Изобретение относится к электротехнике, а именно к технологическому оборудованию для изготовления жгутов проводов.
Целью изобретения является повышение качества жгутов и улучшение эксплуатационных возможностей шаблона,
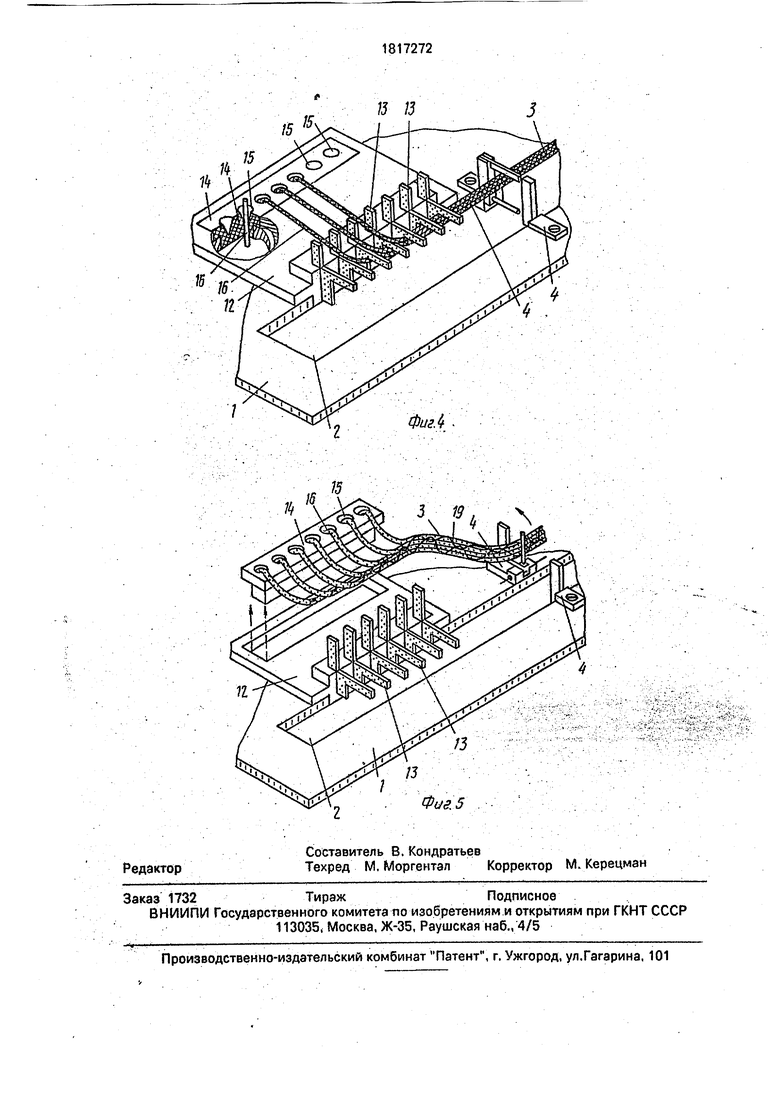
На фиг.1 изображен предлагаемый шаблон, общий вид; на фиг,2 - фрагмент раскладки провода на шаблоне при прохождении ложемента; на фиг.З - ложемент с повернутой, подвижной стойкой; на фиг.4 - адресный модуль шаблона с разложенными проводами; на фиг.5 - фрагмент
снятия обвязанного жгута с адресного модуля и ложемента шаблона.
Шаблон для изготовления жгутов проводов (фиг. 1) содержит панель 1 с вырезом 2, повторяющим контуры жгута 3, ложементы 4, закрепленные на противоположных краях выреза 2 по обе стороны от жгута 3 и адресные модули 5.
Ложемент 4 для раскладки и вязки проводов жгута состоит из неподвижной 6 и подвижней 7 стоек. Неподвижная стойка 6 жестко закреплена на панели 1 с одной стороны выреза 2. Подвижная стойка 7 закреплена с другой стороны выреза 2 и содержит
упругий элемент 8, выполненный, например, в виде упругой пластины, и опорный элемент 9 в оиде стержня. Подвижная стойка 7 имеет возможность вращения в вертикальной плоскости вокруг оси 10 вращения, расположенной в нижнем углу подвижной стойки 7 ложемента 4, и фиксируется с помощью фиксатора 11.
Адресный модуль 5 содержит основание 12 с запрессованными и -образными пластинами 13 и фиксатор 14 адресных выводов, выполненный из эластичного материала, например, из резины, с отверстиями 15 конусной формы и установленный в пазе основания 12. Перед каждым отверстием на фиксаторе 14 адресных выводов имеется маркировка.
