Изобретение относится к области литейного производства и может быть использовано для изготовления литейных керамических оболочковых форм (форм) при производстве отливок по выплавляемым моделям из жаропрочных сплавов, в том числе и в вакууме.
Использование керамических стержней при литье отливок сложной геометрии, является осознанно дорогим, поскольку требует изготовления индивидуальной оснастки. Применение керамических стержней хоть и облегчает технологию изготовления литейной формы, но дополнительная стоимость негативно влияет на экономические показатели литейного производства, поскольку требует решения вопросов по фиксации и поломке стержней при изготовлении восковой модели, при удалении воска, при прокалке форм. Удаление керамического стержня из готовой отливки создаёт дополнительные затраты материала и труда в процессе изготовления отливки.
Без применения керамических стержней, формирование внутренней геометрии отливок может оказаться сложной задачей. В зонах формы с узкими и протяжёнными каналами, карманами, глухими колодцами или глубокими мелкими отверстиями могут возникать перемычки, поскольку возникают проблемы с формированием в этих местах слоёв формы достаточной толщины, что, в свою очередь, может отразиться на режимах послойной сушки. И то, и другое во время заливки может вызвать проникновение металла в образовавшиеся полости, что, в лучшем случае приведёт к дополнительным слесарным операциям, а худшем случае, к браку. Увеличение времени послойной сушки критичных мест формы не только снижает производительность оборудования, но и не гарантирует полного удаления влаги.
Альтернативой созданию полноценной оболочковой формы с применением керамических стержней является использование жидконаливных самотвердеющих на воздухе смесей (ЖСС) в виде заливных стержней (вставок). Материал для таких стержней заливается либо непосредственно в восковую (полимерную) модель, перед её постановкой в модельный блок, либо после нанесения и сушки нескольких первичных слоёв формы при её изготовлении. ЖСС для заливных стержней хорошо повторяют профиль полости, при правильном применении эти материалы обеспечивают те же преимущества, что и керамические стержни, только без дополнительных затрат, связанных с изготовлением оснастки и процессом удаления керамических стержней.
В сложившейся практике литья по выплавляемым моделям, при изготовлении отливок из цветных лёгких сплавов используются связующие вещества на основе гипса или цемента, а для высокотемпературных сплавов применяются связующие вещества на основе жидкого стекла, этилсиликата или фосфатов.
Из уровня техники известна смесь, включающая гипс, мелкодисперсный кварцевый песок, пылевидный возгон шамотного производства, воду, дигидрофосфат натрия в качестве замедлителя схватывания гипса. Гипс выполняет роль связующего вещества для придания и удержания нужной формы материала, однако при температуре свыше 1200°C гипс разрушается, поэтому его нельзя использовать для получения отливок из сплавов с высокой температурой заливки (Патент RU №2175902С1, МПК В22С 1/00, публ. 20.11.2001).
Известна самотвердеющая смесь с цементом в качестве связующего. Смесь включает мелкодисперсный кварцевый песок (53,0-58,8 мас. %), портландцемент (12,72-17,90 мас. %), нитрат алюминия девятиводный (1,79-3,18 мас. %) и воду.
Данная формовочная смесь позволяет получать крупногабаритные отливки из цветных сплавов, а также мелкие и тонкостенные отливки из чугуна и стали. Вместе с тем основной недостаток смеси состоит в том, что портландцемент также содержит гидрат сульфата кальция (гипс) в количестве 3…6%, который согласно технологическому процессу на заводе-изготовителе вводится в процессе помола клинкера для увеличения сроков схватывания цемента. Поэтому при получении крупногабаритных отливок из чугуна в массивных узлах происходит разложение гипса, содержащегося в портландцементе, а из-за очень низкой газопроницаемости формы, поражение отливки газовыми раковинами (Патент RU №2252103С1, МПК В22С 1/00, публ. 20.05.2005).
Наибольшее распространение в промышленности получили ЖСС на основе жидкого стекла в качестве связующего (Борсук П.А., Лясс А.М. Жидкие самотвердеющие смеси. - М: Машиностроение, 1979. - 255 с.).
