Изобретение относится к технологии тонких пленок, а именно к формированию пленочных покрытий на поверхности материалов ионно-плазменными методами. Способ предназначен для устранения мелкоразмерных шероховатостей на поверхности материала (высотой несколько десятков ангстрем), оставшихся после ее полировки или образовавшихся в результате нанесения на полированную поверхность функциональных слоев. Способ может быть использован для улучшения параметров элементов, применяющихся в рентгеновской и нейтронной оптике.
Известны механические способы полировки поверхности, в которых полируемая поверхность обрабатывается суспензиями или пастами, состоящими из мазеобразной основы, в объеме которой расположены алмазные зерна и в некоторых случаях наполнители [1].
Алмазное полирование обычно используют перед другими методами полировки, например перед химико-механическим полированием. Достоинством метода механического полирования является его универсальность, так как он может успешно применяться на предварительных и окончательных циклах полирования практически любых материалов. Недостатком метода является то, что невозможно получить атомарно-гладкие поверхности. Кроме того, структурное совершенство поверхностных слоев не очень высоко.
Известны химико-механические способы полировки поверхности, в которых полируемая поверхность обрабатывается химически активными суспензиями. В результате поверхностные слои полируемого материала вступают в реакцию с образованием химических соединений, которые затем стираются механически или растворяются [1, 2].
Полированные данным способом поверхности пластин удовлетворяют оптическим требованиям, и при исследовании методами рентгеновской топографии не заметны структурные дефекты.
Недостатком метода является то, что процесс полировки не является универсальным. Суспензию для каждого материала необходимо подбирать отдельно (в некоторых случаях это невозможно). В некоторых случаях могут возникать проблемы, связанные с полным удалением остатков химических веществ с полированной поверхности.
Кроме того, на показатели обработки существенное влияние оказывает не только полирующий состав, но и давление, а также температура полирования. Поэтому параметры процесса (например, скорости съема) могут изменяться со временем. В целом трудоемкость данного метода полировки велика.
Наиболее близко к предлагаемому является вакуумное ионно-лучевое полирующее травление, в основе которого лежит воздействие на поверхность образца направленного потока ионов инертных, химически активных газов и их смесей. Поток ионов может направляться на поверхность образца под разными углами от 0 до 90 градусов. Однако чтобы добиться полирующего эффекта при минимальном нарушении поверхности образца, поток ионов направляют под скользящими углами к поверхности (1-5 градусов). Этот способ осуществляют с помощью известного устройства, состоящего из источника, создающего направленный поток ионов. Источник размещен в технологической камере под заданным углом к поверхности образца, который закрепленн на держателе. Во время полировки держатель может быть как неподвижен, так и перемещаться по заданной траектории [3, 4].
Данный способ позволяет полировать поверхность различных материалов до атомарно-гладкого уровня.
Недостатками данного способа являются:
- так как под воздействием потока ионов образец может сильно нагреваться, нельзя полировать легко плавящиеся материалы (например, полимеры);
- нельзя получить поверхность с малой шероховатостью для материалов, имеющих неоднородную структуру (например, поликристаллическую структуру), а также с большим числом поверхностных дефектов;
- затруднено полирование материалов, имеющих криволинейную форму поверхности.
Недостатки данного устройства:
- проведение процессов травления требует наличия оборудования для получения высокого вакуума 10-5 - 10-6 мм рт.ст.;
- скорость полирующего травления ионным пучком под скользящим к поверхности углом очень мала. Это увеличивает длительность процесса травления;
-для проведения процесса травления необходим ионный источник специальной конструкции, а также система его крепления внутри вакуумной камеры.
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в уменьшении шероховатости поверхности материала, что позволяет улучшить рабочие параметры (увеличить коэффициент отражения и разрешающую способность) устройств для управления потоком рентгеновского и нейтронного излучения.
