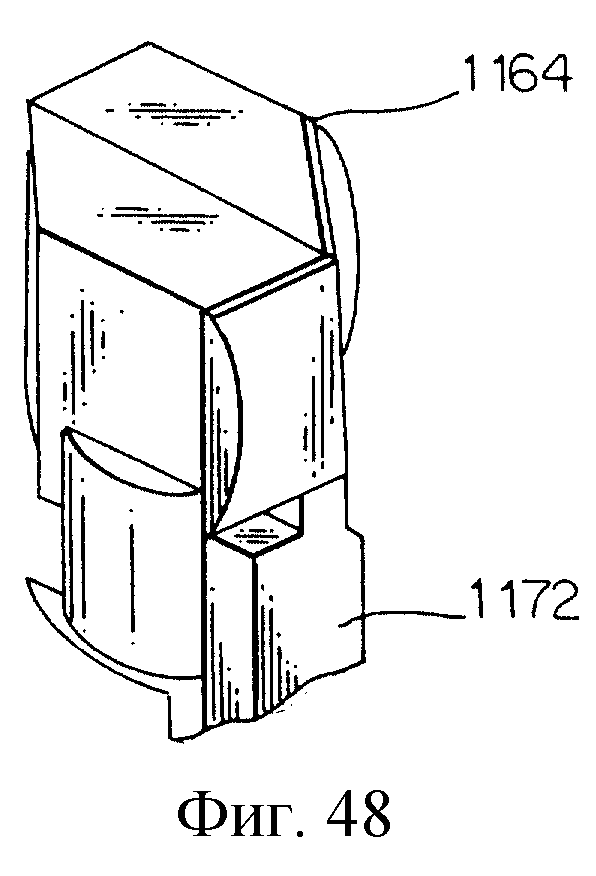
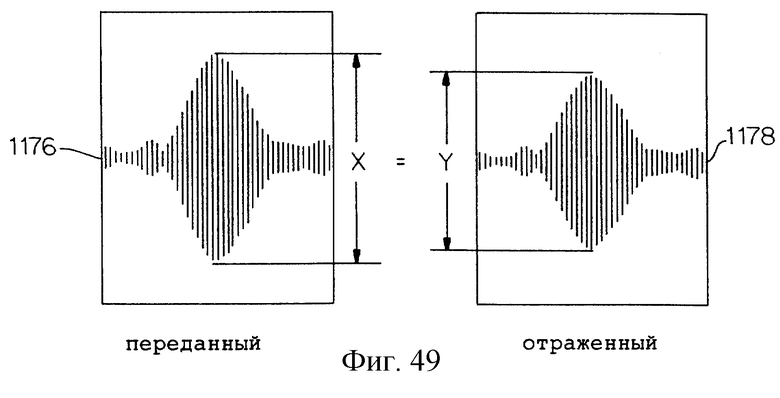
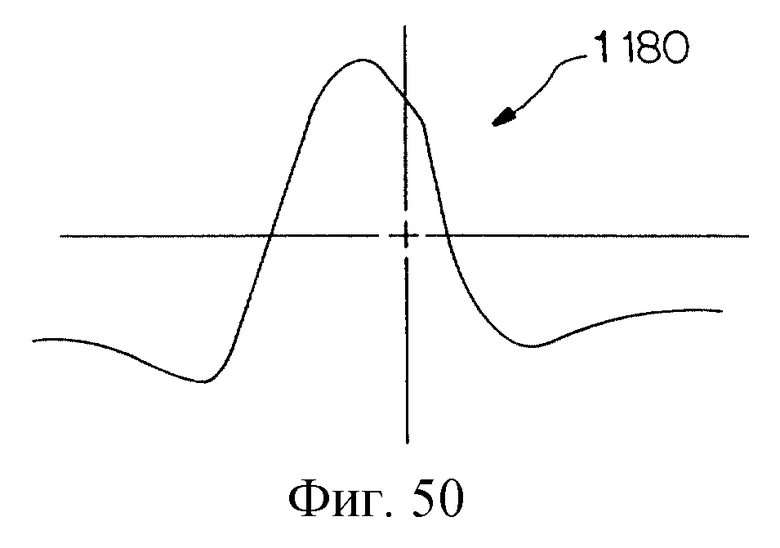
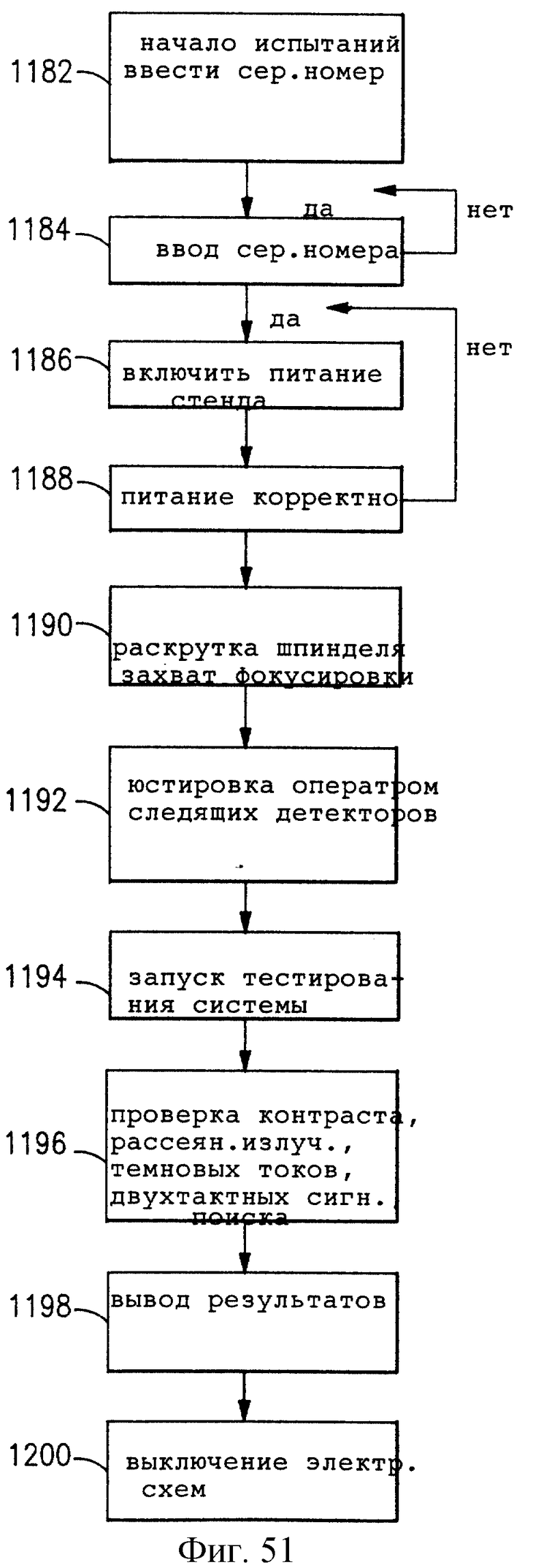
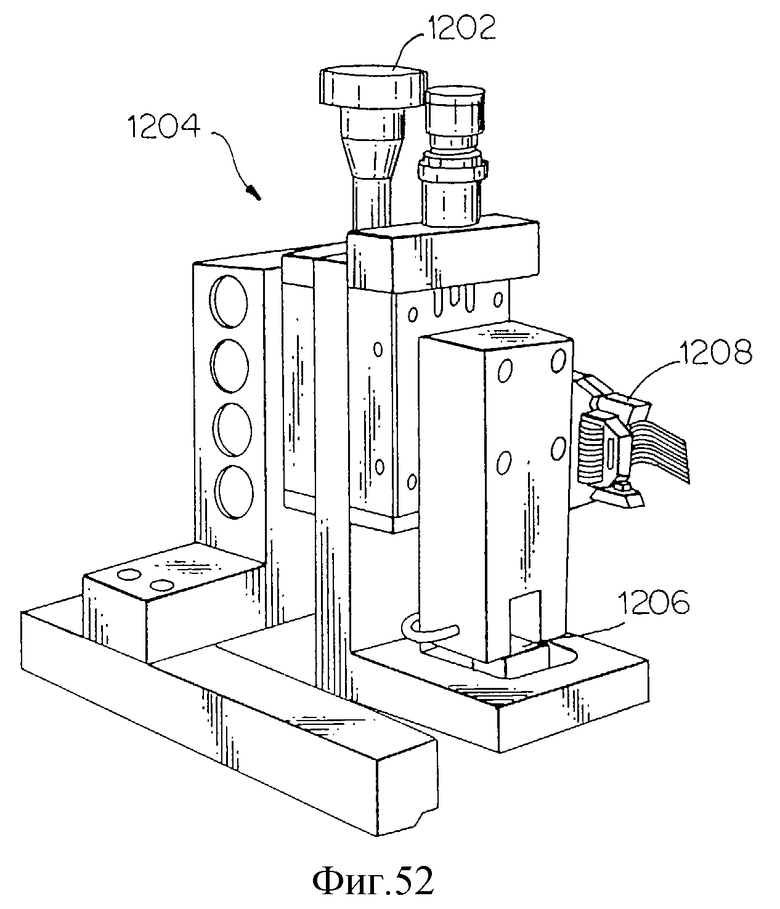
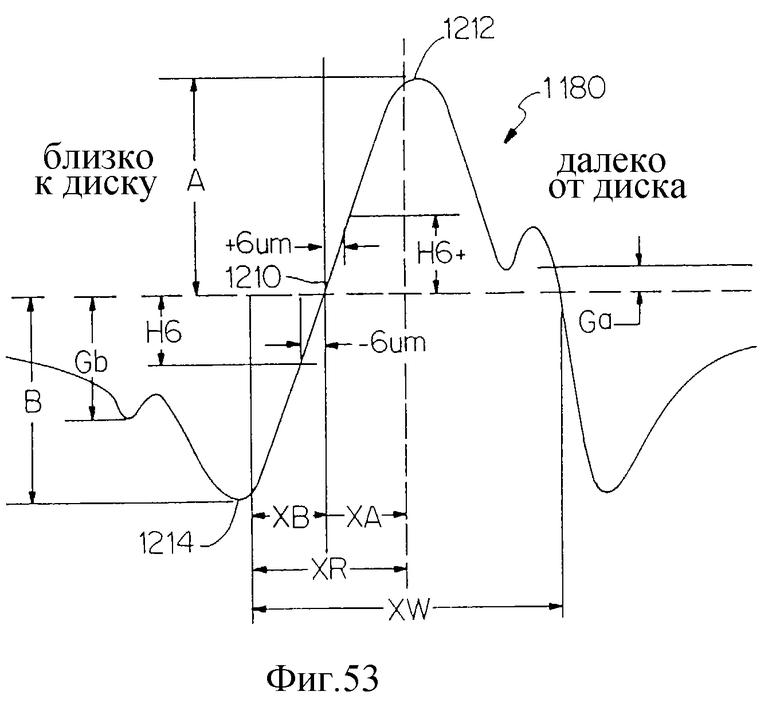
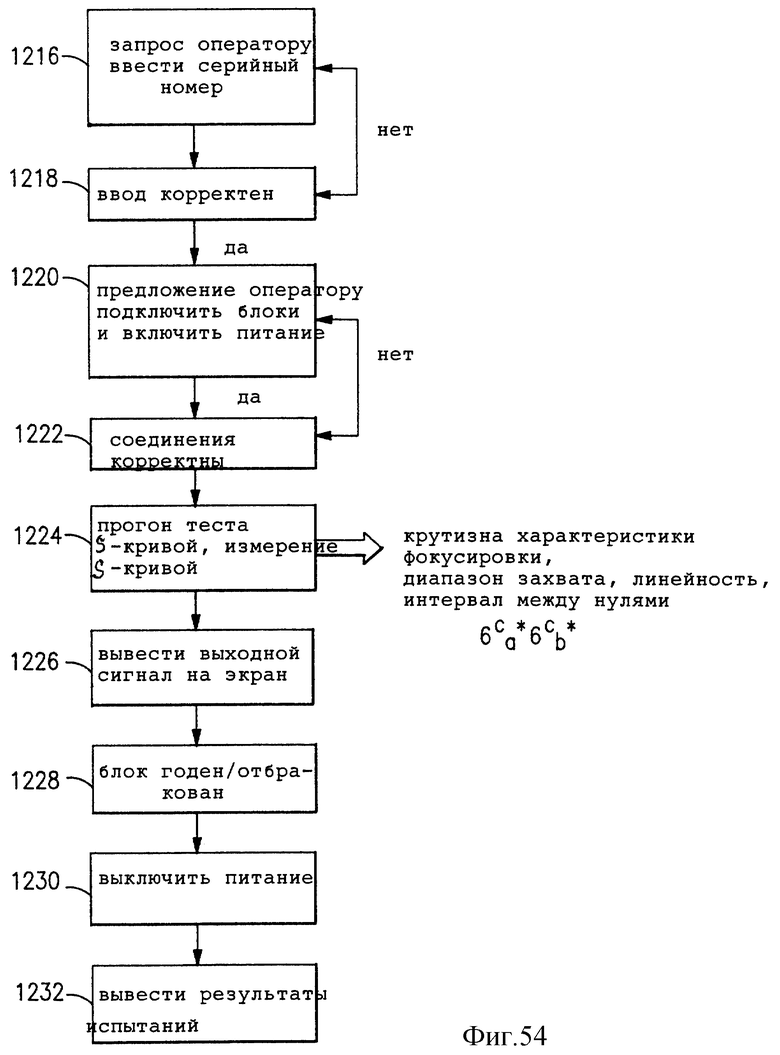
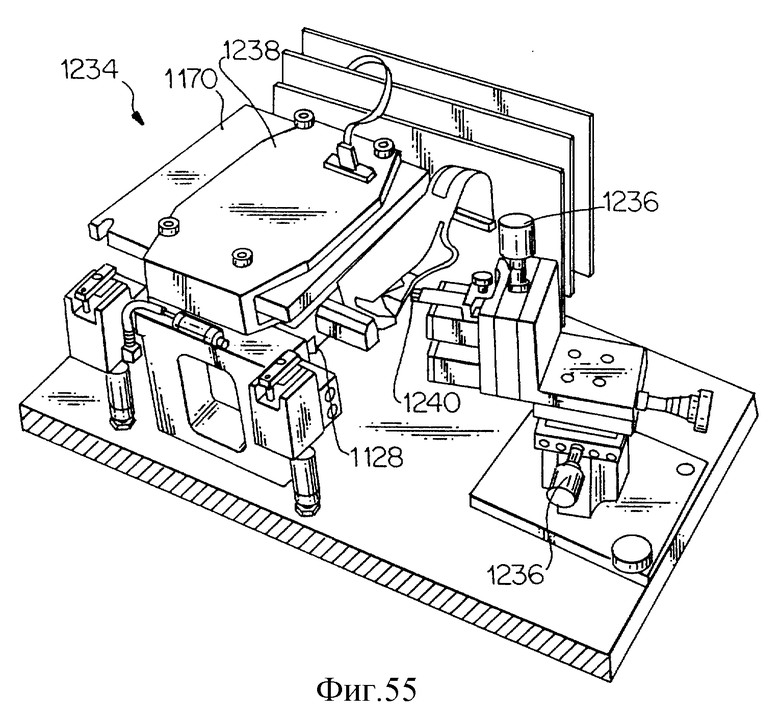
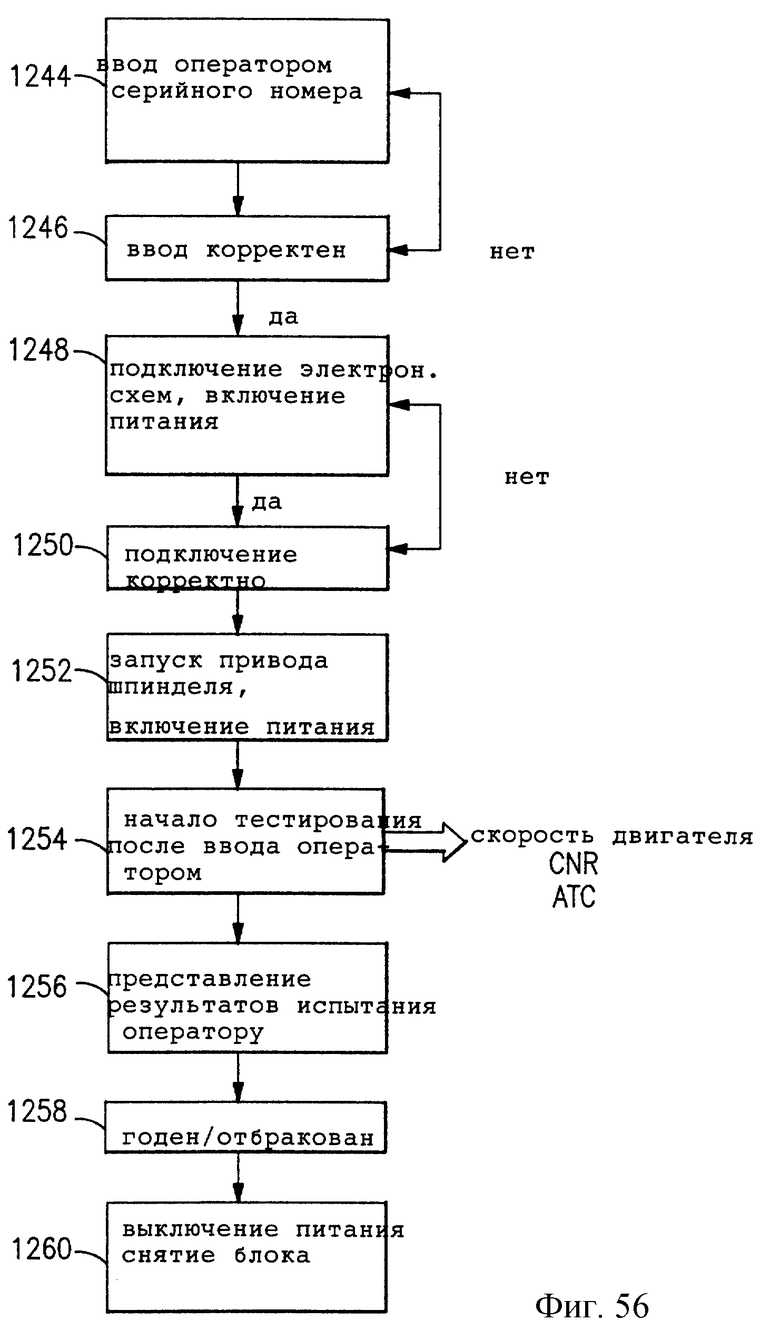
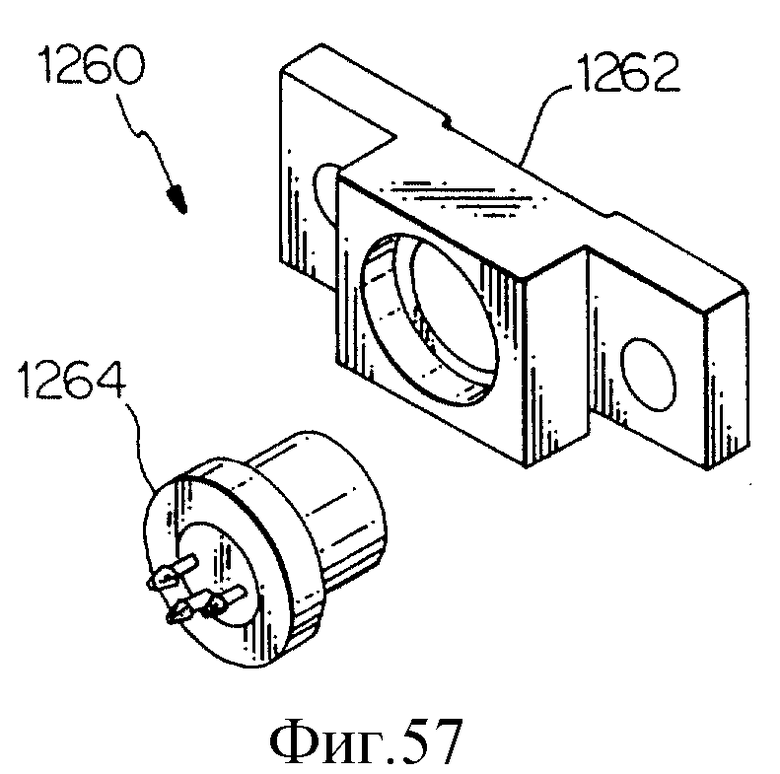