Изготовление жгутов с помощью данного шаблона ведут следующим образом.
Провод 16. поступающий с катушки через пррводоукладчик 17, прокладывается вдоль выреза 2, повторяющего контуры жгута 3, и укладывается во внутреннюю часть ложементов 4. При раскладке провода 16 конец проводоукладчика 17 с проводом 16 располагается ниже верхней горизонтальной части ложемента 4 - упругого элемента 8. При прохождении ложемента 4 проводо- укладчик 17 отводит его упругий элемент 8 в сторону и заводит провод во внутреннюю часть ложемента 4. После прохождения про-, водоукладчиком ложемента 4 упругий элемент 8 возвращается в исходное положение и фиксирует провод в ложементе 4. Провод 16 спадает вниз и ложится на нижнюю горизонтальную часть ложемента 4 - опорный элемент 9. Опорный элемент 9 предотвращает возможность провисания проводов 16 жгута в сквозной вырез 2 по трассе раскладки, а при обвязке опорный элемент 9 обеспечивает качественную обвязку за счет фиксации жгута 3 челночной нитью к опорному элементу 9, поэтому в процессе обвязки жгут не подвергается вертикальному перемещению могущему привести к повреждению проводов 16. Адресование выводов происходит с помощью адресного модуля 5, расположенного на участке адресования выводов жгута вдоль выреза 2 в панели 1, Около адресного модуля 5. со стороны подходящих к нему проводов, установлены ложементы 4. Если к адресному модулю провода 16 подходят с одной стороны, то устанавливается один ложемент 4.
В случае, если к адресному модулю провода подходят с двух сторон, ложементы 4 устанавливаются с каждой стороны адресного модуля. Проводоукладчик 17 проводит провод 16 вдоль ряда Ь -образных пластин 13, под горизонтальной их частью, и заводит
его за верхнюю часть пластины 13. После адресования провод 16 фиксируется в сьем- ном фиксаторе 14 адресных выводов, изготовленном из эластичного материала,
который крепится в пазу основания 12 адресного модуля 5, Отверстия 15 в фиксаторе адресных выводов 14 выполнены конусной формы, что позволяет в одинаковых по размеру и форме отверстиях надежно закреп0 лять провода 16 различных диаметров с различными типами изоляции. При подходе к выбранному замаркированному отверстию 15 Проводоукладчик 17 опускает в него провод 16, проводит его через эластичный
5 материал фиксатора 14 и поднимается вверх, Провод 16 фиксируется при этом в отверстии 15 фиксатора адресных выводов 14. Обрезка конца провода 16 происходит под фиксатором 14 адресных выводов (на
0 фиг. не показано). Далее цикл раскладки проводов 16 повторяется.
Выполнив раскладку проводов 16жгута, производится обвязка их нитками 19 с помощью швейного механизма. При этом уча5 стки жгута между ложементами 4 обвязываются известным способом, а при обвязке участков жгута, преходящих через ложемент 4, игла швейного механизма опускается ниже упругого элемента 8 и при
0 горизонтальном перемещении отводит его в сторону, проводит верхнюю игольную нитку швейного механизма внутри ложемента 4. После возвращения упругого элемента 8 в исходное положение выполняется укол иглы
5 швейного механизма за ложементом 4. Данный прием позволяет выполнить обвязку проводов 16 жгута 3 в ложементе 4.
Сьем обвязанного жгута начинается с высвобождения эластичных колодок с ад0 ресными выводами из паза основания 12 адресного модуля 5 и паза панели 1, для чего они выталкиваются вверх из панели 1 шаблона и основания модуля 5.
Выбранная форма Ь-образных пластин
5 13 позволяет раскладывать провода 16 под
их горизонтально выступающими частями,
а адресацию проводов 16 проводить
между вертикальными частями пластин 13,
что обеспечивает качественную вязку ад0 ресных выводов за счет того, что:
а) провода в адресной части жгута, расположенные под горизонтально выступающими частями -образных пластин . (перпендикулярно им), удерживаются ими в
5 одной плоскости с проводами кабельного ствола с помощью выступающей горизонтальной части пластин, что обеспечивает возможность тарированной затяжки узлов обвязывающих нитей как в адресной части, так и в кабельном стволе;
б) расширенный нижний участок h -образной пластины совместно с вертикальной частью пластин образуют окна, необходимые для свободного доступа иглы швейного механизма к обвязываемым проводам, т.к. расширенный нижний участок пластины отодвигает провода от основания адресного модуля;
в) провода, расположенные в адресном модуле, удерживаются от вертикальных перемещений горизонтально выступающими частями пластин при автоматизированной обвязке жгута нитками (во время затяжки игольной и челночной нитей), что исключает повреждение изоляции проводов от трения о детали шаблона и предотвращает выдергивание адресных выводов из эластичных колодок.