Так известна жидкостекольная ЖСС, содержащая огнеупорный наполнитель, связующее, отвердитель, пенообразователь и воду, где в качестве пенообразователя используется поверхностно-активное вещество на основе смеси триэтаноламиновых солей сульфо-эфиров высших жирных спиртов фракции С8-С10 и С12-С14, взятых в соотношении 9-3:1, а в качестве стабилизатора пены содержит одно из веществ на основе кремнийорганических жидкостей (Патент RU №2262409С1, МПК В22С 1/00, публ. 20.10.2005).
Известен способ изготовления литейных форм и стержней из холодно-твердеющих смесей на жидкостекольном связующем, включающий перемешивание ингредиентов смеси, её уплотнение в оснастке и продувку углекислым газом, при этом, перед перемешиванием осуществляют плакирование наполнителя раствором, а жидкостекольное связующее обрабатывают наносекундным электромагнитным импульсом с удельной мощностью 400-900 Вт/м3 (Патент RU №2280529С2, МПК В22С 9/00, В22С 1/16, публ. 27.07.2006).
Известен способ химического закрепления слоёв жидкостекольного покрытия в литье по выплавляемым моделям, включающий обработку нанесённых на выплавляемую модель слоёв жидкостекольного покрытия в упрочняющем растворе путём пропитки слоёв смесью растворов алюмоборфосфатного концентрата и карбоксиметилцеллюлозы натриевой, взятых в соотношении 4:1 по объёму, при одновременном воздействии на неё ультразвуком интенсивностью 1-5 Вт/см2 и вакуумированием с остаточным воздушным давлением (01-0,5) ×105 Па (Патент RU №2412778С1, МПК В22С 1/18, публ. 27.02.2011).
Для всех известных составов жидкостекольных смесей и покрытий характерен общий недостаток, это затруднённая выбиваемость смеси из тела отливки.
Известен способ точного литья в керамические формы, разработанный в конце 40-х годов XX века и, получивший своё название в честь его автора - Шоу. Формы изготавливают из ЖСС на основе огнеупорного наполнителя, в качестве связующего используется гидролизованного этилсиликата с добавкой гелеобразующего реагента. После затвердевания формы прокаливают в течение 2-8 часов при температуре 900-950°С. Методом Шоу можно получать отливки из различных сплавов, в том числе из никелевых жаропрочных сплавов, в том числе и в вакууме (Борсук П.А., Лясс А.М. «Жидкие самотвердеющие смеси». - М: Машиностроение, 1979. - 255 с.).
Метод Шоу применим и сегодня, хотя и обладает существенными недостатками: низкая прочность материала форм, требуется дорогостоящая оснастка, пожарная опасность, ухудшение экологической обстановки при гидролизе этилсиликата, дороговизна.
В последние годы, для литья высокотемпературных сплавов, ведутся интенсивные разработки холодно-твердеющих смесей (суспензий) и смесей, отверждаемых при кратковременной тепловой обработке с использованием неорганических связующих на основе водных растворов ортофосфорной кислоты, отверждаемых оксидами железа или магния.
Известна суспензия для изготовления керамических форм по выплавляемым моделям, включающая алюмоборфосфатное связующее, воду, поверхностно-активное вещество и отвердитель в виде магний-силикатного порошка (Патент RU №2295418С1, МПК В22С 1/18, публ. 20.03.2007).
Известна смесь для изготовления форм и стержней в точном литье, содержащая в качестве связующего алюмоборфосфатный концентрат, воду, мелкодисперсный кварцевый песок, керамзит и порошкообразный отвердитель связующего в виде периклаза, при этом предварительно готовят водный раствор алюмоборфосфатного концентрата плотностью 1250-1350 кг/м3, вводят в него мелкодисперсный кварцевый песок и керамзит, осуществляют обработку наносекундными электромагнитными импульсами с удельной мощностью 600-1000 МВт/м3 при дальнейшем перемешивании указанных ингредиентов с последующим введением порошкообразного отвердителя связующего и окончательным перемешиванием (Патент RU №2385782С1, МПК В22С 1/18, публ. 10.04.2010).
Известен способ приготовления бескремнезёмного связующего для литья по выплавляемым моделям химически активных сплавов, включающий смешивание водного раствора алюмоборфосфатного концентрата, который подвергают электродиализу при силе тока 0,2-1,5А с водным раствором поливинилового спирта в объёмном соотношении (2-4):1, при этом, электродиализная обработка водного раствора алюмоборфосфатного концентрата способствует эффективному удалению фосфат-ионов в анодной части электродиализной установки и уменьшению содержания в керамической оболочке фосфора, способного к взаимодействию с заливаемым расплавом, и ухудшающего качество точных отливок ответственного назначения (Патент RU №249965 С1, МПК В22С 1/00, публ. 27.11.2013).
