Изобретение относится к области литейного производства, в частности к изготовлению отливок преимущественно из стали, чугуна и тяжелых цветных металлов по выплавляемым моделям.
Известен способ литья по выплавляемым моделям, при котором такие материалы формы, как кварцевый песок и пылевидный кварц, частично или полностью заменяют карбонатом или карбидом кальция til- Карбонат и карбид кальция вводятся в обсыпку и обмазку всех слоев керамической оболочки, которые затем прокаливаются при температуре вьлше температуры диссоциации карбида кальция и заливаются алюминиевым сплавом. Такая керамика менее склонна к образованию Тре1цин при прокалке и заливке и обладает способностью к разупрочнению при контакте с водой.
Однако введение карбоната кальция в состав суспензии способствует снижению прочности керамической оболочки, а присутствие его в первом слое является причиной брака отливок по засорам ц газовым раковинам.
Известен также способ литья по выплавляемым моделям, при котором в
огнеупорный наполнитель суспензии вводят карбонат кальция в количестве от 20 до 75 мае.ч. 2. ИзгсУтовленные керамические формы при данных составах наполнителя суспензии проксшивались при 900-1000 С в течение 1-2 ч и заливались различными алюминиевыми сплавами.
Недостатком такого способа являет10ся его использование только .цля алюминиевых сплавов.
Наиболее близким к изобретению по техническому существу и достигаемому эффекту является способ литья
15 по выплавляемым моделям, включакиций в себя послойное нанесение на блок выплавляемых моделей суспензии на ; тилсиликатном связующем, послойную ;6бсыпку огнеупорным материалом, в
20 который для второго и последующих слоев форм вводят карбонат кальция, прокалку при 950-1100 С и заливку форм металлом З . Прокалка при 950-1100°С обеспечивает интенсивное 25 разложение карбоната кальция при атмосферном давлении по .реакции
MeCOj MeO- СО, -ft , (1), 30 где Q - тепловой эффект, дж.В процессе протекания реакции (I) карбонат переходит в окисел, активный по отношении к воде. Выби тую отливку с остатками керамики помещают в воду, где происходит реакция взаимодействия окисла с водой, окисел переходит в форму гидрата и это обеспечивает легкое удаление керамики с поверхности от ливки: МеО Н20 Ме(ОН)2 (2) . Однако такой способ не обеспечивает высокого уровня механически свойств отливок или отдельных их частей. Это объясняется тем, что в этом способе не устранен, даже уси лен такой недостаток литья по выплавляемым моделям, как низкая скорость охлаждения отливки и отдельн ее узлов. После прокалки керамичес кая оболочка, содержащая .карбонаты приобретает повышенные по сравнени с обычной керамикой теплоизолирующ свойства вследствие понижения свое плотности. Целью изобретения является повышение механических свойств отл вок или отдельных их частей. Для достижения цели в способе Литья по выплавляемым моделям, вклю чающем послойное нанесение на блок выплавляемых моделей суспензии на этилсиликатном связующем, послойную обсыпку огнеупорным материалом, в который для второго и последующихслоев форм вводят карбонат кальция прокалку и заливку форм металлом, прокаливают формы при температуре ниже температуры разложения карбона та кальция, а запивают оболочковые