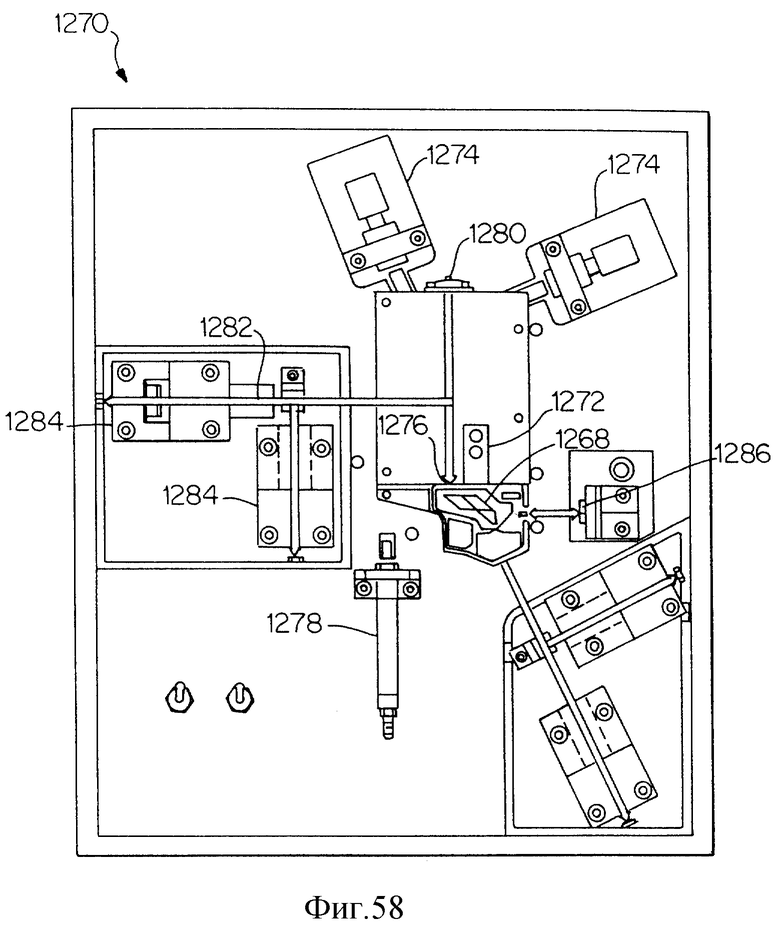
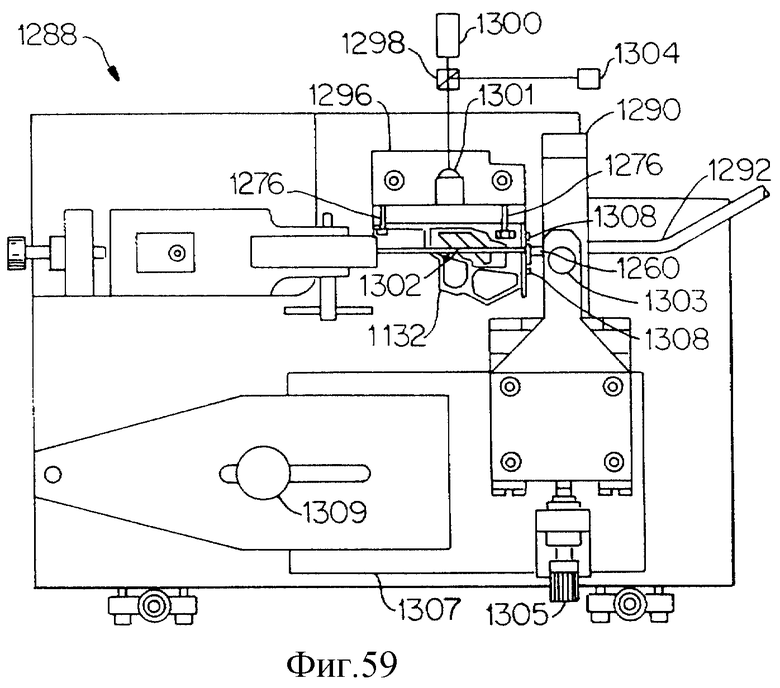
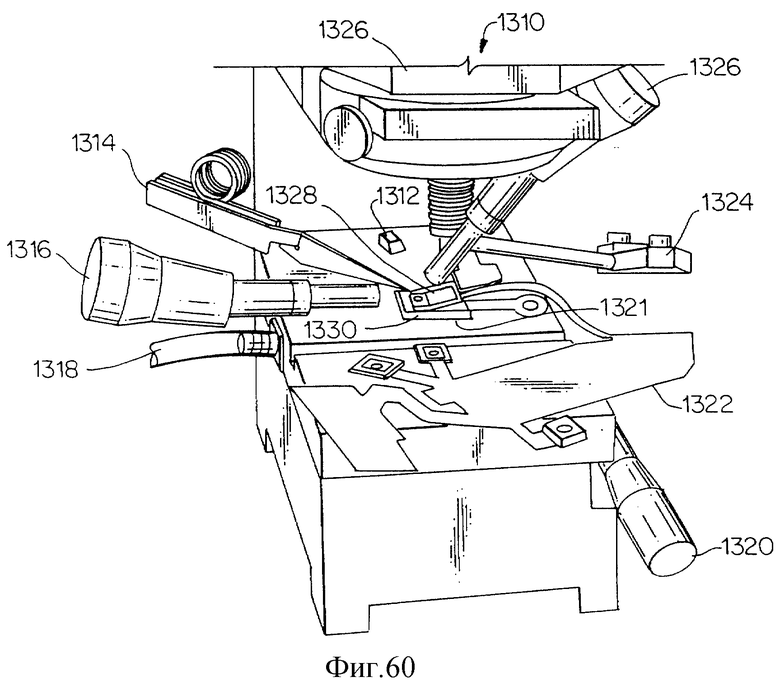
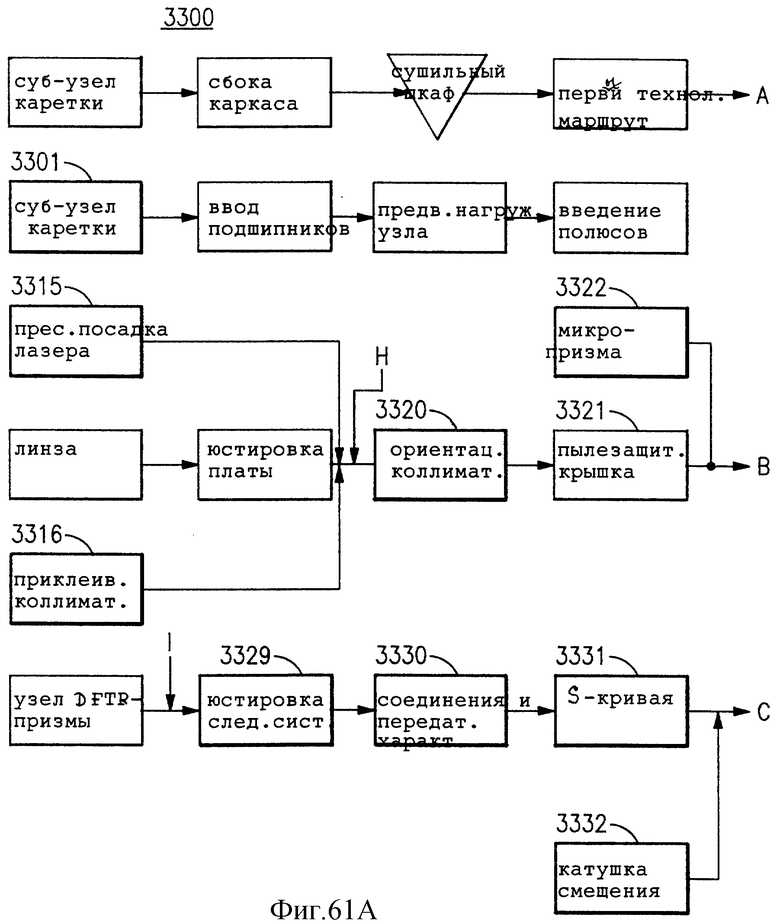
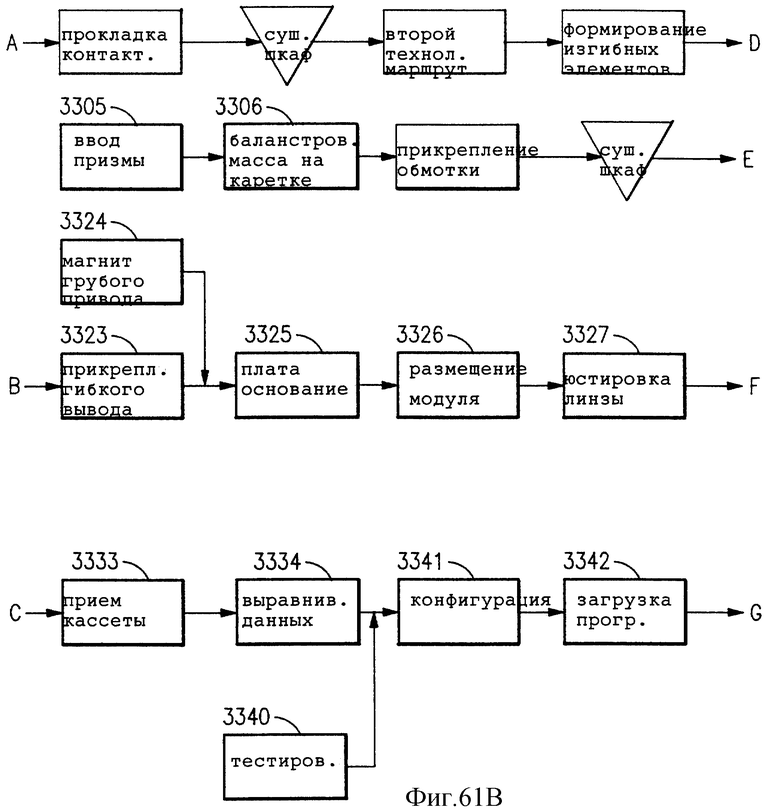
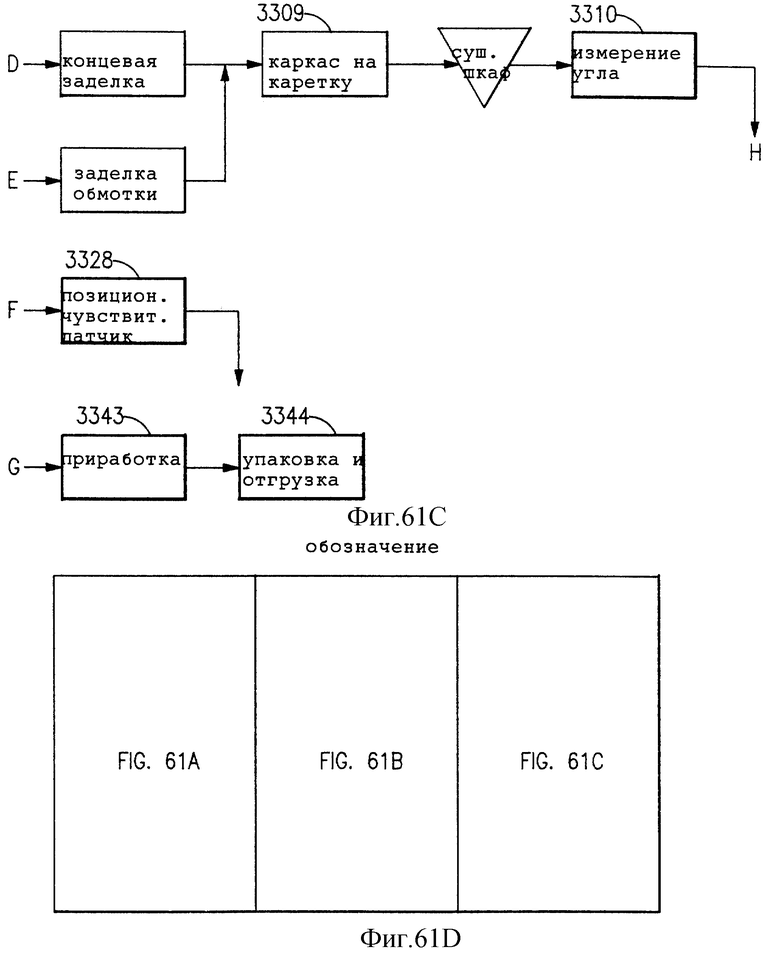
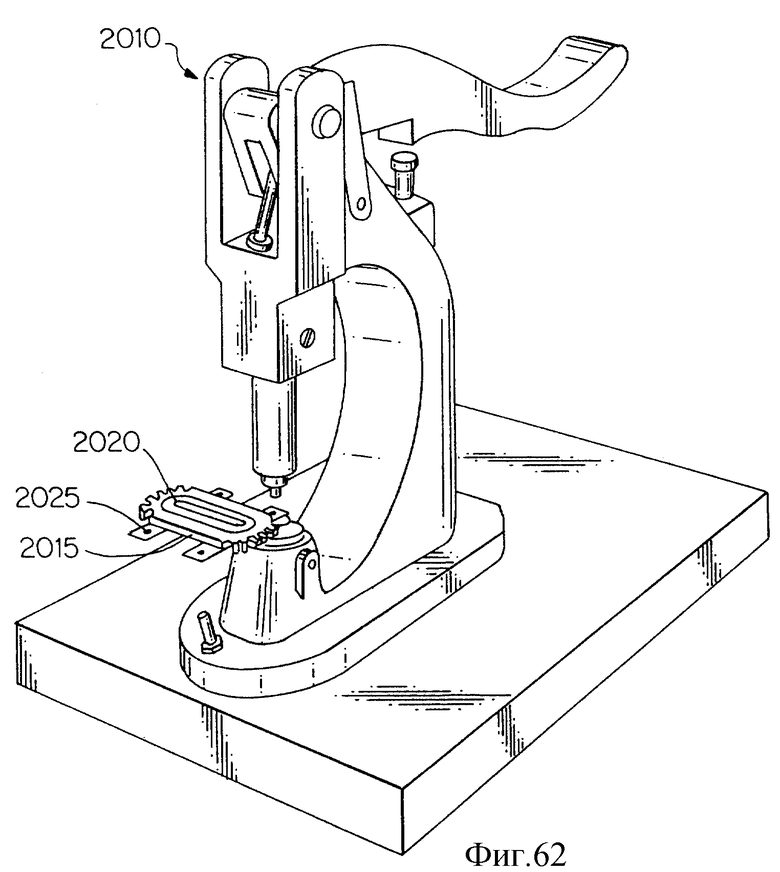
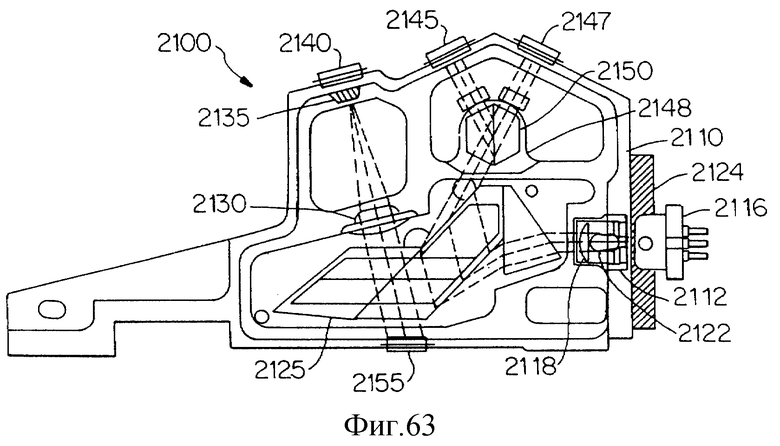
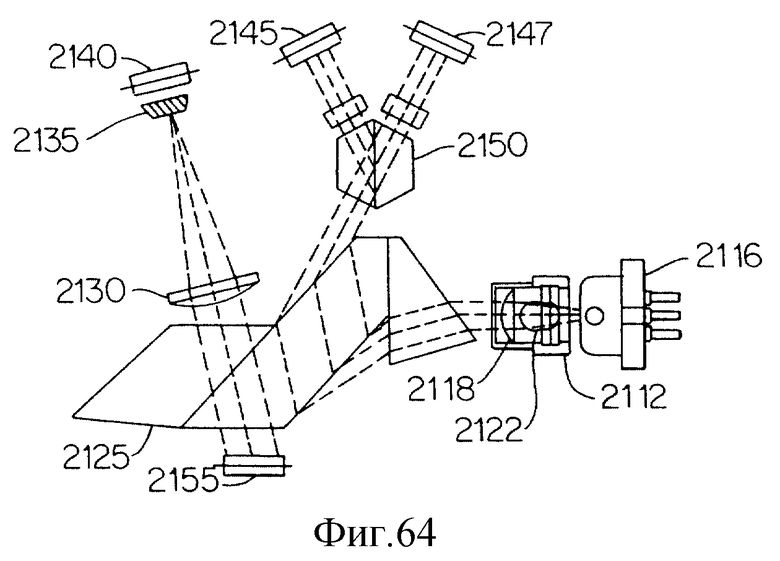