Известен способ изготовления керамических оболочковых форм для литья по выплавляемым моделям химически активных тугоплавких жаропрочных сплавов, включающий формирование на модельном блоке оболочки с использованием кремнезольного основного связующего, огнеупорного наполнителя и обсыпочного материала в виде оксида иттрия, сушку слоёв оболочки, вытопку модельного состава и прокалку, причём после нанесения каждого слоя осуществляют его пропитку раствором алюмоборфосфатного концентрата при одновременном воздействии на указанный раствор ультразвуком с интенсивностью 10…15 кВт/м2 (Патент RU №2631568С1, МПК В22С 9/04, публ. 25.09.2017).
Общим недостатком всех вышеперечисленных патентов, связанных с использованием металл-фосфатных связующих, является наличие в составе литейной керамической оболочке соединений фосфора, способных к взаимодействию с заливаемым расплавом, и ухудшающих качество точных отливок ответственного назначения и, как следствие, фосфатные ЖСС используются исключительно в чёрной металлургии. Кроме того, под воздействием реакции между оксидом магния и метафосфорной кислотой образуется фосфат магния, а это экзотермическая реакция, в следствии, которой может произойти деформация восковой модели.
Аналогами к заявляемому по технической сущности являются следующие способы:
- ЖСС, полученные по методу Шоу-процесса с использованием огнеупорного наполнителя и гидролизованного этилсиликата в качестве связующего с добавкой гелеобразующего реагента в виде водного раствора щёлочи NaOH, при этом, в качестве огнеупорного наполнителя используются две марки белого электрокорунда F54 и F36 и концентрат дистен-силлиманитовый (КДСП). Материал формы в виде ЖСС, изготовленный по методу Шоу, в течение 1-2 минут после твердения, поджигается для удаления всех летучих составляющих, а затем в течение 18-20 часов проветривается на воздухе при температуре 18-25°С, прежде чем попадёт на заливку металлом (Каблов Е.Н. Литые лопатки газовых турбин. - М.: МИСИС, 2001. - 632 с.);
- ЖСС, разработанные фирмой Ransom & Randolph в США и опубликованные в статье «Использование и применение материалов-заполнителей для заливных керамических стержней». В разработке используется огнеупорный наполнитель, связующее на фосфатной основе, отверждение которого происходит под воздействием реакции с оксидом магния, в результате чего возникает фосфат магния, твердеющий в течение 40-60 минут, после чего затвердевший заливной стержень сушится не менее 15 часов прежде чем на модельный блок будет нанесён очередной огнеупорный слой (Conrad Holek, Casey Wolfe & Marti Hunyor «The Use and Application of Ceramic Core Fill Materials». - 60th Technical conference & Expo, 2013).
Недостатками ЖСС по методу Шоу-процесса являются низкая прочность форм, требуется дорогостоящая оснастка, пожарная опасность, ухудшение экологической обстановки при гидролизе этилсиликата, дороговизна этилсиликата и ограниченный срок его живучести.
Недостатками ЖСС на основе фосфатных связующих являются присутствие в составе литейной керамической форме соединений фосфора, способных к взаимодействию с заливаемым расплавом, что в состоянии понизить эксплуатационные свойства точных отливок ответственного назначения из жаропрочных никелевых сплавов, заливаемых в вакууме, а также прохождение экзотермической реакции между оксидом магния и фосфатным связующим, в следствии, которой может произойти деформация восковой модели. ЖСС на основе фосфатных связующих находят применение в основном только в чёрной металлургии.
В качестве наиболее близкого аналога по технической сущности выбран прототип ЖСС для формирования или ремонта монолитной футеровки металлургической плавильной печи. Смесь уплотняется под действием вибрации, приложенной к шаблону и содержит в своём составе материал матрицы на основе спечённой магнезии, 7% вес., углерода, 0,5% вес. полиакриловой кислоты, 3% вес. золя кремнезёма и 6% вес. воды (Патент US №5888586, МПК B22C1/02; B22C3/00; C04B35/03; C04B35/04; C04B35/66; F27D1/10; F27D1/16, публ. 30.03.1999).
