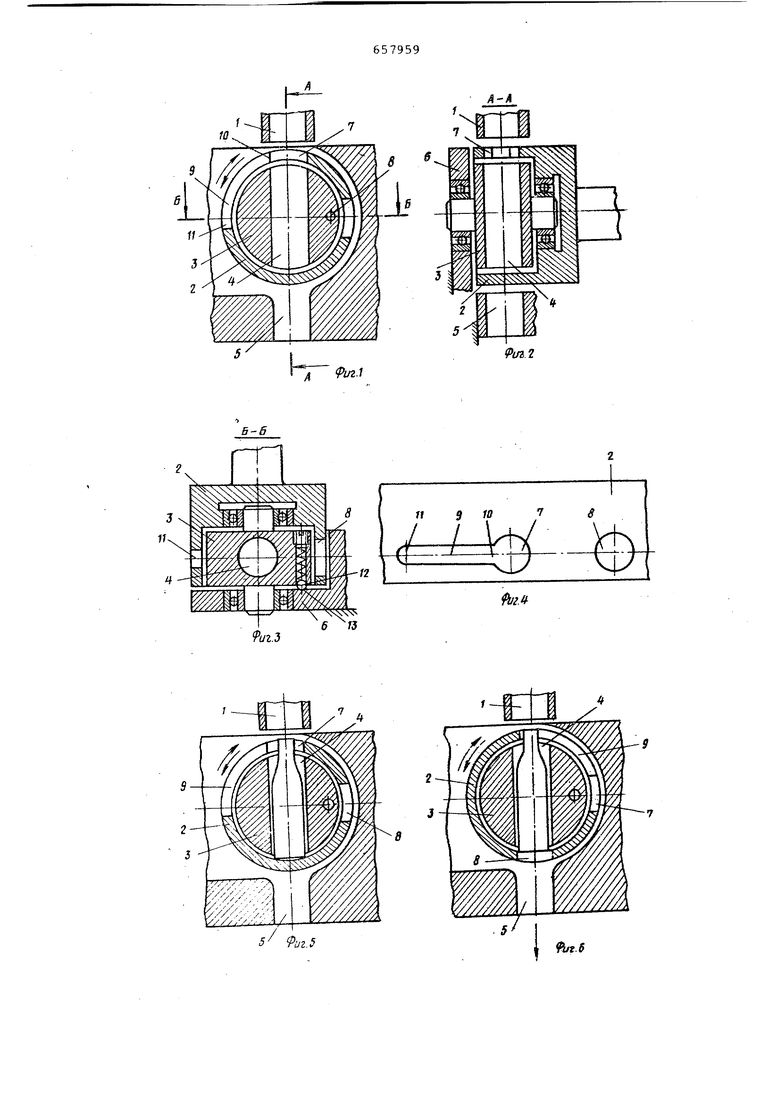
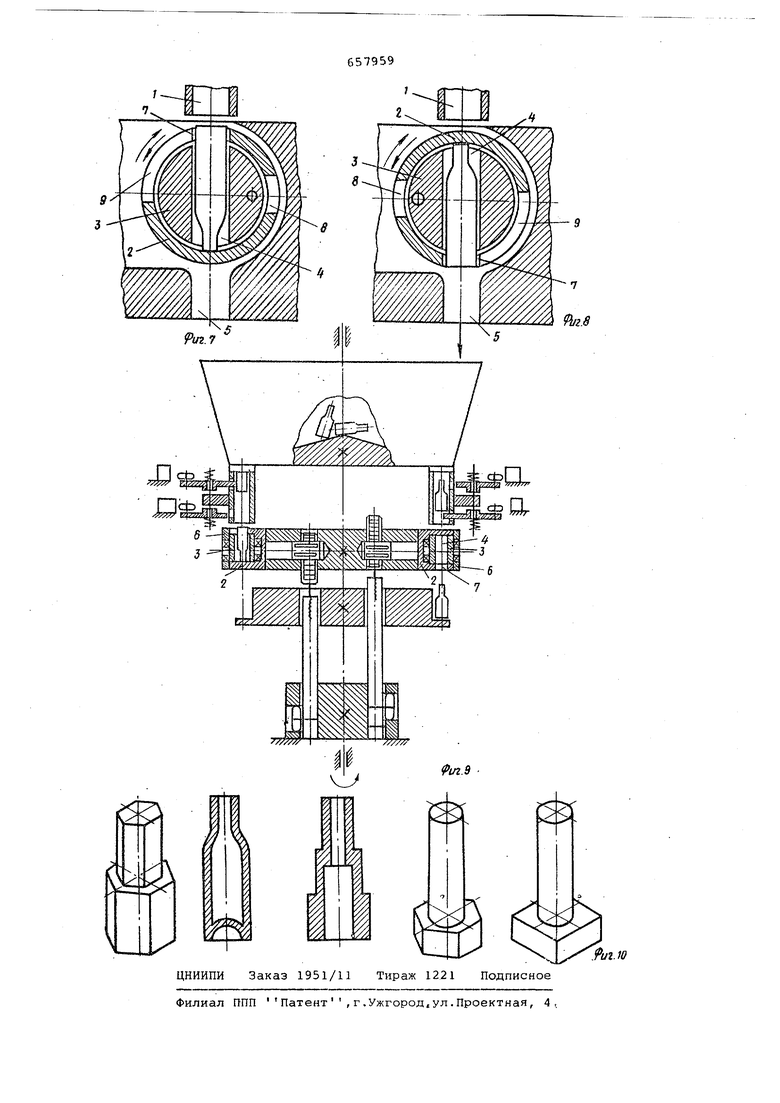
ном положении с неправильно ориентируемой деталью (донышком вверх), рас положенной в гнезде -на - то же, в положении перехода детали в вы ходной лоток {барабан вместе с диско (повернут на ); на фиг.9 - роторкый автомат питания с устройством для вторичной ориентации деталей,про дольный разрез; на фиг,10 - детали, ориентируемые предложенным устройством. Устройство для вторичной ориентации деталей содержит подающий лоток поворотный барабан 2, в торцовой выемке которого установлен свободно диск 3 со сквозным диаметральным отверстием 4, приемный лоток 5 и осыо вание 6. В барабане 2 имеется входно радиальный канал 7, выходной радиальный канал 8, кольцевой паз 9, ко нец 10 которого сообщается с входным радиальным каналом 7,а конец 11 рас положен диаметрально противоположно выходному радиальному каналу 8, Паз имеет такую ширину, что при повороте барабана 2 в него может входить толь ко конец детали с меньшим диаметром (разрезом). Входной радиальный канал 7 .барабана 2 расположен noj;. углом, н пример, 90° относительно выходного канала при повороте в крайнее полож ние, например 180° и используется и бирательно в качестве выходного канала , Гнездо для ориентируемой детали образовано совместно диаметральным отверстием 4 диска 3 и выходным ради альным каналом 8 барабана 2. Диск установлен свободно в барабане 2 с возможностью поворота относительно основания б и связав с последним подпружиненным фиксатором 12. Подпружиненный фиксатор 12 смонтирован в диске 3 и взаимодействует с выемкой 13, выполненной в основании 6, Устройство работает следующим об разом. Детали поступают из подающего ло ка 1 предварительно ориентированным относительно вертикальной оси. Поступление деталей поштучно определяется отсекателями. Каждая деталь входит в гнездо, образованное совместно входным радиальным каналом 7 и диаметральным отверстием 4 диска 3(фиг.5и6). В первом случае при повороте бар бана 2 по часовой стрелке верхний конец детали, имоощий меньший диаметр (размер), свободно входит в кольцевой паз 9 и не препятствует повороту барабана 2, а другой конец детали, имеющий балыпий диаметр (ра мер) , скользит по внутренней цилинд рической поверхности барабана 2 до тех пор, пока выходной радиальный канал & совместится с диаметральны тверстием 4 и диска 3. При этом баабан 2 останавливается, . и деталь, не еняя своей ориентации, проходит по выходному каналу 8 в приемный лоток 5 (фиг,6). В этом положении проскакивание второй неправильно ориентированной детали (донышком вверх) или правильНО ориентированной детали (донышком) вниз) исключено, благодаря наличию кольцевого паза 9, перекрывающего сверху сквозное диаметральное отверстие 4 диска 3. После выпадания детали из гнезда . в приемный лоток происходит поворот барабана по часовой стрелке до конечного положения, Зате.