формы металлом, температура которог выше температуры разложения карбона та кальция. Исключение введения карбоната в первый слой обсыпки керамической об лочк-и вызвано тем, что в процессе разложения карбоната выделяется угл кислый газ до образования корки металла, способный выдержать его давление. При этом происходит поражени отливки газовыми раковинами. В случае изготовления массивных отливок или при необходимости обеспечить ускоренное охлаждение отдельных час тей отливки, карбонаты можно исполь зовать в качестве опорного материал В процессе прокалки оболочки про исходит лишь незначительное разложение карбоната: кальция, а его интенсивное разложение начинается только после заливки оболочковой формы расплавленным металлом, температура которого должна быть выше температуры интенсивного разложения карбоната кальция при атмосферном давлении. При этом условии обеспечивается интенсивное протекание реакции (1). Разложение карбоната кальция (мела) при атмосферном дав. алии происходит в широком диапазоне температур. При этом до интенсивного разложения карбоната не происходит. При и выше происходит интенсивное разложение его при атмосферном давлении. В этом случае температура прокалки оболочек не должна превышать 850°С, а температуру заливаемого металла необходимо поддерживать выше 910°С, что безусловно выполняется в случае заливки оболочек сталью, чугуном и тяжелыми цветными металлами. При этом создаются благоприятные условия для протекания реакции СзСО,СаО С02 - 178075 дж. Процесс разложения мела сопровождается поглощением значительного количества тепла, что приводит к усиленному теплоотводу, возрастанию скорости кристаллизации отливок или отдельных ее. узлов, измельчению зерна, повышению механических свойств и снижению дефектов усадочного происхождения . 1 Пример. При изготовлении керамической оболочки в качес.тве обсыпки для второго и третьего слоев трехслойной формы использовали мраморную крошку. После удаления эьшлаиляемых моделей и формовки в сыпучем опорном материале (кварците) формы прокаливали при 850°С (по предлагаемому способу) и при (прототип) . Продолжительность прокалки в том и другом случае составляла 8 ч. Опоки с прокаленными формами заливали сталью 20Л и сплавом 32НКДЛ соответственно при 1580 и 1540°С. После охлаждения в течение б ч отливки выбивали и погружали в воду для удаления остатков керамики. После этого отливки из стали 20Л подвергали нормализации при Б течение 1ч, а из сплава 32НКДЛ - закалке в воде при 830°С и отжигу при 320С в течение 1 ч. Затем из отливок вырезали темплеты для изготовления пшифов и определения балла зерна по ГОСТ 5639-65, а также вырезали образцы для проведения механических испытаний с делып определения временного сопротивления разрыву, предела текучести, относительного удлинения, сужег кя по ОСТ 497-73 и твердости по ГОСТ 9012-59. Проводили испытание механических войств и определение размеров зера на пробах, имеющих форму полого илиндра с внешним диаметром 60 r.w,,, олщиной стенки 12 мм, аьтсотоП
120 мм, имеющих конические прибыли высотой 80 мм и диаметром, равным в нижней части 60 мм, а в верхней 100 мм.
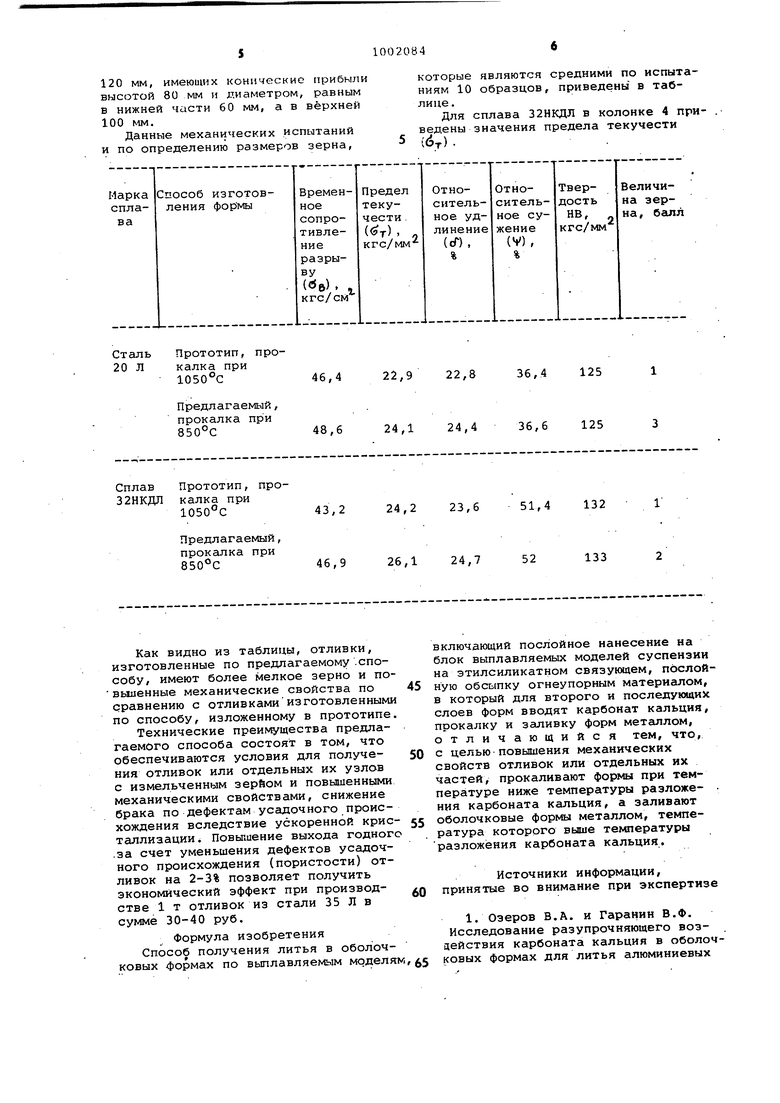
Данные механических испытаний и по определению размеров зерна.