К недостаткам прототипа следует отнести его принадлежность к большой чёрной металлургии, где при плавке сталей используются, как магнезиально-углеродные кирпичи, так и жидкие самотвердеющие смеси на магнезиальной основе, что не приемлемо при производстве отливок по выплавляемым моделям из жаропрочных сплавов, в том числе и в вакууме.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является несостоятельность существующей технологии изготовления литейных форм для литья по выплавляемым моделям жаропрочных сплавов, в части получения плотного и прочного керамического покрытия в труднодоступных зонах литейной керамической формы, таких как: узкие и протяжённые каналы, карманы, глухие колодцы или глубокие мелкие отверстия, а также проточная часть сопловых аппаратов и роторов.
Технической задачей предлагаемого изобретения является получение плотного и прочного керамического покрытия в труднодоступных зонах литейной керамической формы, таких как: узкие и протяжённые каналы, карманы, глухие колодцы или глубокие мелкие отверстия, а также в проточной части сопловых аппаратов и роторов с целью повышения качества отливок из жаропрочных сплавов с равноосной структурой, снижения расходов на производство, за счёт использования недорогих и доступных материалов, при этом, применение разработанных на воздухе ЖСС, должно быть простым и не трудоёмким.
Техническая проблема решается тем, что в способе изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям, включающем изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую или полимерную модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоёв огнеупорных суспензий для формирования керамической формы, обсыпку в пескосыпе каждого слоя зернистым белым электрокорундом, послойную сушку огнеупорного покрытия, удаление моделей из керамической формы, прокалку керамической формы, отличающийся тем, что в труднодоступных зонах литейной формы, таких как: узкие и протяжённые каналы, карманы, глухие колодцы или глубокие мелкие отверстия, а также в проточной части сопловых аппаратов и роторов формируются заливные стержни с использованием ЖСС, прошедших вакуумирование и включающих готовую к применению суспензию последующих слоев на основе высокощелочного водно-коллоидного связующего, огнеупорный наполнитель в виде зернистого белого электрокорунда и порошкообразный отвердитель в виде оксида щелочноземельного металла, при следующем соотношении ингредиентов, мас.%:
при этом используется суспензия последующих слоёв следующего состава, мас. %:
а заполнение труднодоступных мест формы производится с приложением вибрации либо самотёком из ёмкости, либо при помощи шприца, либо из кондитерского мешка, при этом, заполнение труднодоступных мест может производиться как на восковой модели до её постановки в состав модельного блока, так и после нанесения и сушки, как минимум, одного лицевого слоя литейной формы, а воздушную сушку затвердевших заливных стержней производят на конвейере, расположенном в климатической камере по режиму сушки последующих слоёв при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3 часов, окончательную сушку керамического покрытия формы производят в климатической камере при тех же параметрах воздушного потока не менее 12 часов, а прокалку вытопленных форм производят по режиму:
- загрузка керамической формы в холодную печь;
- нагрев до температуры 105-110°С со скоростью ≤ 5°С/мин;
- выдержка при температуре 105-110°С в течение 8 часов;
- нагрев до температуры 740-750°С со скоростью ≤ 200°С/час;
- выдержка при температуре 740-750°С в течение 3 часов;
- охлаждение с печью до температуры 100-20°С.
Кроме того, согласно изобретению, в составе суспензии последующих слоёв используют высокощелочное водно-коллоидное связующее (pH 9,5…10,5), содержащее 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г.
Кроме того, согласно изобретению, в составе суспензии последующих слоёв используют КДСП с удельной поверхностью 6000-8000 см2/г.
Кроме того, согласно изобретению, ЖСС можно использовать, как для заливки труднодоступных мест восковых моделей при формировании модельного блока, так и для заливки труднодоступных мест в процессе формирования огнеупорного покрытия литейной формы после нанесения и сушки, как минимум, первого лицевого слоя.
Кроме того, согласно изобретению, в качестве огнеупорного наполнителя ЖСС используют зернистый белый электрокорунд фракций от F100 до F30.
Кроме того, согласно изобретению, в качестве отвердителя используют порошок окиси магния (MgO) с удельной поверхностью зёрен 5000 - 5500 см2/г;
Кроме того, согласно изобретению, готовая ЖСС перед заливкой подлежит вакуумированию для удаления воздуха, замешанного в ЖСС при её приготовлении.
