Изобретение относится к области арматуростроения, а именно к методам и средствам для измерения наружных сферических поверхностей шаровых пробок при ремонте затворов кранов магистральных трубопроводов, и может быть использовано в газовой, нефтяной, химической и энергетической отраслях промышленности.
Известен седлообразный прибор для измерения больших диаметров, основанный на измерении по хорде и высоте сегмента (см. Общемашиностроительные типовые и руководящие материалы ОМТРМ-69. Типовые примеры схем измерения размерных параметров деталей машиностроения. Министерство станкостроительной и инструментальной промышленности, с. 109).
Недостаток этого прибора заключается в его значительном весе, необходимости настройки для относительного измерения и погрешностях установки на ограниченных неповрежденных участках шаровой пробки крана. Из известных способов измерения больших диаметров и длин наиболее близким к предлагаемому является косвенный метод измерения диаметра по хорде и высоте сегмента с помощью штангенциркуля, заключающийся в том, что штангенциркуль губками и штангой вводят в контакт со сферической поверхностью, измеряют хорду L и высоту Н шарового сегмента, равную размеру вылета губок, и по их значениям определяют диаметр шара из соотношения
(см. Общетехнический справочник / Е.А. Скороходов, В.В. Законников, А.Б. Пакнис и др.; Под общ. ред. Е.А. Скороходова. - 4-е изд., испр. - М.: Машиностроение, 1990. - с. 409-410). Недостатком указанного косвенного метода измерения диаметра по хорде и высоте сегмента с помощью штангенциркуля является существенная ограниченность обеспечения совместного контакта губок и штанги штангенциркуля с локальными участками неповрежденной поверхности шаровой пробки и значительная погрешность установки штангенциркуля на измеряемую сферическую поверхность, поскольку обеспечить строгое совпадение плоскости трех контактных точек измерительных поверхностей губок и штанги с центральным сечением сферы особенно затруднительно. Задачей изобретения является повышение технической и экономической эффективности ремонта шарового крана независимо от его конструкции при известном только номинальном параметре (диаметре DN), соответствующем параметрам магистрального трубопровода, за счет сокращения материальных и временных затрат на измерение неизвестного диаметра сложной дорогостоящей габаритной шаровой пробки крана на этапе восстановления простым и экономичным стандартным измерительным инструментом с соблюдением точности, известной из опыта ремонта таких изделий. Указанный технический результат достигается тем, что способ измерения диаметра шаровой пробки при ремонте крана магистрального трубопровода, заключающийся в том, что штангенциркуль губками и штангой вводят в контакт со сферической поверхностью, измеряют хорду и высоту шарового сегмента, равную вылету губок, и по их значениям определяют диаметр шара, согласно изобретению, штангенциркулем губками с кромочными измерительными поверхностями на неповрежденном участке сферической поверхности шаровой пробки крана наносят окружность в пределах этого участка соответствующим радиусом, этим же штангенциркулем измеряют диаметр этой окружности, то есть диаметр основания сегмента сферы, который в сечении сферы через ее центр и центр основания сегмента является хордой окружности измеряемого диаметра сферы D, и по их значениям определяют диаметр шаровой пробки из соотношения