которые являются средними по испытаниям 10 образцов, приведены в таблице .
Для сплава 32НКДЛ в колонке 4 приведены значения предела текучести «DT) .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ СВЯЗУЮЩЕГО ЖИДКОГО СТЕКЛА | 2003 |
|
RU2266172C2 |
| Способ изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям | 2017 |
|
RU2673872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412019C1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКРЕМНЕЗЕМНЫХ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ ТОЧНОГО ЛИТЬЯ МЕТАЛЛОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2411104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ДЛЯ ОТЛИВОК С УЗКИМИ РАЗВИТЫМИ ВНУТРЕННИМИ ПОЛОСТЯМИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2277452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРАМИ | 2014 |
|
RU2572118C1 |
Сталь Прототип, про20 Л калка при 1050°С46,4 22,9
Предлагаемый, прокалка при 850°С
48,6 24,1 24,4 36,6 125 Сплав Прототип, про32НКДЛ калка при 1050°С43,2 24,2
Предлагаемый, прокалка при
46,9 26,1 24,7 52 Как видно из таблицы, отливки, изготовленные по предлагаемому .способу, имеют более мелкое зерно и по выиенные механические свойства по сравнению с отливками изготовленным по способу, изложенному в прототипе Технические преимущества предлагаемого способа состоят в том, что обеспечиваются условия для получения отливок или отдельных их узлов с измельченным зерйом и повышенными механическими свойствами, снижение брака по дефектам усадочного происхождения вследствие ускоренной крис таллизации . Повышение выхода годног .за счет уменьшения дефектов усадочного происхождения (пористости) отливок на 2-3% позволяет получить экономический эффект при производстве 1 т отливок из стали 35 Л в сумме 30-40 руб. Формула изобретения Способ получения литья в оболочковых формах по выплавляемым моделя
133 22,8 36,4 125 1 23,6 51,4 132 включающий послойное нанесение на блок выплавляемых моделей суспензии на этилсиликатном связующем, послойную обсыпку огнеупорным материалом, в который для второго и последующих слоев форм вводят карбонат кальция, прокалку и заливку форм металлом, отличающийся тем, что, с цельюповышения механических свойств отливок или отдельных их частей, прокаливают формы при температуре ниже температуры раэложе- ния карбоната кальция, а заливают оболочковые формы металлом, температура которого выше температуры разложения карбоната кальция. Источники информации, принятые во внимание при экспертизе 1. Озеров В.А. и Гаранин В.Ф. Исследование разупрочняющего воздействия карбоната кальция в оболочковых формах для литья алюминиевых
сплавов по выплавляемьли моделям . Материалы четвертой научно-технической конференции молодых ученых и специалистов, МАТИ. М., 1971, с. 30-36.
№ 1171196, кл. В 22 С 9/00, 1977 (прототип).