Кроме того, согласно изобретению, уплотнение и пролив на глубину осуществляется с приложением вибрации.
Кроме того, согласно изобретению, допускается армирование заливных стержней за счёт установки жеребеек.
При осуществлении способа используется суспензия последующих слоёв аналогично техническому решению опубликованного патента на изобретение RU 2723878.
Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям включает изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую или полимерную модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоёв огнеупорных суспензий для формирования керамической формы, обсыпку в пескосыпе каждого слоя зернистым белым электрокорундом, послойную сушку огнеупорного покрытия, удаление моделей из керамической формы, прокалку керамической формы.
В отличии от прототипа, ЖСС готовится и используется следующим образом: отдельно взвешиваются и перемешиваются сухие компоненты смеси, отдельно взвешивается суспензия последующих слоёв, навеска сухих компонентов смешивается с навеской суспензии последующих слоёв с использованием миксера или вручную до получения однородной массы. Процесс перемешивания должен занимать не более 1,5-2 минут, после чего, смесь вакуумируют в течение 20-30 секунд и используют по назначению, при этом, для облегчения заполнения труднодоступных мест, допускается заливка ЖСС с приложенной вибрацией. В результате физико-химических изменений на границе двух сред происходит процесс гелеобразования, при этом протекает процесс объединения мицелл кремнезёма в более крупные агломераты. После затвердевания смеси в труднодоступных местах, форму следует просушить на конвейере, расположенном в климатической камере по режиму сушки последующих слоёв при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3 часов и только после этого приступить к дальнейшему формированию огнеупорного покрытия формы в соответствии с утверждённым технологическим процессом. По окончании, по меньшей мере, 12-часовой окончательной сушки, из формы удаляется восковая составляющая, после чего формы сохнут на воздухе в течение, не менее 12 часов, прокалку просушенных вытопленных форм производят по режиму:
- загрузка керамической формы в холодную печь;
- нагрев до температуры 105-110°С со скоростью ≤ 5°С/мин;
- выдержка при температуре 105-110°С в течение 8 часов;
- нагрев до температуры 740-750°С со скоростью ≤ 200°С/ час;
- выдержка при температуре 740-750°С в течение 3 часов;
- охлаждение с печью до температуры 100-20°С.
Кроме того, в составе суспензии последующих слоёв используют высокощелочное водно-коллоидное связующее с pH 9,5…10,5, содержащее 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г, что обеспечивает высокую реакционную способность мицелл к отвердителю при огеливании суспензии последующих слоёв.
Кроме того, в составе суспензии последующих слоёв используют наполнитель КДСП с удельной поверхностью 6000-8000 см2/г, что обеспечивает плотную упаковку компонентов ЖСС и экономичность процесса изготовления форм.
Кроме того, ЖСС можно использовать, как при заливке труднодоступных мест на восковых (полимерных) моделях при формировании модельного блока, так и при заливке труднодоступных мест в процессе формирования огнеупорного покрытия литейной формы после нанесения и сушки, как минимум, первого лицевого слоя, что обеспечивает расширение возможностей технологии при сокращении времени изготовления форм.
Кроме того, в качестве огнеупорного наполнителя ЖСС используют зернистый белый электрокорунд фракций от F100 до F30, что не ограничивает производство в выборе зернистости наполнителя и обеспечивает пониженное потребление суспензии последующих слоёв.
Кроме того, в качестве отвердителя используют порошок окиси магния ГОСТ 4526-75 с удельной поверхностью зёрен 5000 - 5500 см2/г, что обеспечивает высокую реакционную способность отвердителя при огеливании суспензии последующих слоёв. Допускается армирование (упрочнение) заливных стержней (вставок) за счёт установки жеребеек. ЖСС можно использовать, как для заливки труднодоступных мест восковых (полимерных) моделей при формировании модельного блока, так и для заливки труднодоступных мест в процессе формирования огнеупорного покрытия литейной формы после нанесения и сушки, как минимум, первого лицевого слоя.