Уменьшение шероховатости поверхности материала достигается за счет полирующего травления при воздействии плазмы ионов инертных, химически активных газов или их смесей, при этом травлению подвергается поверхность не самого материала, а пленка того же или иного материала, предварительно нанесенная на него из газовой фазы испарением или распылением мишени на толщину, превышающую высоту шероховатости на поверхности; нанесение пленки на подложку и ее полирующее травление повторяются несколько раз с целью получения максимального уменьшения шероховатости; полирующему травлению подвергается верхний слой функциональной структуры; пленка наносится сверху функциональной структуры, сформированной на материале; пленка, наносимая на материал, является углеродной пленкой, состоящей либо только из атомов углерода (C), либо содержащая кроме атомов углерода и атомы газов водорода (H), кислорода (O), фтора (F), азота (N) и др., в свободном или связанном состоянии, включая алмазоподобные углеродные пленки, графитоподобные углеродные пленки, пленки гидрогенизированного углерода, пленки тетраэдрического углерода и др. (a-C:H, a-C, a-C:F:H, ta-C, a-C:N:H и др.).
Устройство состоит из держателя образца и источника плазмы заряженных частиц, при этом плазма возбуждается подачей переменного напряжения на держатель, к которому прикреплен образец; плазма возбуждается индукционным методом; плазма возбуждается в диодной системе; на держатель подается дополнительное постоянное смещение; нанесение пленки на материал и ее травление проводят на одном устройстве путем смены рабочих газов; держатель имеет сложную форму; плазма возбуждается в постоянном или переменном магнитное поле; плазма возбуждается одновременно в двух скрещенных электрических полях разной частоты.
Полирование материалов в плазме осуществляется методами ионно-лучевого или реактивного ионно-лучевого травления [5]. В этих методах пучок ионов инертных и химически активных газов: аргона, кислорода и азота направляется на поверхность. Достижение полирующего эффекта ионно-лучевой обработки основывается на зависимости коэффициента распыления от угла падения ионов на поверхность материала, локальные участки которого расположены под различными углами по отношению к ионному пучку. При этом на поверхности преимущественно распыляются выступы, поскольку угол падения на них ионов соответствует максимальному коэффициенту распыления.
Однако ионно-лучевое полирование материалов имеет один существенный недостаток. Проблема состоит в том, что часто сами обрабатываемые материалы имеют поверхностные микродефекты (дислокации, включения, поры и др.), а также поверхностные загрязнения (чужеродные атомы, микрочастицы пыли и др.). Все это приводит к тому, что разные участки поверхности материала травятся с разной скоростью. Поэтому в зависимости от исходного качества обрабатываемого материала всегда имеет место остаточная шероховатость поверхности (σ ≈ 10 ангстрем). То есть, используя даже самые совершенные методы полировки, не всегда можно получить атомарно-гладкую поверхность. Рассеяние волн на подобных шероховатостях является одним из важнейших факторов, влияющих на качество рентгеновской и нейтронной оптики. Устранение или уменьшение влияния шероховатости поверхности является чрезвычайно актуальной задачей.
К решению данной проблемы можно подойти с другой стороны.
Для того чтобы получить атомарно-гладкую поверхность, необходимо первоначально нанести на нее изотропную и однородную пленку того же или другого материала. А затем проводить полирующее травление этой пленки. При этом необходимо подобрать свойства и условия травления пленки таким образом, чтобы в процессе травления одновременно происходило и уменьшение шероховатости ее поверхности. Тогда, остановив процесс травления до полного удаления пленки, получим подложку с пленкой, у которой шероховатость поверхности меньше, чем у самой подложки.
Одним из наилучших материалов для получения атомарно-гладких поверхностей являются пленки углерода, осаждаемые ионно-плазменными методами. Углеродные пленки при определенных условиях роста могут иметь шероховатость поверхности σf < 10 ангстрем.
Основными преимуществами таких углеродных пленок являются:
- однородность и изотропность;
- простота травления (углеродные пленки легко травятся в химически активной плазме кислорода);
- возможность получения сверхтонких сплошных слоев;
- минимальная длина межатомных связей.
Возможность получения сверхтонких углеродных пленок (30 - 50 ангстрем) делает их практически не различимыми на поверхности. При этом широкий диапазон изменения свойств позволяет подобрать их параметры таким образом, чтобы скорости травления материала пленки и самого образца были одинаковы.
Осаждение пленок на поверхность материала можно проводить как из газовой фазы, так и распылением твердой мишени. Травление пленки проводится в плазме низкого давления P=0,1-100 Па. Возбуждение плазмы, как правило, осуществляют переменным напряжением с частотой от 50 кГц до нескольких ГГц в присутствии постоянного или переменного магнитного поля.
