(54) УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2008 |
|
RU2381886C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 1998 |
|
RU2171736C2 |
| Ориентирующее устройство | 1982 |
|
SU1021560A1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2004 |
|
RU2271916C1 |
| Устройство для ориентации ступенчатых деталей | 1985 |
|
SU1268365A1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2000 |
|
RU2181321C2 |
| Устройство для вторичной ориентации деталей | 1976 |
|
SU657959A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |

1
Изобретение относится к машиностроению, в частности к автоматическим ориентируюшим устройствам.
Известно устройство для вторичной ориентации деталей, содержащее поворотный барабан с входным и выходным радиальными каналами, между которыми установлены подпружиненные планки, подающий и отводящий лотки и привод поворота барабана 1.
Недостатком известного устройства является невозможность ориентации деталей ступенчатой формы, имеющих одинаковые диаметры на концах.
Цель изобретения - расширение технологических возможностей устройства при подаче ступенчатых деталей.
Поставленная цель достигается тем, что оно снабжено, установленным с возможностью возвратно-поступательного перемещения от дополнительно введенного привода и взаимодействия с подпружиненными планками, клином и датчиком наличия детали, расположенным в выходном радиальном канале и связанным с приводом поворота барабана и приводом перемещения клина, при этом подпружиненные планки размещены с возможностью поворота относительно одна другой.
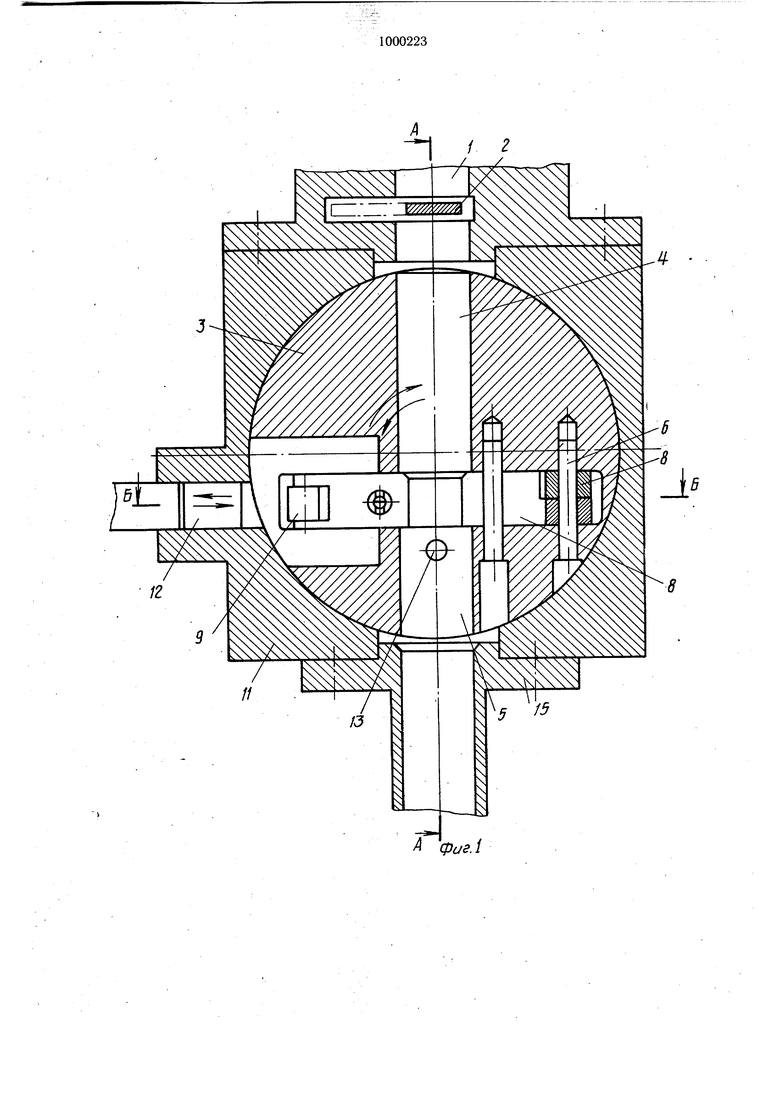
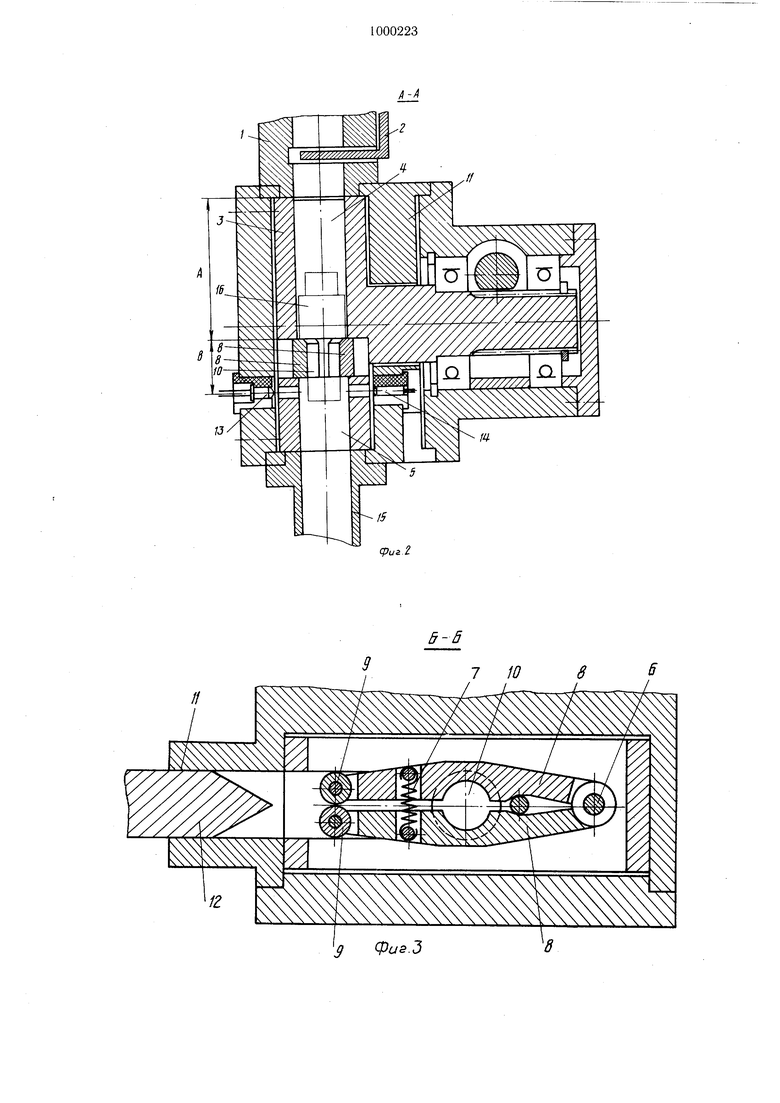
На фиг. 1 показано устройство для вторичной ориентации деталей, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- 5 разрез Б-Б на фиг. 1; на фиг. 4 - детали, ориентируемые предлагаемым устройством.
Устройство для вторичной ориентации деталей содержит подающий лоток 1 с отсекателем 2, поворотный барабан 3, в котором между входным радиальным 4 и выходным радиальным каналом 5 установлены щарнирно на осях 6 взаимоподпружиненные пружиной 7 (фиг. 3) планки 8, имеющие на
15 своих концах ролики 9 и образующие в исходном положении пропускное отверстие 10, основание 11 с клином 12 и датчиком, выполненным в виде светодиода 13 и фотодиода 14, и выходной лоток 15. Ориентируемые
,- детали 16 имеют одинаковую по диаметру d (фиг. 4) ступень длиной не менее 1 и отличаются по общей длине и конструкции остальных ступеней.
Устройство работает следующим образом.