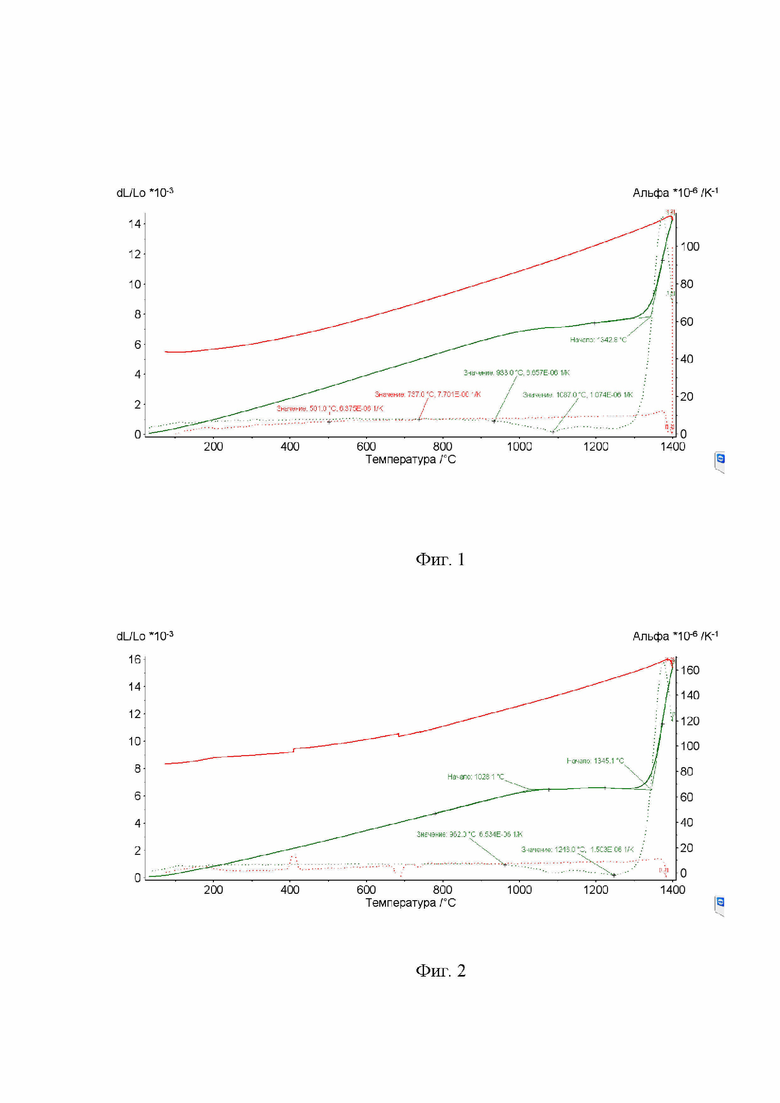
На фиг.1 показано термическое расширение литейной керамики.
На фиг.2 показано термическое расширение литейной керамики плюс ЖСС.
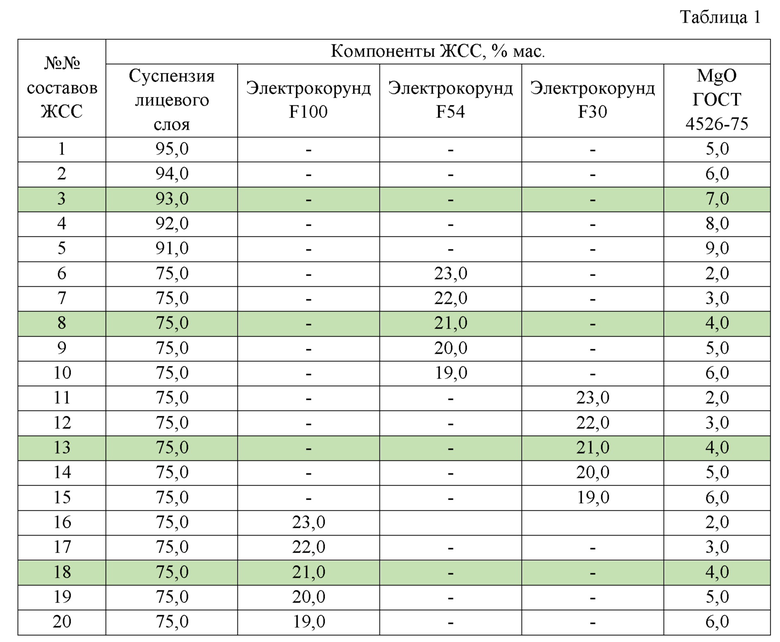
В таблице 1 представлен состав жидконаливных самотвердеющих смесей (ЖСС).