Об увеличении или уменьшении шероховатости поверхности можно судить по изменению интенсивности отраженного от системы пленка - подложка потока рентгеновского излучения. Действительно, если взять идеально гладкую поверхность, то коэффициент отражения от нее будет максимальным, поскольку весь падающий поток отражается под углом θ, равным углу падения. При наличии рельефа на поверхности ситуация меняется. Влияние рельефа на коэффициент отражения заключается в том, что часть излучения будет отражаться не под углом θ, а под некоторым произвольным углом и не регистрируется детектором. То есть будет происходить рассеяние части падающего на поверхность рентгеновского излучения (подобно тому, как происходит рассеяние видимого света от матовой поверхности). Следовательно, по интенсивности зеркально отраженного излучения можно судить об изменении шероховатости поверхности.
Интенсивность отраженного от системы пленка - подложка рентгеновского излучения (I) при изменении толщины пленки (d) изменяется косинусоидально [6]. Форма косинусоиды зависит как от параметров подложки, которые известны, так и от параметров пленки. Изменение шероховатости поверхности пленки будет приводить к изменению средней интенсивности отраженного излучения Iср= (Imax+Imin)/2 (Imax и Imin - максимальные и минимальные значения интенсивности на зависимости I=f(t)). Если в процессе осаждения или травления пленочного покрытия σf увеличивается по сравнению с σs, то Iср будет уменьшаться [5]. Если σf уменьшается, то Iср - увеличивается.
Способ иллюстрируется следующими чертежами.
Фиг. 1 - cхема технологического устройства: 1 - рентгеновская трубка; 2 - коллимационная система; 3 - детектор; 4 - блок регистрации, соединенный с компьютером; 5 - окна; 6 - образец; 7 - держатель образца; 8 - система газонапуска; 9 - электродвигатель; 10 - высокочастотный генератор; 11 - вакуумная камера; 12 - магнетронный источник.
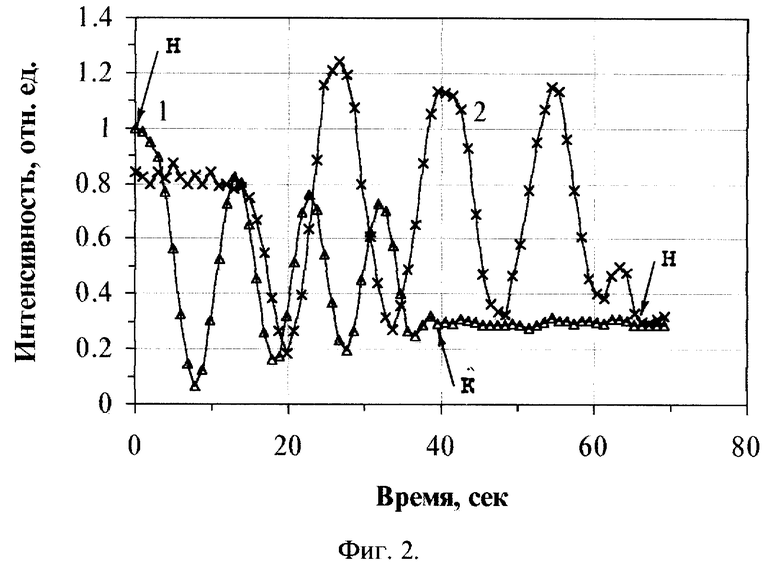
Фиг. 2 - зависимость интенсивности отраженного луча от времени при осаждении (1) и травлении (2) углеродной пленки, полученной осаждением из газовой фазы в плазме, возбуждаемой ВЧ-напряжением.