Далее обвязанный жгут, вместе с фиксаторами адресных выводов 14 и закрепленными в них адресными выводами, перемещается вверх относительно панели 1 шаблона. При этом подвижные части ложементов 4 поворачиваются в вертикальной плоскости относительно их осей 10, жгут 3 свободно снимается с опорных элементов 9 и вынимается из ложементов 4.
Для облегчения съема обвязанного жгута с шаблона опорный элемент 9 может быть выполнен конусной формы.
Предлагаемый шаблон, по сравнению с прототипом, позволяет:
1) повысить качество изготовления на нем жгутов за счет фиксации раскладываемых проводов в закрытой внутренней части ложементов, При этом отсутствуют перемещения обвязываемого жгута во всех направлениях, что исключает повреждение изоляции проводов за счет их трения о детали шаблона при уколах иглы швейного механизма;
2) улучшить эксплуатационные возможности шаблона за счет опорного элемента, предотвращающего возможность провисания раскладываемых проводов жгута в сквозной вырез в панели шаблона, что исключает обрывы проводов челночным устройством швейного механизма;
образования между пластинами адресного модуля зон, гарантированно свободного oi проводов для уколов иглы швейного механизма; исключения привязки челночной ни5 ти к пластинам адресного модуля; конструкции адресной колодки, позволяющей вести обвязку выводов жгута в один ряд, что упрощает траекторию движения швейного механизма.
0 Сьемные фиксаторы адресных модулей, выполненные в виде колодок из эластичного материала, позволяют снимать с шаблона обвязанный жгут с адресными выводами, каждый из которых закреплен в своем за5 маркированном адресном отверстии. Конусные отверстия в фиксаторах адресных выводов позволяют в одинаковых по размеру и форме отверстиях надежно закреплять провода различных диаметров, с различны0 ми типами изоляции.
Формула изобретения
1.Шаблон для раскладки и обвязки проводов в жгут, содержащий монтажную па5 нель со сквозным вырезом по трассе раскладки проводов, трассировочные шпильки, расположенные на монтажной панели по краям выреза с образованием ложемента для проводов, отличающийся
0 тем, что, с целью улучшения эксплуатационных возможностей, он снабжен установленными на монтажной панели адресными модулями, каждый из которых выполнен в виде плоского основания с жестко закреп5 ленными на нем с одной стороны и расположенными в ряд 4--обрэзными пластинами, и с элементом фиксации концов проводов с другой стороны, а каждая трассировочная шпилька выполнена в виде неподвижной
0 стойки и расположенной напротив нее {--образной поворотной стойки с верхней упругой полкой.
2.Шаблон по п.1,отличающийся тем, что элемент фиксации концов проводов 5 адресного модуля выполнен в виде эластичной колодки с конусными выемками, установленной в сквозном пазу, выполненном в основании.
18


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жгутов из проводов | 1991 |
|
SU1811046A1 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1499544A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1706072A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Способ изготовления жгутов проводов | 1984 |
|
SU1332388A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1983 |
|
SU1117706A1 |
| Способ изготовления жгутов проводов | 1988 |
|
SU1540051A1 |


Изобретение относится к электротехнике, а именно к технологическому оборудованию для изготовления жгутов проводов. Целью изобретения является повышение качества жгутов и улучшение эксплуатационных возможностей шаблона. Сущность изобретения: содержит панель с вырезом по трассе рдЬкладки проводов, трассировочные шпильки, закрепленные на панели и располо фые попарно напротив друг друга над по его краям и образующие ложемент для раскладки и вязки жгутов и адресный модуль. При этом адресный модуль выполнен в виде плоского основания и закреплен вдоль края выреза в панели, причем в боковой стороне основания модуля, касающейся выреза, запрессо- ваны h -образные пластины, а в противоположной части от пластин в основании модуля и в панели шаблона выполнен сквозной паз, в котором размещен съемный фиксатор адресных выводов в форме колодки из эластичного материала с отверстиями конусной формы. Каждый ложемент выполнен в виде двух стоек, одна из которых неподвижно закреплена на панели, а другая шарнирно-поворотно, при этом в верхней части поворотной стойки закреплен упругий элемент, а в нижней части установлен опорный элемент, которые направлены в сторону неподвижной стойки, т.е. поворотная стойка выполнена -образной с упругой верхней полкой. 5 ил.
фиг.1
1
10
Фиг.З
#
Vi
ФигЛ
Физ.5
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1499544A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