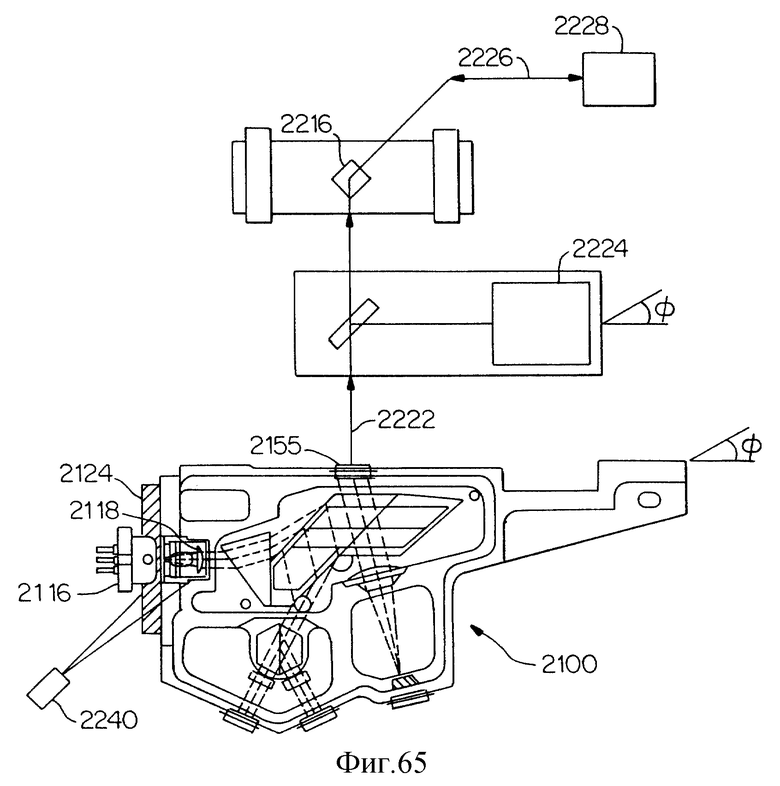
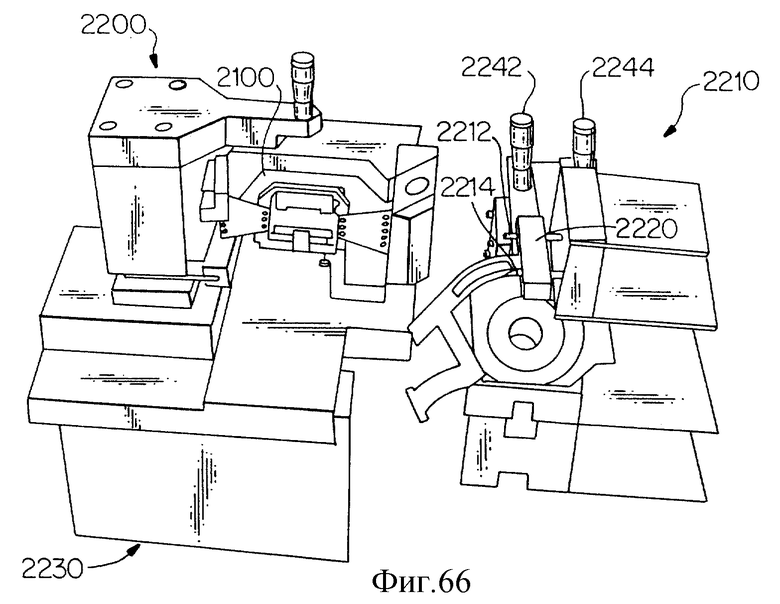
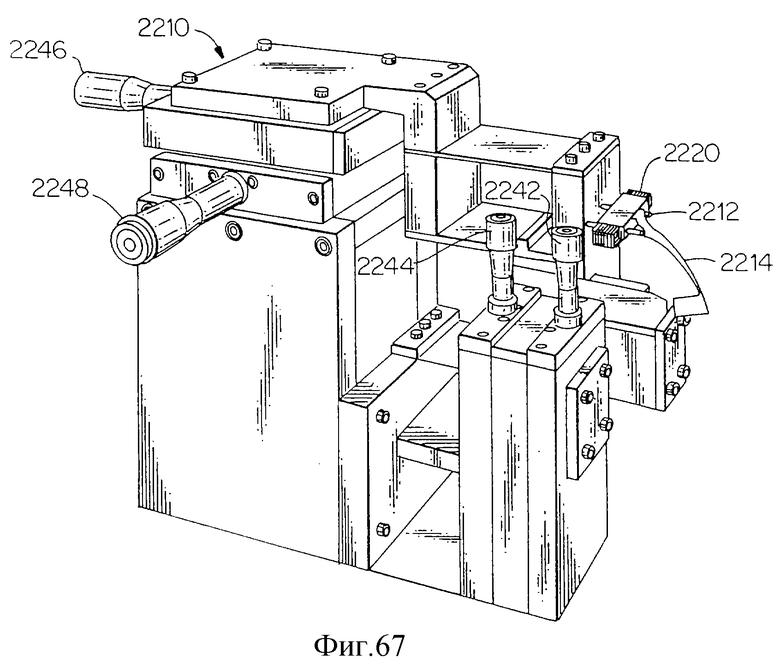
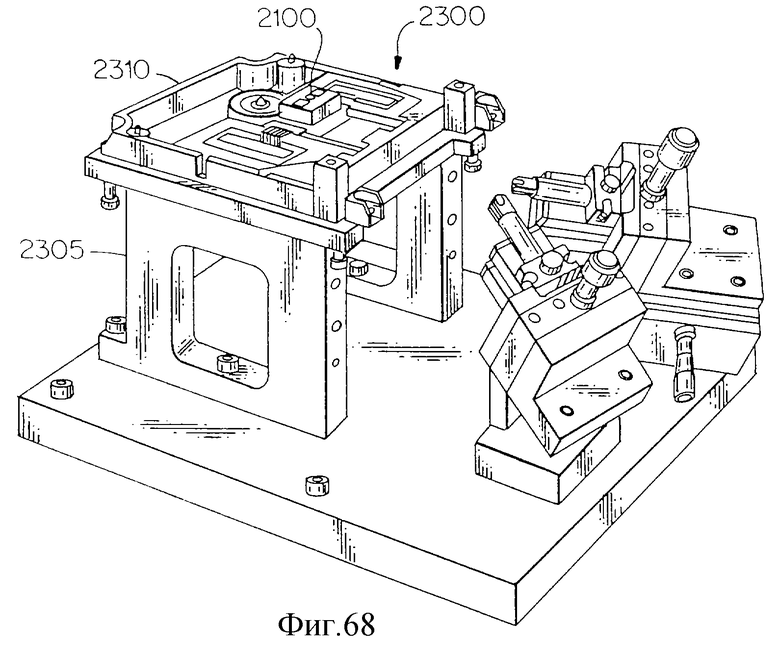
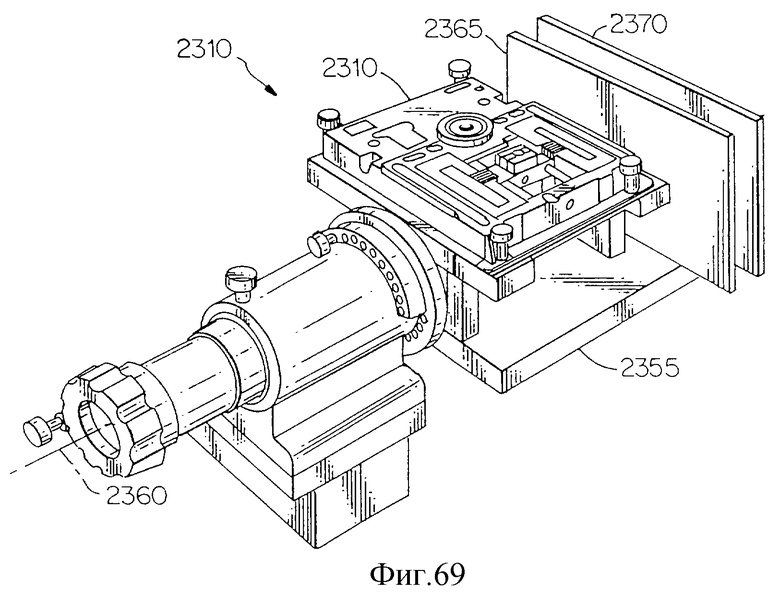
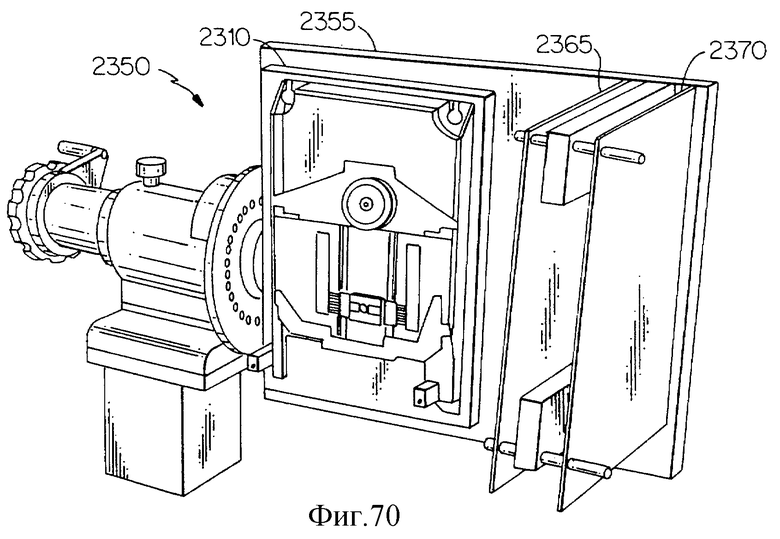
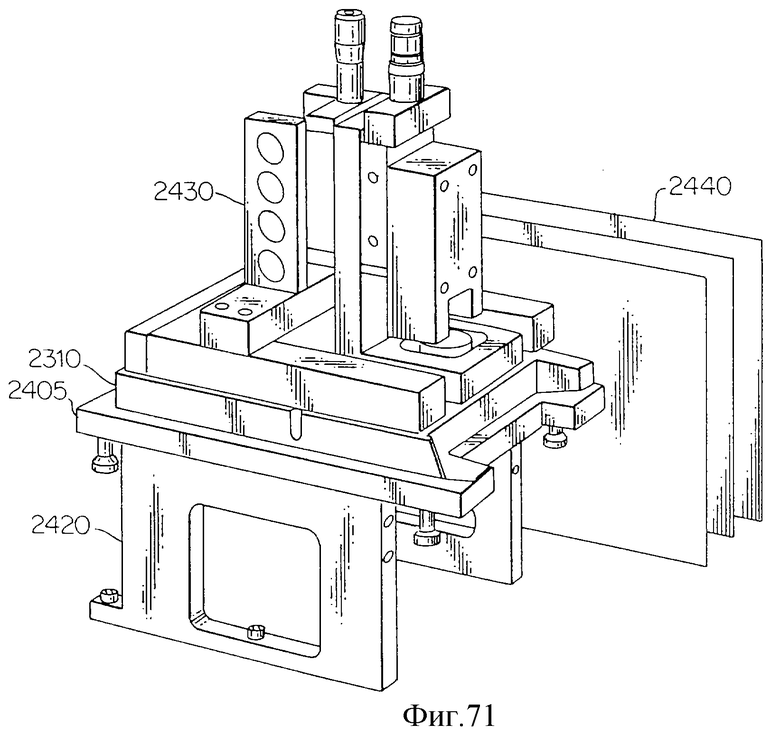
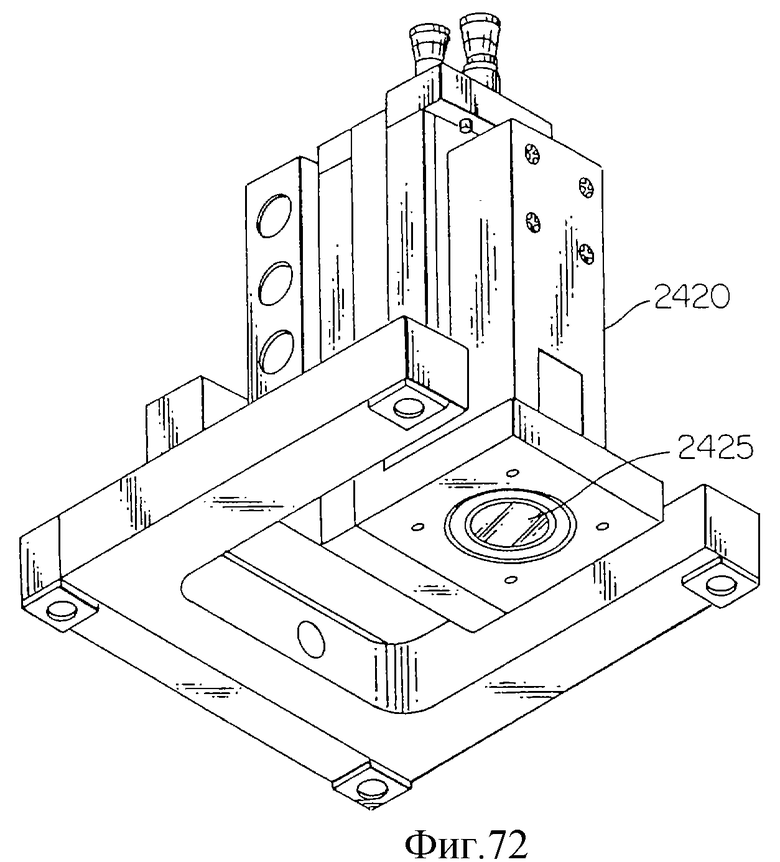
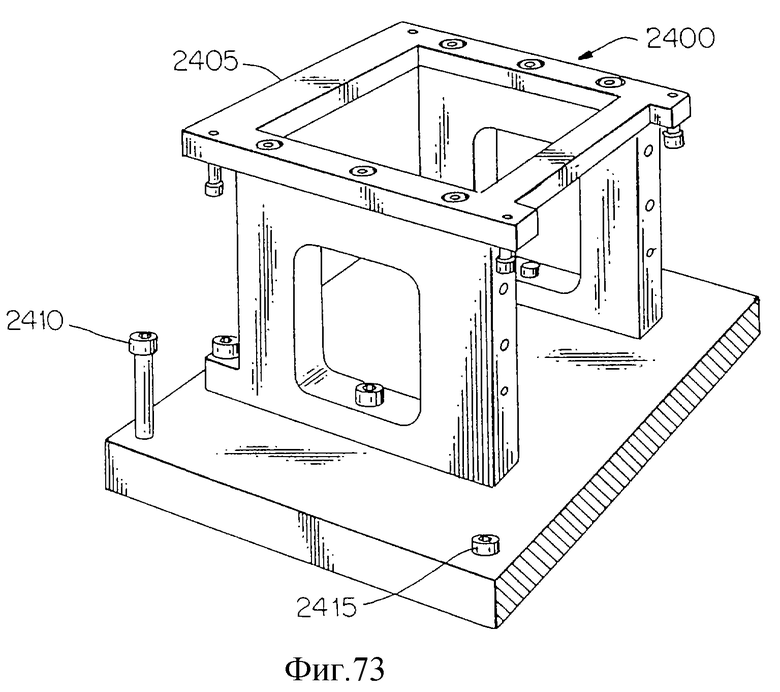
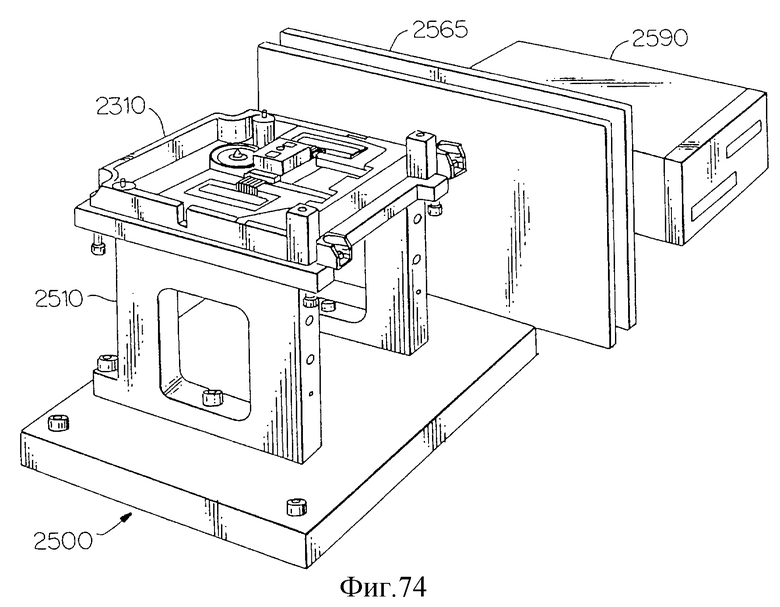
