Изобретение относится к области автоматизации технологических процессов и, в частности, к машиностроению для вторичной ориентации ступенчатых стержней.
Уровень техники
Известен способ ориентации плоских деталей, включающий поштучную подачу деталей в пазы в верхней части наклонного диска, ее транспортирование путем вращения диска и передачу правильно ориентированной детали в отводящий лоток, предварительно подвергая по меньшей мере одной кантовке неправильно ориентированную деталь [Авт. свид. СССР N 1705011, МКИ В 23 Q 7/02, 1992, (аналог)].
Однако известный способ применим для ориентации пластин и не позволяет осуществлять вторичную ориентацию ступенчатых стержней.
Наиболее близким к заявляемому относится способ ориентации ступенчатых стержней, реализованный в селекторном механизме, заключающийся в поштучной подаче детали в отверстие наклонного кольца, ее транспортировании путем вращения кольца, смещении правильно ориентированной детали по отверстию кольца с заходом ее наименьшей по диаметру ступени в кольцевую канавку неподвижной пробки, закреплении неправильно ориентированной детали в отверстии кольца и транспортировании ее в зафиксированном состоянии, передаче правильно ориентированной детали в отводящий лоток при совмещении отверстия кольца с каналом, выполненным в неподвижной пробке, переориентации неправильно ориентированной детали в требуемое положение путем вращения кольца до совмещения его отверстия с отводящим лотком, освобождении ее от фиксации и передаче в отводящий лоток [Малов А.Н. Загрузочные устройства для металлорежущих станков. - М.: Машиностроение, 1965, с.26, фиг. 16, (прототип)].
Однако указанный способ имеет ограниченные технологические возможности, поскольку не позволяет с достаточной надежностью переориентировать ступенчатые стержни, имеющие перепад ступеней не по всему периметру буртика, например, ступенчатые стержни, у которых на большей по диаметру ступени выполнены лыски, грани и тому подобные конструктивные элементы, расстояния между которыми соответствуют диаметру меньшей ступени. Наличие таких конструктивных элементов позволяет как правильно ориентированным, так и неправильно ориентированным деталям заходить в кольцевую канавку неподвижной пробки, что делает невозможным использование этого способа для ориентации подобных деталей.
Раскрытие изобретения
В основу настоящего изобретения была положена задача разработки такого способа, который обеспечивает расширение технологических возможностей за счет ориентации ступенчатых стержней, имеющих перепад ступеней не по всему периметру буртика.
Это достигается тем, что в способе ориентации ступенчатых стержней, включающем подачу детали в паз наклонного кольца, транспортирование ее путем вращения кольца, передачу правильно ориентированной детали в отводящий лоток, фиксацию в кольце неправильно ориентированной детали и ее переориентацию в требуемое положение вращением кольца до совмещения его паза с отводящим лотком, освобождение от фиксации и передачу в отводящий лоток, перед подачей детали в паз наклонного кольца уменьшают размер поперечного сечения выходной части паза для обеспечения захода в нее правильно ориентированной детали, а перед передачей детали в отводящий лоток размер поперечного сечения выходной части паза увеличивают до размеров его входной части.
Таким образом в предлагаемом способе за счет изменения размеров поперечного сечения выходной части паза путем его сужения перед поштучной подачей детали обеспечиваются разные положения вдоль паза правильно ориентированной и неправильно ориентированной деталей, а путем его расширения - возможность передачи правильно ориентированной детали в отводящий лоток, что позволяет ориентировать не только стержни с цилиндрическими ступенями, но и стержни, у которых имеется перепад ступеней не по всему периметру буртика.