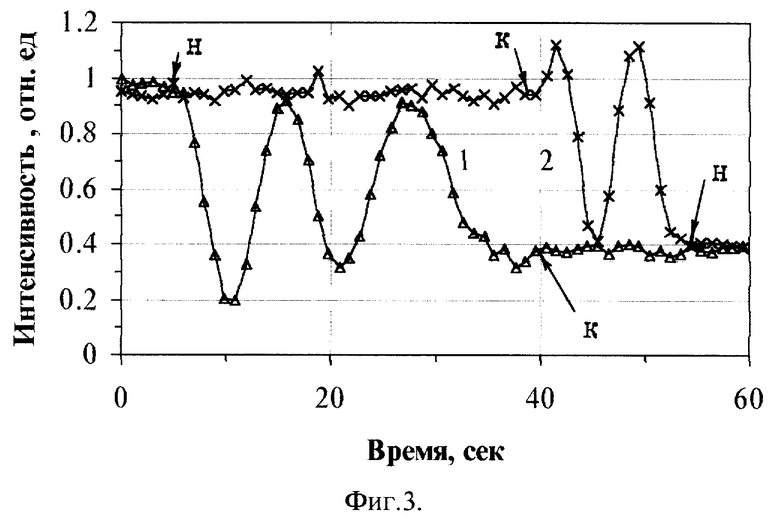
Фиг. 3 - зависимость интенсивности отраженного луча от времени при осаждении (1) и травлении (2) углеродной пленки, полученной осаждением из газовой фазы в плазме, возбуждаемой ВЧ-напряжением.
Фиг. 4 - зависимость I(t) для пленки, полученной магнетронным распылением графитовой мишени в среде C6H12/Ar=1/1 (кривая 1) и зависимость Iт(t) (кривая 2).
Лучший вариант осуществления изобретения.
Для осуществления предлагаемого способа разработана вакуумная камера (фиг. 1), оснащенная специализированным оборудованием. Внутри откачиваемой вакуумной камеры 11 встроено устройство для проведения процессов осаждения углеродных пленок и их полирующего травления. Образец 6 крепится к держателю образца 7. Частота вращения подложкодержателя задается электродвигателем 9. Держатель 7 соединен с высокочастотным генератором 10, который возбуждает высокочастотный электрический разряд в камере. Подача рабочих газов производится через систему газонапуска 8. Для контроля процесса осаждения слоев и их последующего полирующего травления с вакуумной камерой соединена система in-situ рентгеновского контроля толщины и шероховатости поверхности слоев во время проведения технологического процесса. Ввод и вывод рентгеновского луча осуществляется через специальные окна 5. Система состоит из рентгеновской трубки 1, коллимационной системы 2, детектора 3, блока регистрации, соединенного с компьютером 4.
Предлагаемый способ осуществляется следующим образом.
Образец 6 крепится к подложкодержателю 7. Вакуумная камера откачивается до остаточного давления 10-2 мм рт.ст. Далее в камеру через систему газонапуска 8 напускается углеродсодержащий газ (C6H12), устанавливается рабочее давление 5•10-1 мм рт.ст. и включается ВЧ-генератор 10. При этом в камере зажигается электрический разряд и начинается рост углеродной пленки на образце. Толщина и шероховатость растущей пленки контролируется рентгеновской системой. После покрытия образца углеродной пленкой толщиной (d), превышающей высоту шероховатостей (h ≈ 4σs) на поверхности образца, процесс осаждения останавливается. Углеродсодержащий газ откачивается из камеры 11. Далее в камеру через систему газонапуска напускается кислород. Рабочее давление кислорода в камере может изменяться от 10-1 мм рт.ст. до нескольких мм рт. ст. Это зависит от конструкции камеры и подложкодержателя, параметров генератора (рабочей частоты генератора, его мощности) и др. В целом, условия травления углеродной пленки подбираются таким образом, чтобы добиться минимальной шероховатости ее поверхности. Далее включают ВЧ-генератор, и осуществляется процесс полирующего травления. Травление углеродной пленки заканчивают до ее полного удаления с поверхности образца.
Пример 1. Осаждение и травление углеродной пленки.
Вид типичной экспериментальной зависимости интенсивности отраженного излучения от времени проведения процесса осаждения углеродной пленки показан на фиг. 2 (кривая 1). Углеродная пленка была получена из C6H12 в плазме, возбуждаемой высокочастотным (ВЧ) электрическим разрядом (13,56 МГц). Осаждение проводилось на пластину кремния.
Из фиг. 2 видно, что в процессе роста углеродной пленки зависимость Io(t) осциллирует. Период повторения осцилляций равен 44 ангстрем. Стрелки на фиг. 1 показывают начало ("н") и конец процесса нанесения и травления ("к"). Интенсивность отраженного сигнала в максимумах не превышает Is, контрастность осцилляций (K=(Imax-Imin)/(Imax+Imin)) медленно уменьшается. Известно, что в подобных процессах пленка повторяет профиль поверхности. После достижения толщины 160 ангстрем процесс роста пленки был остановлен.