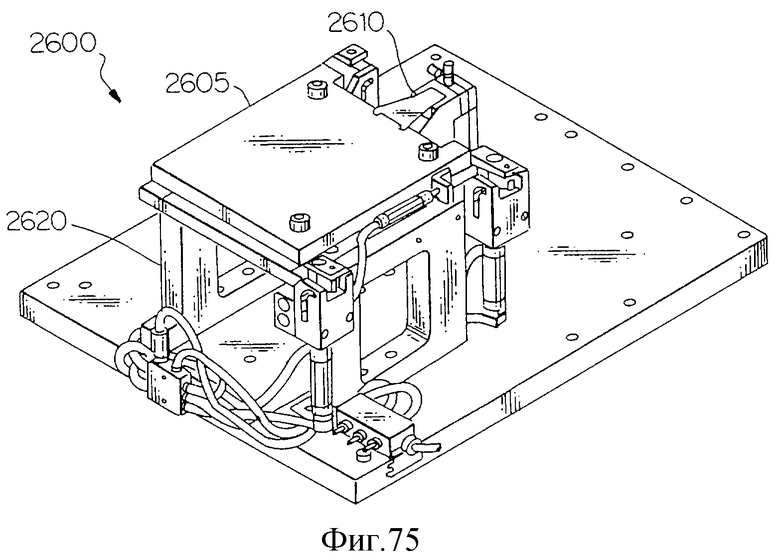
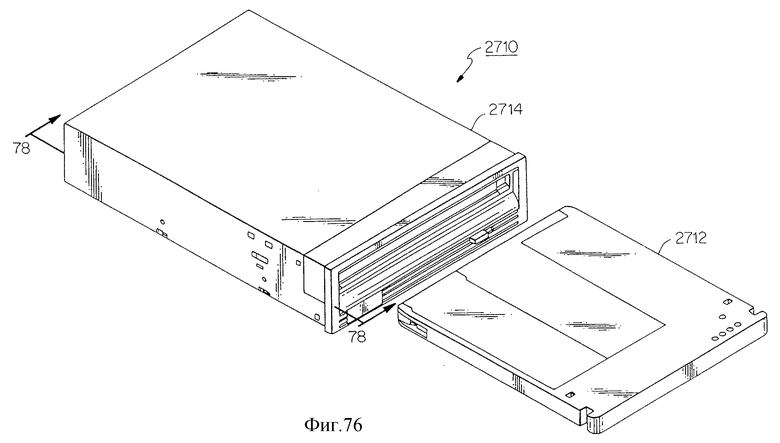
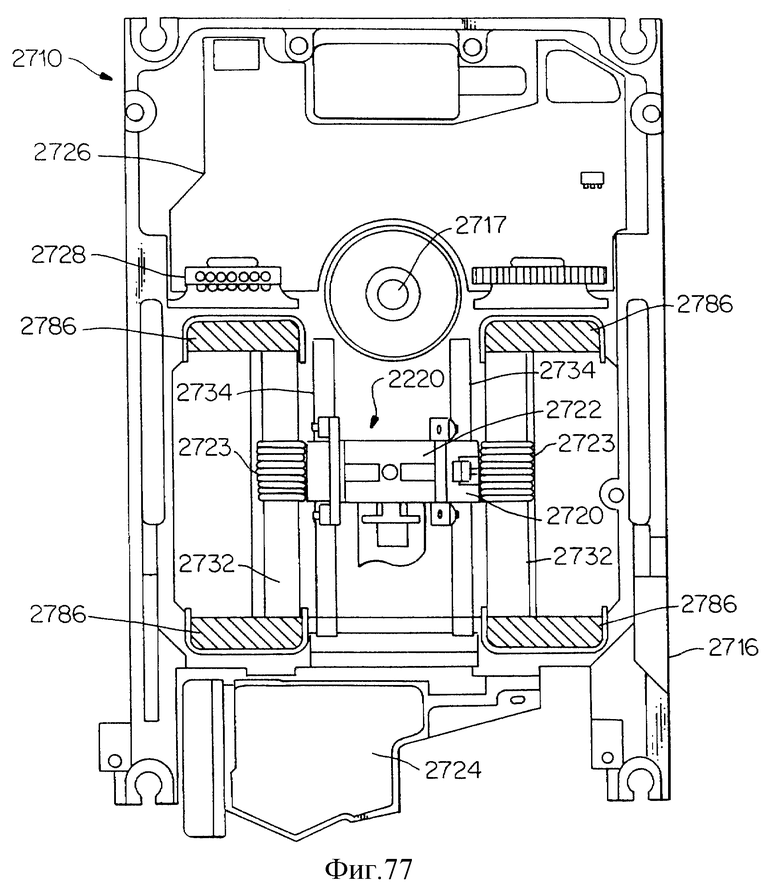
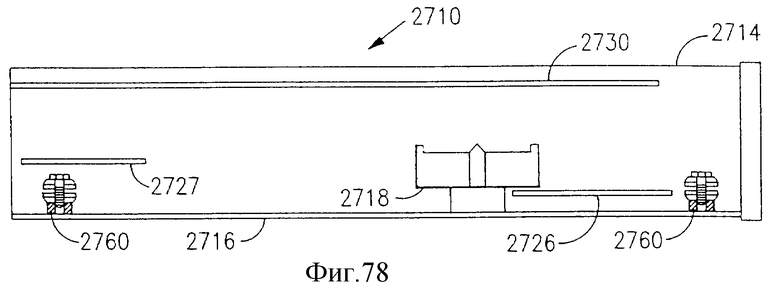
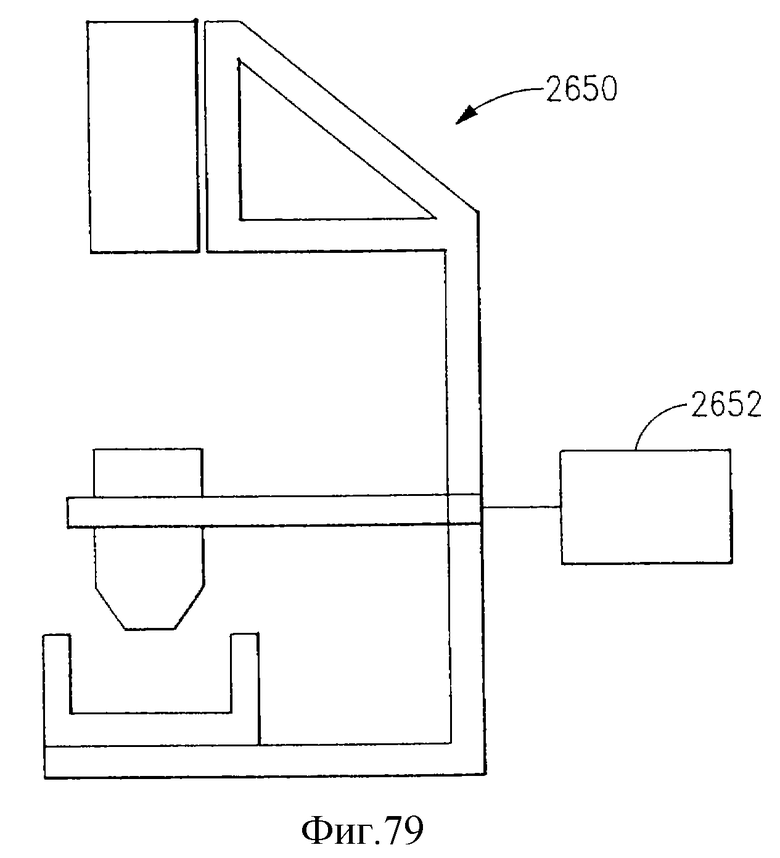
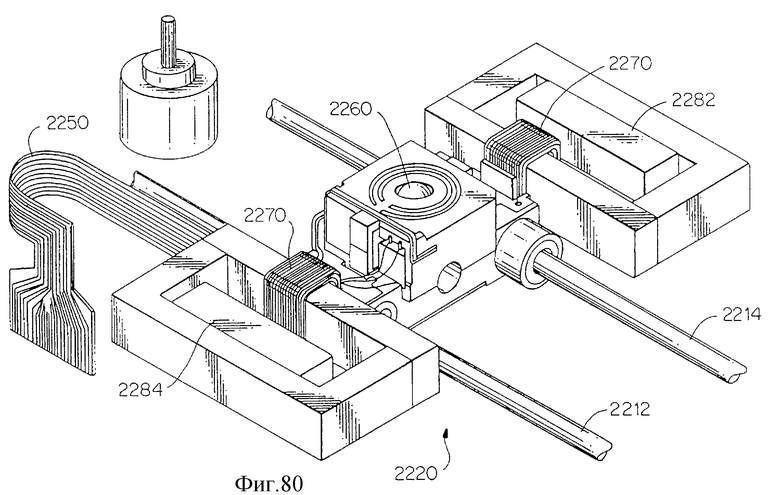
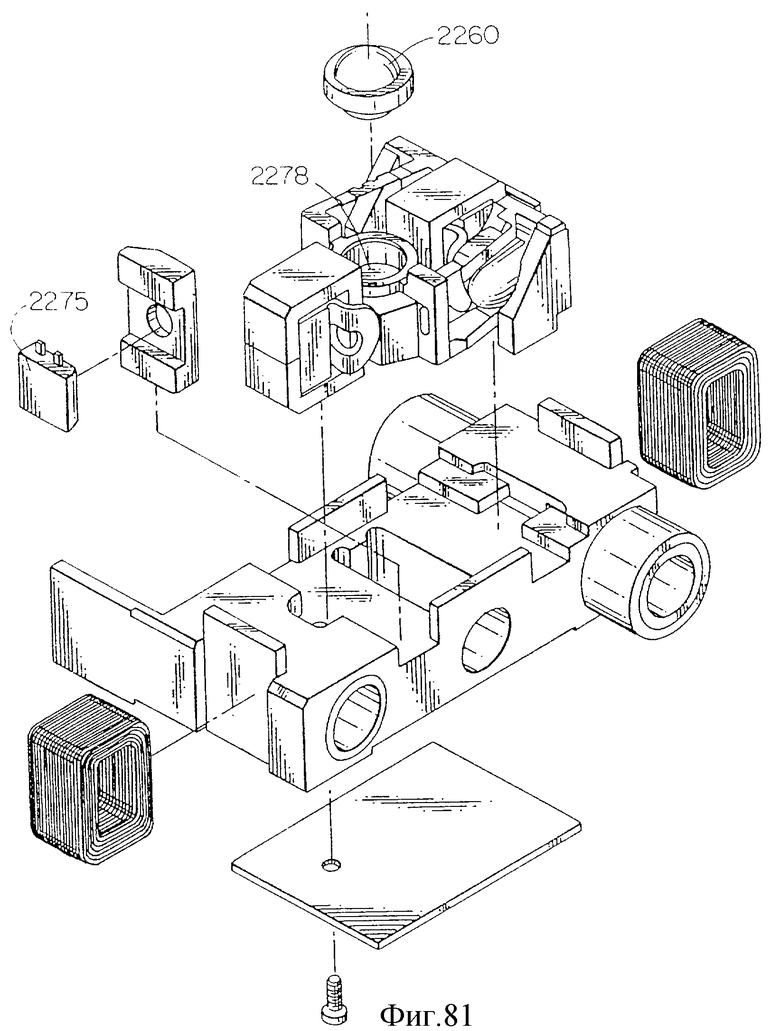
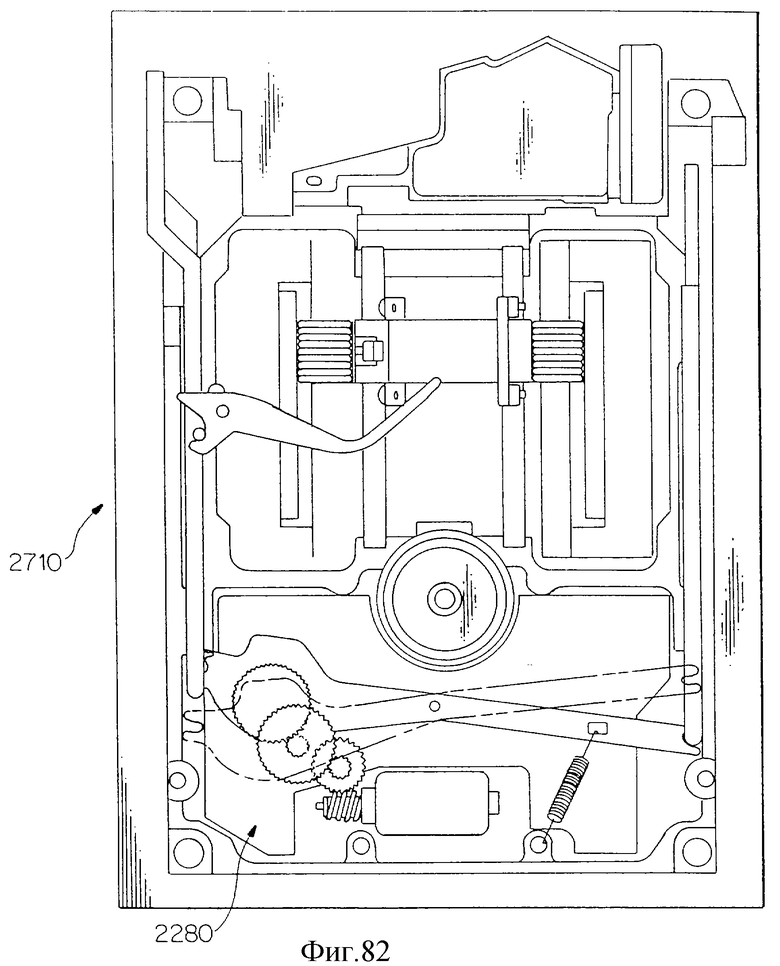
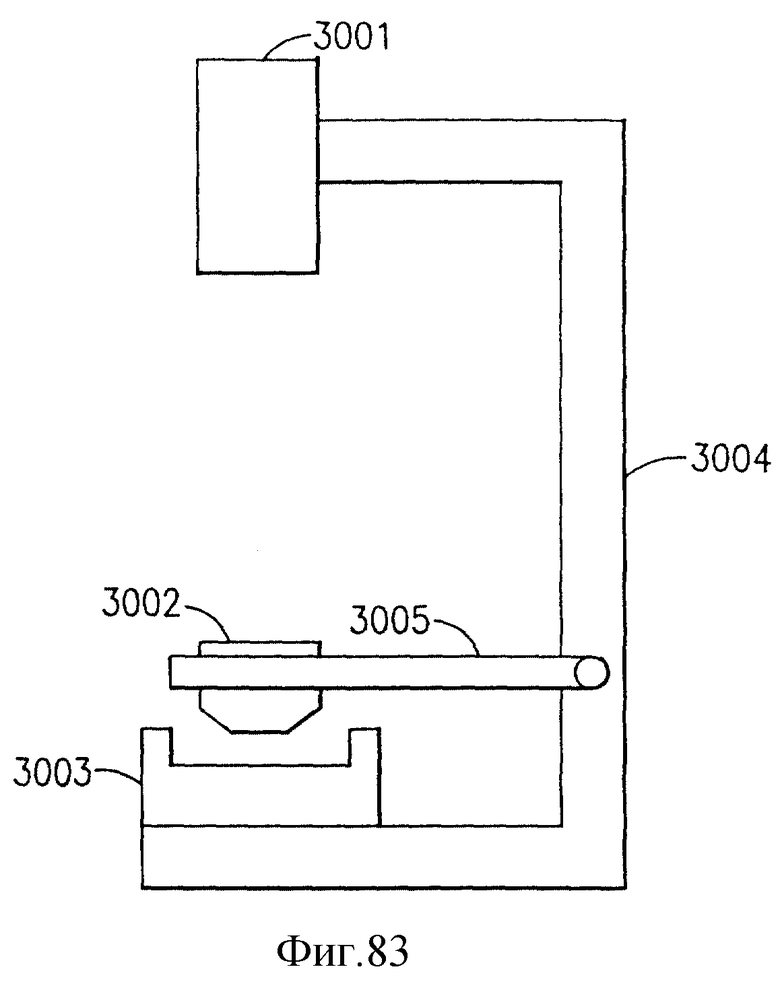
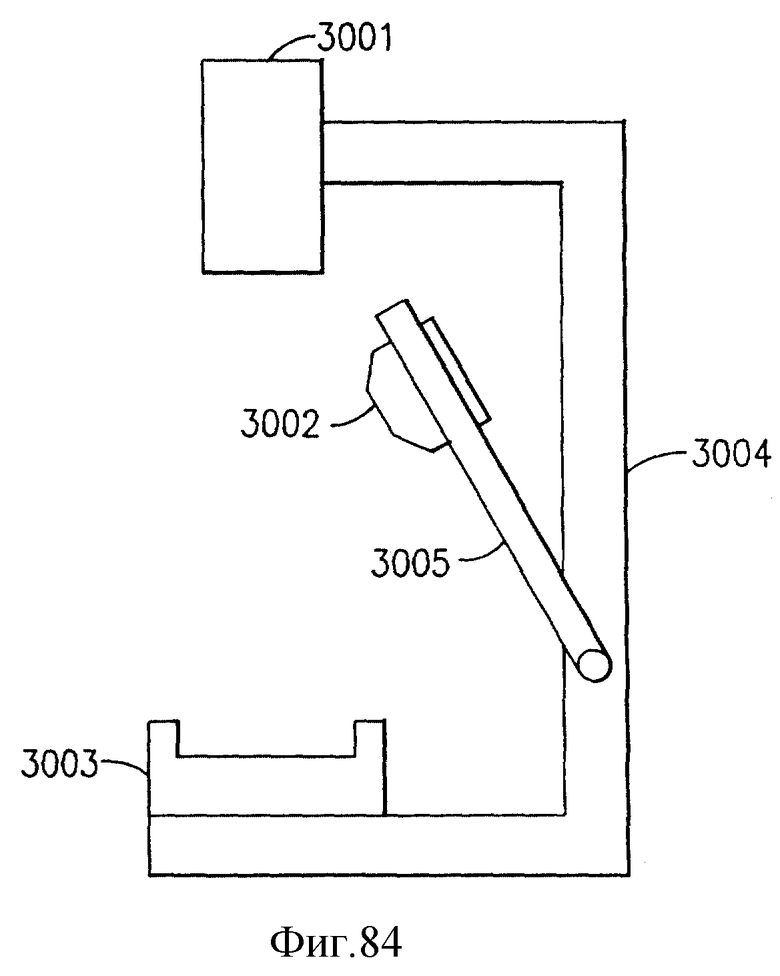