-1 барабаь: возвра 1 щается в исходное положение. За цикл барабан поворачивается на IBO. Во втором случае (фиг.7) барабан 2 вместе с деталью и диском 3 поворачивается на 180° по часовой стрелке, так как в этом случае, деталь соединяет барабан 2 с диском 3. При повороте барабана 2 по часовой стрелке верхний конец детали, имеющий больший диаметр (размер), не может перемещаться по пазу, поэтому ориентируемая деталь, а вместе с ней и диск 3 поворачйв аются на 180°,при этом деталь изменяет свою ориентацию. При совмещении входного радиального канала 7 с приемным лотком 5 деталь поступаем в последний. После этого барабан возвращается в исходное положение. Формула изобретения Устройство для вторичной ориентации деталей с разными по размеру торцами, содержащее основание, поворотный барабан с входным и выходным радиальными каналами, диск со сквозным диаметральным отверстием, подающий и приемный лотки, о т л и ч а tpщ е е с я тем, что,с целью повЕлпения надежности устройства в работе при расширении номенклатуры ориентируемых деталей, диск установлен с возможностью поворота относительно основания и связан с ним посредством подпружиненного фиксатора, а в барабане выполнен кольцевой паз, один конец которого соединен с входным радиальным каналом, а другой расположен диаметрально противоположно выходному радиальному каналу, при этом ширина паза равна меньшему диаметру ориентируемой детали. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство 383567, кл. В 23 Q 7/02, 1970. 2.Кожевников С. Н , Механизмы,. Машиностроение, 1965, с,918, р.13.9,
Риг.
АА
f. 7
х
тт
go.
1
I
:::;: ; : :У
I I
хК5
5
Йл2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей | 1977 |
|
SU707766A1 |
| Устройство для вторичной ориентациидЕТАлЕй | 1979 |
|
SU841906A1 |
| Роторный автомат питания | 1978 |
|
SU751573A1 |
| Устройство для вторичной ориентации деталей | 1990 |
|
SU1710285A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1987 |
|
SU1469730A1 |
| Устройство для ориентации ступенчатых деталей | 1985 |
|
SU1268365A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2103146C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| Ротор ориентации штучных деталей | 1988 |
|
SU1521556A1 |
б О
iPtfZj
ПJ М
Е
Й//.4
/ya.J
Йл.5