Травление полученной углеродной пленки проводилось в кислородной плазме, возбуждаемой высокочастотным (ВЧ) электрическим разрядом. Полученная зависимость Iт(t), представлена на фиг. 2, кривая 2. Видно, что зависимость Iт(t) хорошо повторяет в обратном порядке зависимости Io(t). Однако по абсолютным значениям Iт(t) идет выше, чем Iо(t) и Is. Это является следствием того факта, что шероховатость поверхности пленки при травлении не только меньше, чем при ее осаждении, но и меньше, чем у исходной подложки. После удаления углеродной пленки с поверхности Si коэффициент отражения перестал осциллировать.
Пример 2.
На фиг. 3. показаны зависимости I=f(t) при осаждении (кривая 1) и травлении (кривая 2) углеродной пленки. Осаждение проводилось при тех же условиях, что и в примере 1.
Из фиг. 3 видно, что в процессе роста углеродной пленки зависимость Iо(t) осциллирует. Толщина выращенной пленки d=110 ангстрем. Далее процесс осаждения был прекращен. После этого был проведен процесс травления выращенной углеродной пленки (при условиях, что и в примере 1). Полученная зависимость показана на фиг. 3, кривая 2. Процесс травления углеродной пленки был прекращен после удаления 70 ангстрем. Следовательно, на поверхности кремниевой пластины осталась сверхтонкая пленка толщиной порядка 40 ангстрем, с шероховатостью поверхности меньшей, чем у Si. Шероховатость поверхности (σs) кремниевых пластин составляет приблизительно 8 ангстрем. Тогда можно найти значение σf для поверхности пленки [5]. Было получено, что σf = 6,5 ангстрем.
Пример 3.
На фиг. 4 показаны зависимости Iо(t) и It(t) пленки, полученной магнетронным распылением в смеси C6H12/Ar=1/1. Видно, что в процессе роста пленки на кремниевой подложке зависимость Iо(t) практически не изменяется, а остается приблизительно равной Is. Такой вид зависимости возможен в случае, если оптические константы пленки и подложки совпадают, а шероховатость поверхности пленки совпадает с шероховатостью поверхности кремния. Найти толщину пленки, естественно, невозможно.
При проведении травления осцилляции отраженного излучения также не наблюдаются. Однако зависимость Iт(t) идет значительно выше, чем Io(t). Следовательно, и в этом случае в процессе травления шероховатость поверхности пленки меньше, чем у подложки на 2,5 ангстрема. После удаления пленки с поверхности кремния интенсивность отраженного излучения уменьшается до значения, соответствующего отражению от чистой подложки перед началом процесса осаждения.
Литература
1. Обработка полупроводниковых материалов, под ред. Новикова Н.В. -Киев: Наукова думка, 1982, 256 с.
2. I. Ali, S.R.Roy, G. Shinn, Chemical-mechanical polishing of interlayer dielectric: a review, Solid State Technology, October 1994, p.63.
3. Ивановский Г.Ф., Петров В.И. Ионно-плазменная обработка материалов. -М.: Радио и связь, 1986, 232 с.
4. S. Ilias, G.Sene, P.Moller, V.Stambouli, J.Pascallon, D.Bouchier, A. Gicquel, A.Tardieu, E.Anger, M.F.Ravet, "Planarization of diamond thin film surfaces by ion beam etching at grazing incidence angle", Diamond and Related Materials, 1996, N 5, с. 835-839.
5. Плазменная технология в производстве СБИС. -М.: Мир, 1987, 469 с.