где r - радиус нанесенной штангенциркулем окружности на неповрежденном участке сферической поверхности шаровой пробки;
L - размер хорды окружности центрального сечения сферы.
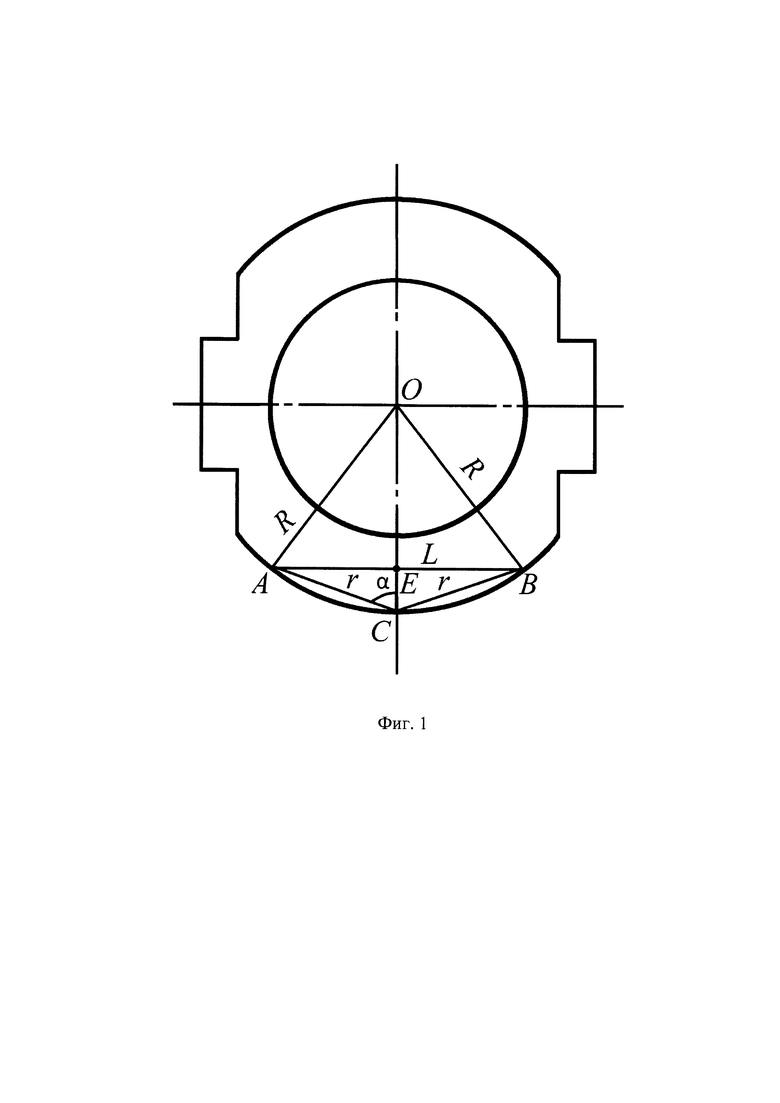
В дальнейшем изобретение поясняется описанием конкретного варианта реализации предлагаемого способа измерения наружного диаметра шаровой пробки крана и сопровождается чертежом, где на фиг. 1 представлено центральное сечение шаровой пробки в виде расчетной схемы измерения ее диаметра, где приняты следующие условные обозначения:
r - радиус окружности, нанесенной штангенциркулем на неповрежденном участке сферической поверхности шаровой пробки;
L - диаметр нанесенной окружности, то есть диаметр основания сегмента шара;
R - радиус окружности центрального сечения шара (2R - искомый диаметр D шаровой пробки).
Способ осуществляется следующим образом.
Перед измерением очищенная от загрязнений шаровая пробка размещается с возможностью доступа к ее сферической поверхности и визуально на ней определяются неповрежденные участки. Таковыми из опыта эксплуатации и ремонта шаровых кранов являются участки сферической поверхности вне зоны уплотнения, а также участок менее четверти сферической поверхности всей пробки вследствие рабочего поворота пробки только в пределах 90° и неподверженный воздействию набегающего потока перекрываемой среды. На выбранном участке стандартным (ГОСТ 166-89) штангенциркулем с устройством тонкой установки рамки губками с кромочными измерительными поверхностями наносят окружность (или диаметрально противоположные дуги окружности) с целью обеспечения требуемой точности измерений радиусом r не менее 0,5DN вследствие кривизны сферической поверхности шаровых пробок разных габаритных размеров и этим же штангенциркулем измеряют диаметр L этой окружности (см. фиг. 1). При известных значениях r и L рассчитывается значение диаметра D шаровой пробки по соотношению (1).
Обоснование соотношения (1) представлено в нижеприведенных математических выражениях согласно расчетной схеме (см. фиг. 1).
На схеме АС=ВС=r, АВ=L, ZECA=α, и

В соответствии с теоремой синусов имеем:

Поскольку


после подстановки (2) и (5) в (6) имеем

В результате подстановка (6) в (3) дает искомое соотношение (1).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПОРНЫЙ УЗЕЛ "ИГР" ТРУБОПРОВОДНОГО УСТРОЙСТВА | 2019 |
|
RU2725592C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРОВОЙ ПРОБКИ КРАНА | 1995 |
|
RU2076797C1 |
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ РАДИУСА КРИВИЗНЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ | 2014 |
|
RU2568332C1 |
| СПОСОБ ИСПЫТАНИЯ НА СТОЙКОСТЬ МАТЕРИАЛОВ ПРИ ИЗНАШИВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016400C1 |
| Штангенциркуль | 2019 |
|
RU2722341C1 |
| ИЗНОСОСТОЙКИЙ ЗАПОРНЫЙ УЗЕЛ "ИГР" | 2012 |
|
RU2516758C1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| КЛАПАН "ИГР" | 2011 |
|
RU2453752C1 |
| ШАРОВОЙ КРАН-КОНДЕНСАТОСБОРЩИК | 2006 |
|
RU2327073C1 |
| Запорный узел | 1989 |
|
SU1733794A1 |
Изобретение относится к области измерительной техники. Способ измерения диаметра шаровой пробки при ремонте крана магистрального трубопровода содержит этапы, на которых штангенциркуль губками и штангой вводят в контакт с бездефектным участком, измеряют хорду и высоту сегмента по вылету губок и по ним определяют диаметр шара, при этом штангенциркулем губками с кромочными измерительными поверхностями на бездефектном участке наносят соответствующим радиусом окружность, им же измеряют ее диаметр, являющийся хордой окружности центрального сечения шара, и по их значениям определяют диаметр шаровой пробки. Технический результат – повышение технической эффективности ремонта шарового крана независимо от его конструкции при известном только номинальном параметре (диаметре DN). 1 ил.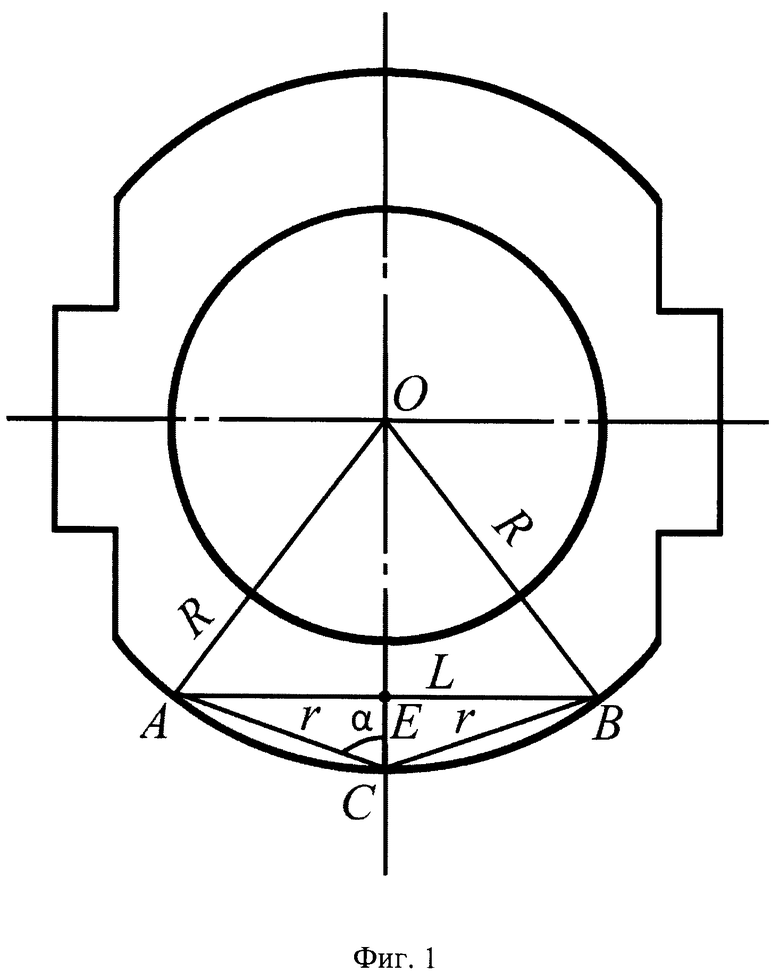
Способ измерения диаметра шаровой пробки при ремонте крана магистрального трубопровода, заключающийся в том, что штангенциркуль губками и штангой вводят в контакт со сферической поверхностью, измеряют хорду L и высоту сегмента Н, равную размеру вылета губок, и по их значениям определяют диаметр D сферы, отличающийся тем, что штангенциркулем губками с кромочными измерительными поверхностями на неповрежденном участке сферической поверхности шаровой пробки крана наносят окружность в пределах этого участка соответствующим радиусом, этим же штангенциркулем измеряют диаметр этой окружности, то есть диаметр основания сегмента сферы, который в сечении сферы через ее центр и центр основания сегмента является хордой окружности диаметра сферы D, и по их значениям определяют диаметр шаровой пробки из соотношения
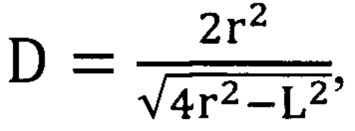
где r - радиус нанесенной штангенциркулем окружности на неповрежденном участке сферической поверхности шаровой пробки;
L - размер хорды окружности центрального сечения сферы.
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОКРУЖНОСТЕЙ ОБЪЕКТОВ | 1972 |
|
SU427232A1 |
| Штангенциркуль для измерения диаметров по хорде и высоте сегмента | 1981 |
|
SU1000736A1 |
| Способ измерения диаметров колес железнодорожного подвижного состава во время движения | 1989 |
|
SU1728641A1 |
| CN 104279971 A, 14.01.2015 | |||
| CN 115684235 A, 03.02.2023 | |||
| JPS 61275611 A, 05.12.1986. | |||