Краткое описание чертежей
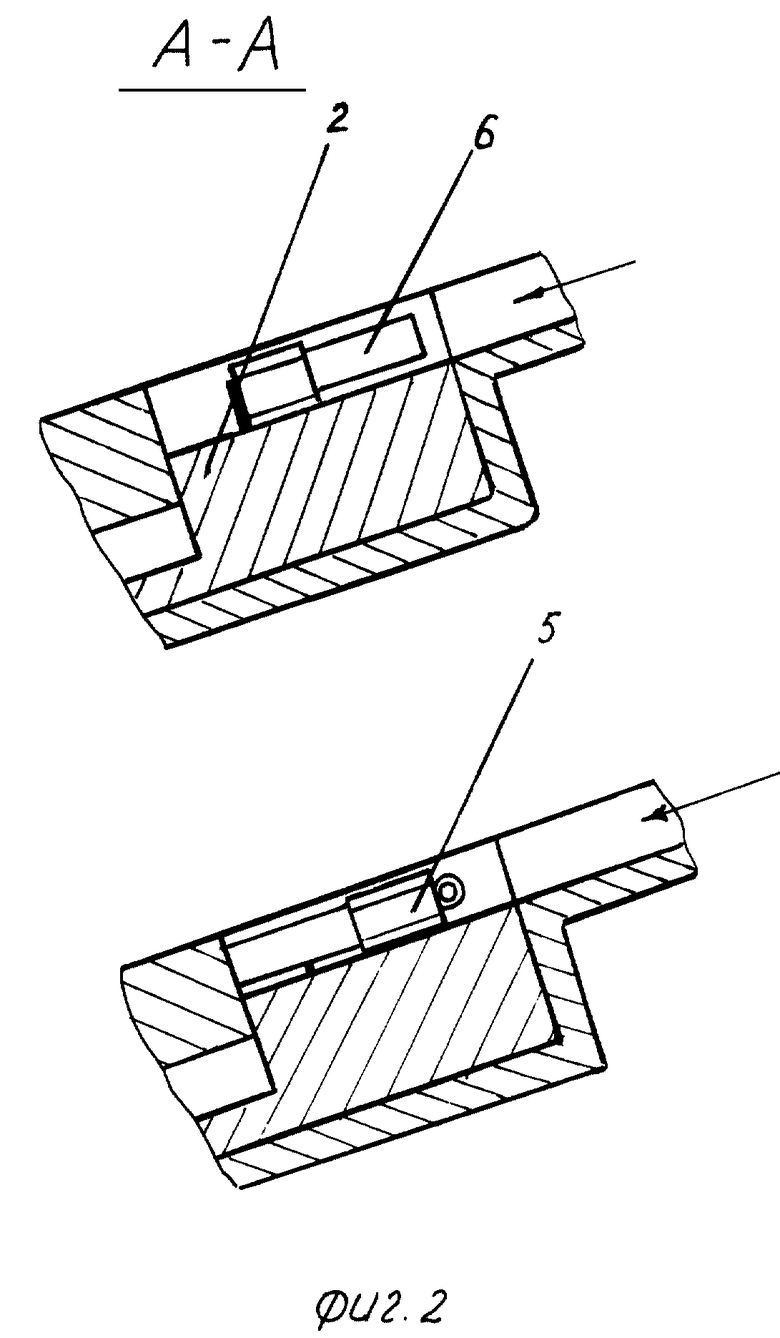
На фиг. 1 показана схема осуществления способа, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1 с возможными положениями ориентируемой детали; на фиг. 3 - разрез по Б-Б на фиг. 1.
Лучший вариант осуществления изобретения
Способ включает в себя следующие операции: сужение поперечного сечения выходной части паза 1 наклонного кольца 2, поштучную подачу деталей 3 из подводящего лотка 4 в паз 1 с возможностью захода в его суженную часть правильно ориентированной детали 5, за которую принята деталь, обращенная к суженной части своей малой по диаметру ступенью; транспортирование детали путем вращения кольца 2; закрепление неправильно ориентированной детали 6, за которую принята деталь, обращенная к суженной части паза 1 своей большей по диаметру ступенью; расширение поперечного сечения суженной части паза 1 до размеров поперечного сечения его входной части; передачу правильно ориентированной детали 5 в отводящий лоток 7 по сквозному наклонному каналу 8; переориентацию неправильно ориентированной детали 6 в требуемое положение путем вращения кольца 2 до совмещения его паза 1 с отводящим лотком 7, освобождение ее от фиксации и передачу в отводящий лоток 7.