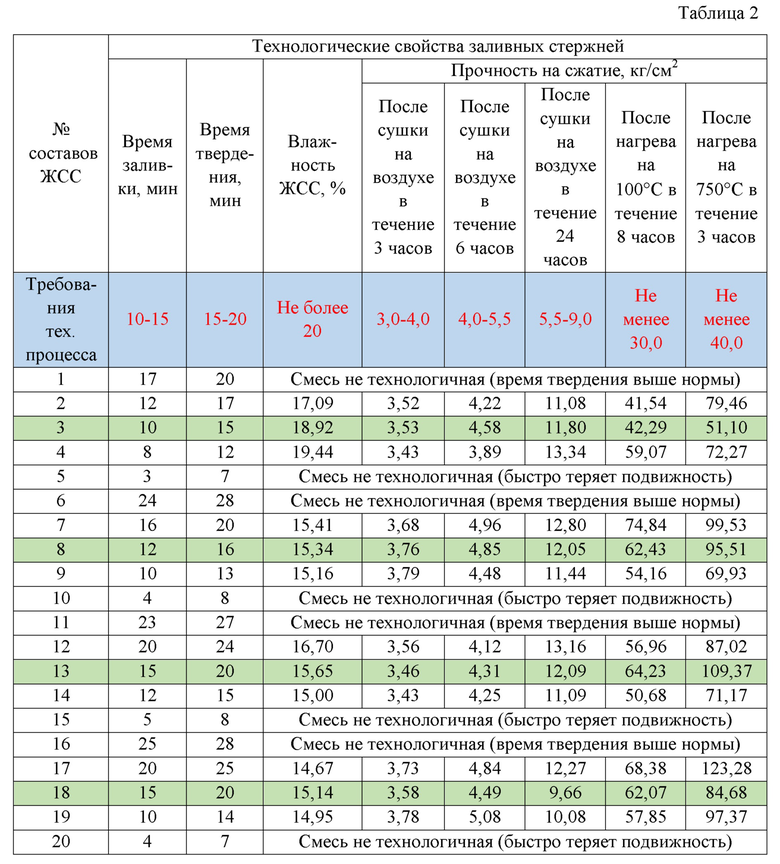
В таблице 2 представлены основные технологические свойства заливных стержней.
Составы ЖСС и литейной керамики для равноосного литья практически идентичны, что подтверждается дилатометрическим анализом по определению значений коэффициента термического расширения (КТР) при их нагреве до температуры 1400°С. Результаты исследования, представленные на фиг. 1 и 2, наглядно демонстрируют что КТР литейной керамики, содержащей ЖСС, хорошо сочетается с КТР самой литейной формы и в интервале температур от 200 до 960°C составляет 6,77×10-61/K и 6,69×10-61/K соответственно. Для графиков в координатах «Относительное изменение длины - Температура» принята следующая маркировка:
- зелёная сплошная линия - относительное изменение длины, при нагреве;
- зелёная точечная линия - КТР, при нагреве;
- красная сплошная линия - относительное изменение длины, при охлаждении;
- красная точечная линия - КТР, при охлаждении.
В таблицах 1 и 2 приведены примеры использования ЖСС с указанием их состава и свойств. Контроль влажности ЖСС проводился в соответствии с требованиями ГОСТ 29234.5-91, время заливки и отверждения оценивалось визуально, контроль прочности ЖСС проводился на сжатие в соответствии с требованиями п. 3.8 ГОСТ 23409.7-78. Из таблиц следует оптимальный состав ЖСС, отражённый в формуле, так экспериментально установлено, что содержание наполнителя любой из представленных зернистостей не может превышать 22%, поскольку ЖСС в данном случае теряет текучесть, что особенно проявляется в сочетании с увеличением содержания отвердителя (MgO). Содержание отвердителя (MgO) менее 3% не целесообразно, поскольку влечёт за собой увеличение времени огеливания, а увеличение содержания отвердителя (MgO) более 8% приводит к снижению текучести ЖСС и резкому снижению времени огеливания.