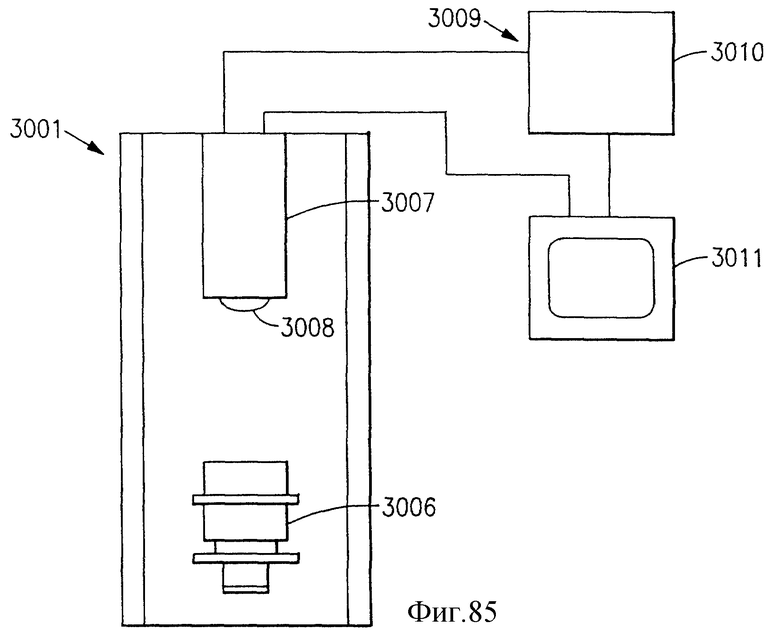
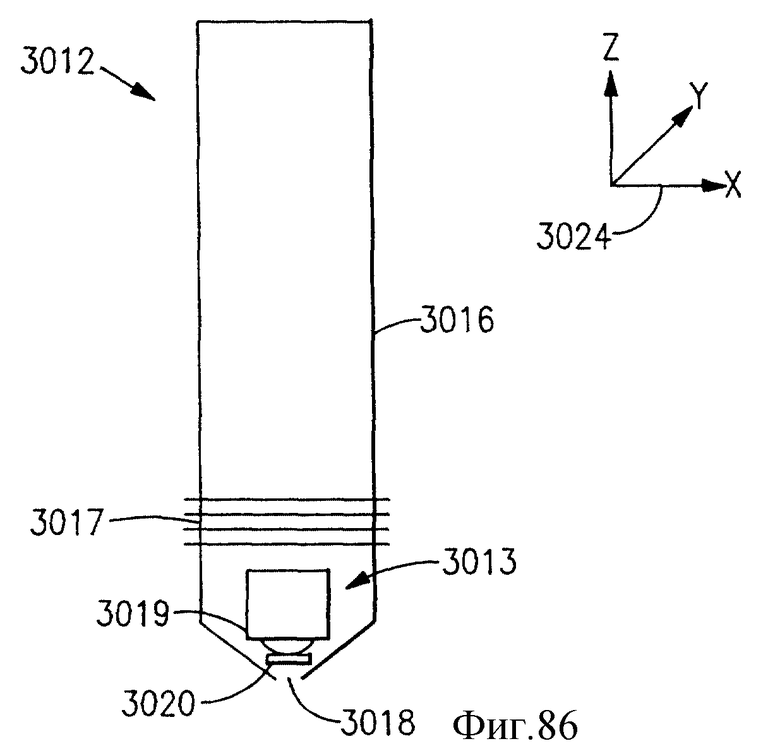
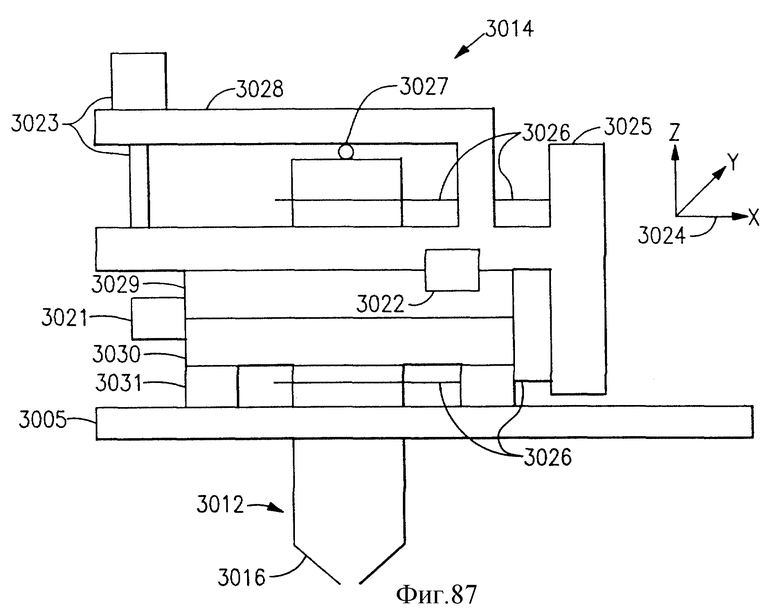
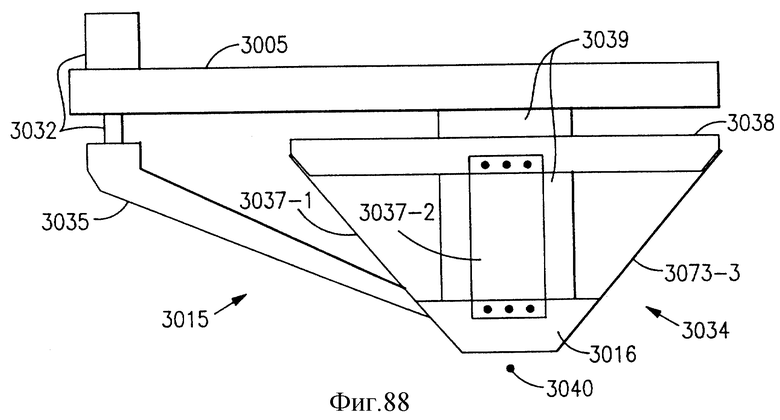
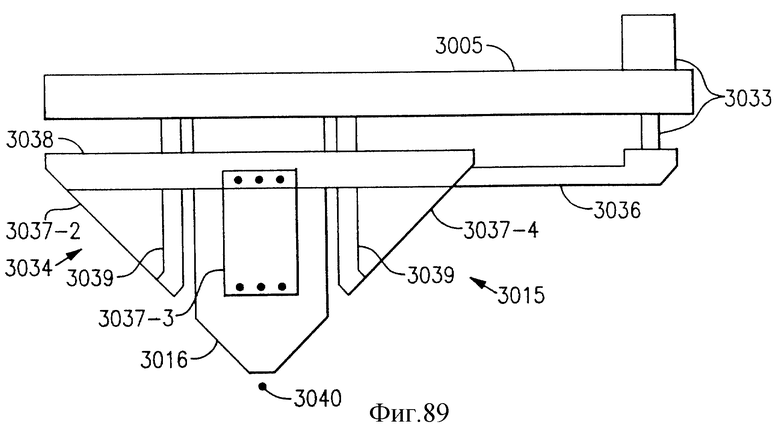
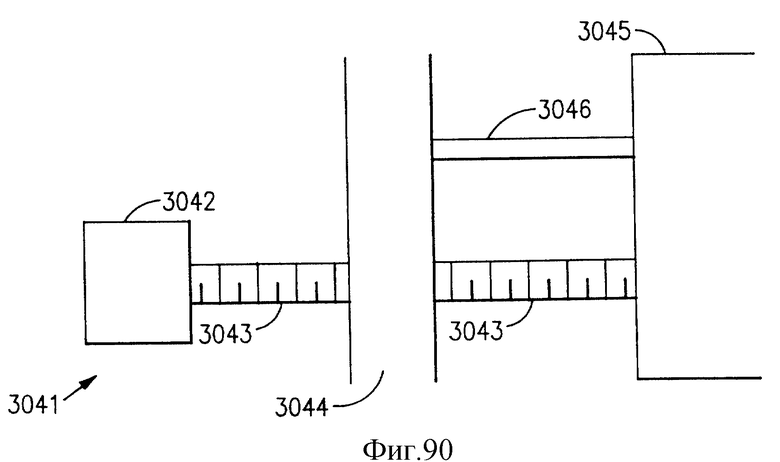
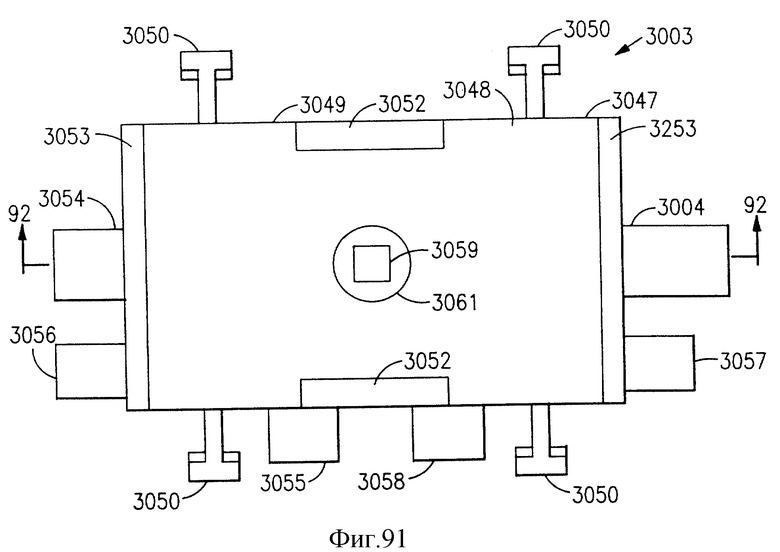
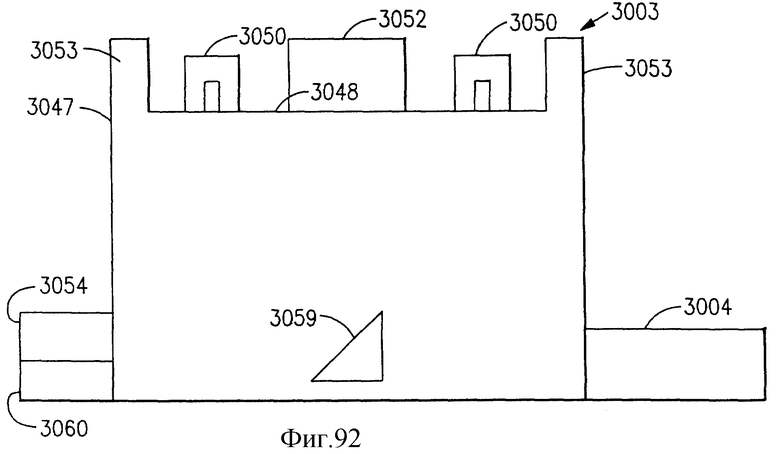
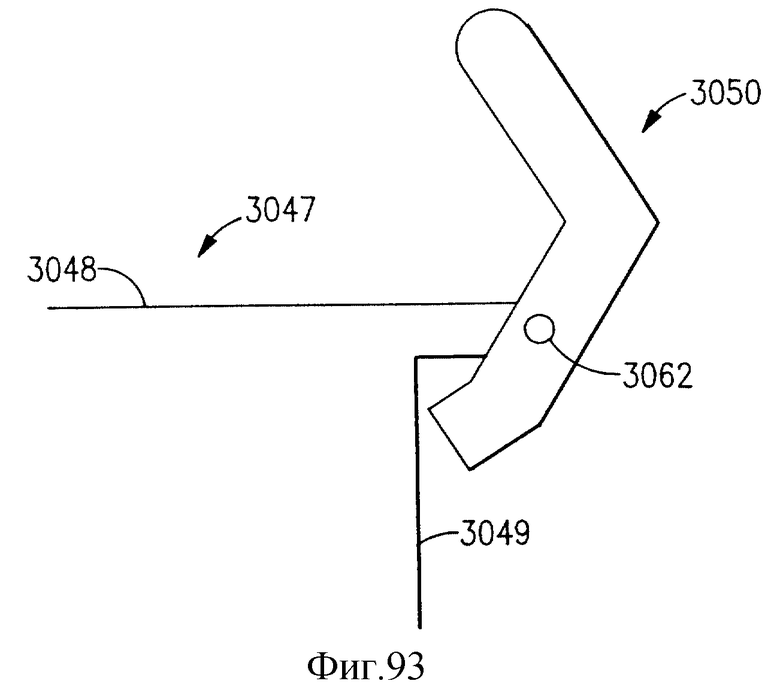
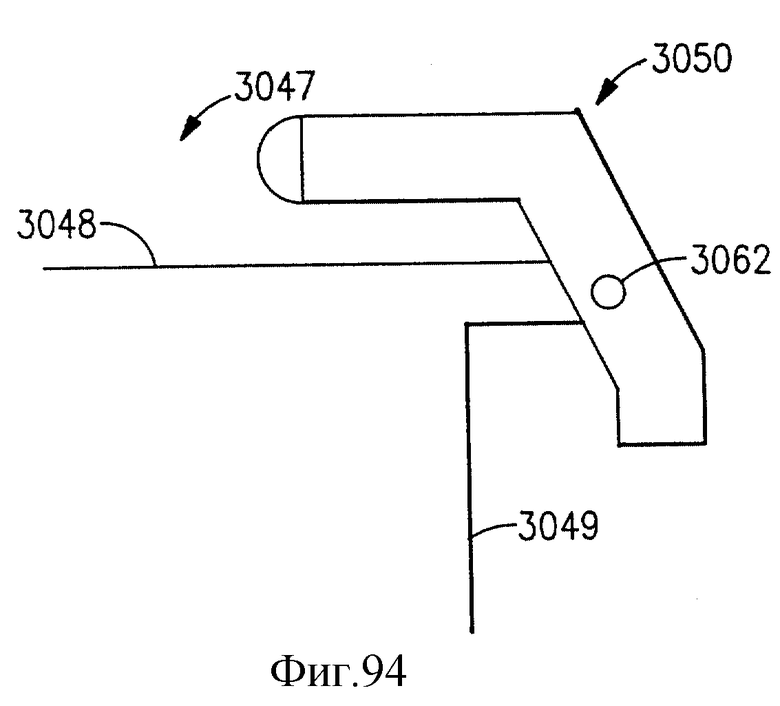