Способ реализуется следующим образом. Сужают поперечное сечение выходной части паза 1 наклонного кольца 2, вращающегося со скоростью V. По подводящему лотку 4 в паз 1 поштучно подают детали 3, которые в упомянутом пазу могут занимать одно из двух возможных положений. При одном положении деталь своей малой по диаметру ступенью заходит в суженную часть паза 1 (это положение принято как положение правильно ориентированной детали 5), а при другом положении деталь обращена к суженной части своей большей по диаметру ступенью и не может зайти в ту часть паза, поскольку размеры поперечного сечения упомянутой части паза меньше размеров поперечного сечения большей по диаметру ступени (это положение принято как положение неправильно ориентированной детали 6). При дальнейшем транспортировании неправильно ориентированную деталь 6 закрепляют. Затем расширяют поперечное сечение суженной части паза 1 до размеров поперечного сечения его входной части. При совмещении паза 1 со сквозным наклонным каналом 8 правильно ориентированную деталь 5 передают в отводящий лоток 7. Неправильно ориентированную деталь 6, прошедшую мимо сквозного канала 8, открепляют, путем вращения кольца 2 ее переориентируют в требуемое положение и при совмещении паза 1 с отводящим лотком 7 передают в этот лоток.
Таким образом в отводящий лоток 7 попадают детали в правильно ориентированном положении.
Промышленная применимость
Способ может быть использован на машиностроительных предприятиях для ориентации деталей в виде стержней с цилиндрическими ступенями и другими ступенями, между которыми имеется перепад не по всему периметру буртика, при автоматизации операций механической обработки, наплавки, сборки, измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 1998 |
|
RU2169655C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2000 |
|
RU2181321C2 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 2000 |
|
RU2176584C2 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2004 |
|
RU2271916C1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2008 |
|
RU2366555C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2008 |
|
RU2381886C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2006 |
|
RU2296661C1 |

Изобретение относится к автоматизации производства и может быть использовано при ориентации деталей в виде стержней с цилиндрическими и другими ступенями, между которыми имеется перепад не по всему периметру буртика, на операциях механической обработки, сборки, сварки и измерения. Из подводящего лотка деталь подают в паз наклонного кольца, транспортируют ее путем вращения кольца и передают в отводящий лоток правильно ориентированную деталь. Неправильно ориентированную деталь фиксируют в кольце и переориентируют ее в требуемое положение вращением кольца до совмещения его паза с отводящим лотком, затем освобождают от фиксации и передают в отводящий лоток. Перед подачей детали в паз наклонного кольца уменьшают размер поперечного сечения выходной части паза для обеспечения захода в нее правильно ориентированной детали, а перед передачей детали в отводящий лоток размер поперечного сечения выходной части паза увеличивают до размеров его входной части. Использование способа позволяет ориентировать не только стержни с цилиндрическими ступенями, но и стержни, у которых имеется перепад ступеней не по всему периметру буртика. 3 ил.
Способ ориентации ступенчатых стержней, включающий подачу детали в паз наклонного кольца, транспортирование ее путем вращения кольца, передачу правильно ориентированной детали в отводящий лоток, фиксацию в кольце неправильно ориентированной детали и ее переориентацию в требуемое положение вращением кольца до совмещения его паза с отводящим лотком, освобождение от фиксации и передачу в отводящий лоток, отличающийся тем, что перед подачей детали в паз наклонного кольца уменьшают размер поперечного сечения выходной части паза для обеспечения захода в нее правильно ориентированной детали, а перед передачей детали в отводящий лоток размер поперечного сечения выходной части паза увеличивают до размеров его входной части.
| МАЛОВ А.Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| - М.: Машиностроение, 1965, с.26, фиг.16 | |||
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ НЕСИММЕТРИЧНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1966 |
|
SU215010A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ГАЕК С ВЫПУКЛО-ВОГНУТОЙ БОКОВОЙ ПОВЕРХНОСТЬЮ И ФЛАНЦЕМ | 1995 |
|
RU2078670C1 |
| Ориентирующее устройство | 1985 |
|
SU1256915A2 |
| Загрузочно-ориентирующее устройство | 1989 |
|
SU1692807A1 |
| Устройство для вторичной ориентациидЕТАлЕй | 1979 |
|
SU841906A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| US 3599828, 17.08.1971. | |||