Из подающего лотка 1 при срабатывании отсекателя 2 поступает ориентируемая деталь 16 во входной радиальный канал 4 поворотного барабана 3. Если ориентируемая деталь 16 поступает ,в положении, когда ее ступень диаметра d находится внизу, то она не требует переориентации и, попадая этой ступенью в пропускное отверстие 10, образованное планками 8, перекрывает луч света от светодиода 13, и от фотодиода 14 подается сигнал на перемещение клина 12 в направлении роликов 9. Планки 8 при этом раздвигаются и деталь проваливается через входной радиальный канал 5 в выходной лоток 15. Если ориентируемая деталь 16 поступает в положении, когда ее ступень диаметра d находится вверху, то она требует переориентации, т. е. поворота на 180°. В этом положении деталь не может перекрыть светодиод 13, а это является сигналом на включение поворота барабана 3 на 180° вместе с ориентируемой деталью 16 до совмещения входного радиального канала 4 барабана 3 с отверстием выходного лотка 5. Деталь 16 падает в выходной лоток ступенью диаметра d вниз, т. е. опять правильно ориентированная.
Для обеспечения ориентирования деталей 16, например наконечников гибких шлангов тормозов, имеющих общий признак в виде одинаковой ступени диаметра d длиной I (фиг. 4), но отличающихся по длине L, необходимо, чтобы длина А (фиг. 2) входного радиального канала 4 была самой длинной из группы ориентируемых деталей Li,Tm.)r (фиг. 4), а расстояние В от верхней поверхности планок 8 до уровня расположения датчика было не более длины 1 ступени диаметра d ориентируемой детали 16.
A lirra ; В I. Применение изобретения позволит расщирить технологические возможности устройства при подаче деталей ступенчатой формы.
Формула изобретения
Устройство для вторичной ориентации деталей, содержащее поворотный барабан с входным и выходным радиальными каналами, между которыми установлены подпружиненные планки. Подающий и отводящий лотки и привод поворота барабана, отличающееся тем, что, с целью расщирения технологических возможностей устройства при подаче ступенчатых деталей, оно снабжено установленным с возможностью возвратно-поступательного перемещения от дополнительно введенного привода и взаимодействия с подпружиненными планками, клином и датчиком наличия детали, расположенным в выходном радиальном канале и связанным
с приводом перемещения клина и приводом поворота барабана, при этом подпружиненные планки размещены с возможностью поворота относительно одна другой. Источники информации,
прлнятые во внимание при экспертизе
фагА Фиг.Ъ