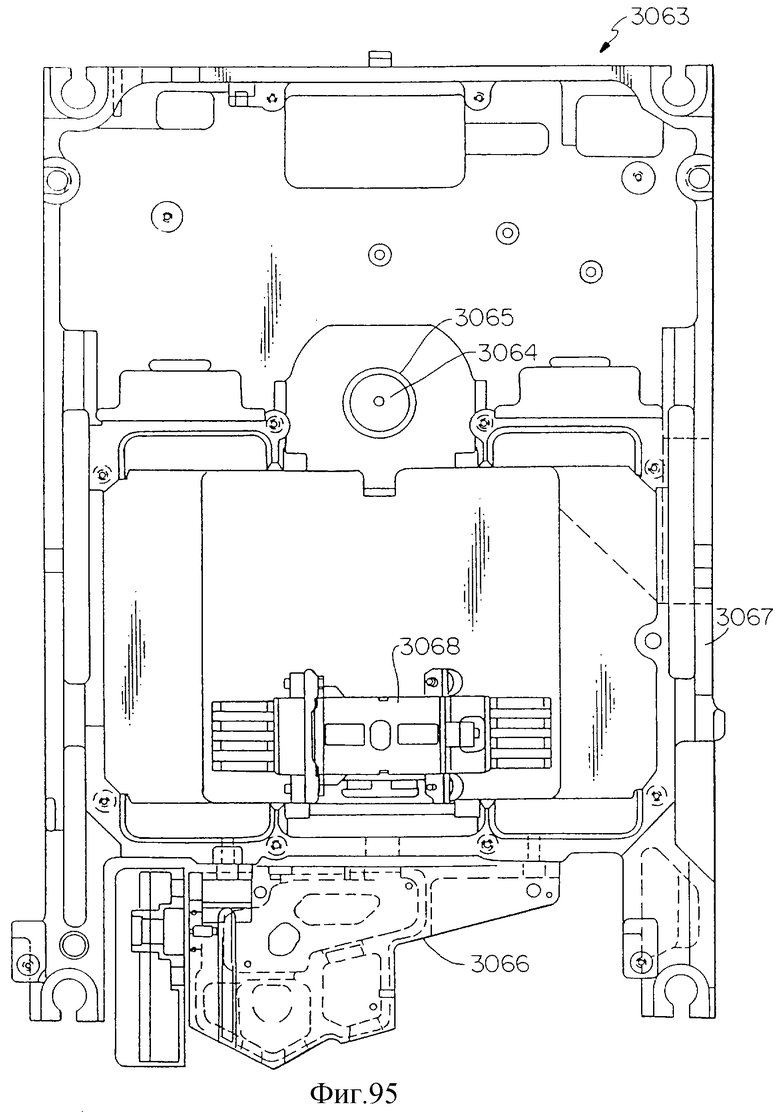
Изобретение относится к технике изготовления носителей информации. Для реализации предложенного способа используют средства введения подшипников и линзы, оснастки для приклеивания обмотки грубого привода и пружины, средство для приклеивания полюсных наконечников, оснастку для введения и проверки пентапризмы, средства определения констант и передаточных характеристик, устройство юстировки оптического модуля, средства для введения призмы, микропризмы и расщепителя пучка, средство юстировки канала считывания, устройство для прикрепления уравновешивающей массы, оснастку для юстировки позиционно-чувствительного датчика, устройство для прикрепления обмотки фокусировки и радиальных обмоток, средства контроля качества для проверки оптического запоминающего устройства до ввода в него линзы объектива и средства для проверки следящей системы. Изобретение обеспечивает улучшенное качество и высокую эффективность изготовления носителя информации. 3 с. и 14 з.п. ф-лы, 134 ил.
| US 5347500 А, 13.09.1994 | |||
| US 5319624 А, 07.06.1994 | |||
| US 5191570 А, 02.03.1993 | |||
| Оптико-механическое запоминающее устройство | 1990 |
|
SU1778782A1 |