6. A. Baranov, S. Tereshin, I. Mikhailov, Proc. SPIE, 1996, v.2863, p. 359-367.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ПЛЕНОЧНЫХ ПОКРЫТИЙ И ПОВЕРХНОСТЕЙ В ПРОЦЕССЕ ИХ ИЗМЕНЕНИЯ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2199110C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ПЛЕНОЧНЫХ ПОКРЫТИЙ И ПОВЕРХНОСТЕЙ В РЕАЛЬНОМ ВРЕМЕНИ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2194272C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОТОКОМ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2109358C1 |
| Просветляющее оптическое многослойное покрытие | 2002 |
|
RU2217394C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ПЛЕНОЧНОГО ПОКРЫТИЯ В ПРОЦЕССЕ ИЗМЕНЕНИЯ ТОЛЩИНЫ ПЛЕНКИ НА ПОДЛОЖКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087861C1 |
| Мощный источник направленного экстремального ультрафиолетового излучения c длиной волны 9 - 12 нм для проекционной литографии высокого разрешения | 2023 |
|
RU2808771C1 |
| СПОСОБ ПОЛУЧЕНИЯ НА ПОДЛОЖКЕ КАЛЬЦИЙ-ФОСФАТНОГО ПОКРЫТИЯ | 2008 |
|
RU2372101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПЕРЕХОДА ДЖОЗЕФСОНА | 1996 |
|
RU2105390C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2599073C1 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |

Изобретение относится к технологии тонких пленок и может быть использовано при создании элементов рентгеновской и нейтронной оптики. Способ включает воздействие на поверхность плазмы инертных и химически активных газов, обеспечивающих травление поверхностного слоя с одновременной полировкой поверхности, при этом травлению подвергают поверхность не самого материала, а пленку того же или иного материала, предварительно нанесенную на него из газовой фазы испарением или распылением мишени. Устройство содержит держатель образца и систему формирования плазмы, размещенные в вакуумной камере, причем держатель образца выполнен произвольной формы с возможностью подачи на него переменного напряжения и дополнительного постоянного смещения и возможностью размещения его в постоянном или переменном магнитном поле. Изобретение позволяет уменьшить шероховатость поверхности за счет проведения ионно-плазменной полировки. 2 с. и 3 з.п. ф-лы, 4 ил.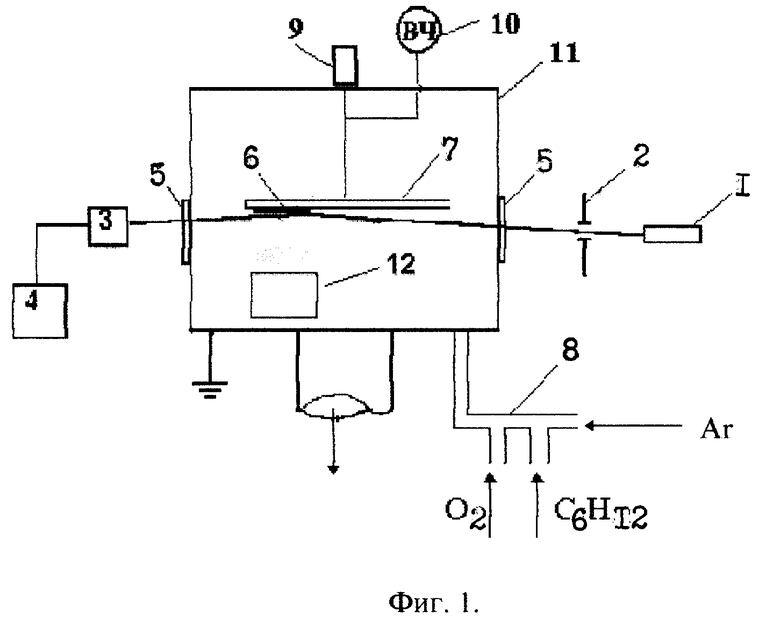
| Плазменная технология в производстве СБИС | |||
| - М.: Мир, 1987, с.469 | |||
| A.Baranov, S.Tereshin, I.Mikhailov, Proc | |||
| SPIE, 1996, v.2863, p.359 - 367 | |||
| Способ нанесения тонких пленок | 1966 |
|
SU211265A1 |
| СПОСОБ ОЧИСТКИ ПОДЛОЖЕК | 0 |
|
SU358427A1 |
| УСТРОЙСТВО для очистки ПРОВОЛОКИ в ПОЛЕ ТЛЕЮЩЕГО РАЗРЯДА | 0 |
|
SU256461A1 |
| DE 3902418 A1, 17.08.89 | |||
| УПАКОВКА ДЛЯ ХЛЕБА И ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2274590C2 |
| US 4810335 A, 07.05.89 | |||
| US 4906347 A, 06.05.90 | |||
| СПОСОБ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ МЕТАЛЛИЧЕСКИХ | 0 |
|
SU393637A1 |