Пример 1. Методом свободной заливки готовятся образцы из ЖСС следующего состава, мас. %: суспензия последующих слоёв 92,99 (содержит высокощелочное водно-коллоидное связующее 53,0 и КДСП 47,0), отвердитель в виде окиси магния (MgO) 7,0, огнеупорный зернистый наполнитель 0,01. ЖСС перед заливкой образцов вакуумируется до состояния, обеспечивающего полное удаление замешанного воздуха, при этом, заливка образцов производится с приложением вибрации, обеспечивающей заполнение оснастки. После затвердевания, образцы проходят операцию сушки на конвейере, расположенном в климатической камере по режиму сушки последующих слоёв при влажности воздуха 30%, температуре 20°С и скорости воздушных потоков 4,0 м/с в течение 3 часов, окончательную сушку образцов производят в климатической камере при тех же параметрах воздушного потока в течение 24 часов, а прокалку вытопленных форм производят по режиму: загрузка образцов в холодную печь; нагрев до температуры 105°С со скоростью 5°С/мин; выдержка при температуре 105°С в течение 8 часов; нагрев до температуры 740°С со скоростью 200°С/час; выдержка при температуре 740°С в течение 3 часов; охлаждение с печью до температуры 50°С.
Пример 2. Методом свободной заливки готовятся образцы из ЖСС следующего состава, мас. %: суспензия последующих слоёв 75,0 (содержит высокощелочное водно-коллоидное связующее 52,0 и КДСП 48,0), огнеупорный зернистый наполнитель 21,0 в виде белого электрокорунда фракции F54, отвердитель в виде окиси магния (MgO) 4,0. ЖСС перед заливкой образцов вакуумируется до состояния, обеспечивающего полное удаление замешанного воздуха, при этом, заливка образцов производится с приложением вибрации, обеспечивающей заполнение оснастки. После затвердевания, образцы проходят операцию сушки на конвейере, расположенном в климатической камере по режиму сушки последующих слоёв при влажности воздуха 31%, температуре 21°С и скорости воздушных потоков 4,5 м/с в течение 3 часов, окончательную сушку образцов производят в климатической камере при тех же параметрах воздушного потока в течение 24 часов, а прокалку вытопленных форм производят по режиму: загрузка образцов в холодную печь; нагрев до температуры 106°С со скоростью 5°С/мин; выдержка при температуре 106°С в течение 8 часов; нагрев до температуры 745°С со скоростью 200°С/час; выдержка при температуре 745°С в течение 3 часов; охлаждение с печью до температуры 40°С.
Пример 3. Методом свободной заливки готовятся образцы из ЖСС следующего состава, мас. %: суспензия последующих слоёв 75,0 (содержит высокощелочное водно-коллоидное связующее 54,0 и КДСП 46,0), огнеупорный зернистый наполнитель 21,0 в виде белого электрокорунда фракции F30, отвердитель в виде окиси магния (MgO) 4,0. ЖСС перед заливкой образцов вакуумируется до состояния, обеспечивающего полное удаление замешанного воздуха, при этом, заливка образцов производится с приложением вибрации, обеспечивающей заполнение оснастки. После затвердевания, образцы проходят операцию сушки на конвейере, расположенном в климатической камере по режиму сушки последующих слоёв при влажности воздуха 32%, температуре 20°С и скорости воздушных потоков 5,0 м/с в течение 3 часов, окончательную сушку образцов производят в климатической камере при тех же параметрах воздушного потока в течение 24 часов, а прокалку вытопленных форм производят по режиму: загрузка образцов в холодную печь; нагрев до температуры 108°С со скоростью 5°С/мин; выдержка при температуре 108°С в течение 8 часов; нагрев до температуры 750°С со скоростью 200°С/час; выдержка при температуре 750°С в течение 3 часов; охлаждение с печью до температуры 60°С.
Пример 4. Методом свободной заливки готовятся образцы из ЖСС следующего состава, мас. %: суспензия последующих слоёв 75,0 (содержит высокощелочное водно-коллоидное связующее 53,0 и КДСП 47,0), огнеупорный зернистый наполнитель 21,0 в виде белого электрокорунда фракции F100, отвердитель в виде окиси магния (MgO) 4,0. ЖСС перед заливкой образцов вакуумируется до состояния, обеспечивающего полное удаление замешанного воздуха, при этом, заливка образцов производится с приложением вибрации, обеспечивающей заполнение оснастки. После затвердевания, образцы проходят операцию сушки на конвейере, расположенном в климатической камере по режиму сушки последующих слоёв при влажности воздуха 31%, температуре 20°С и скорости воздушных потоков 4,0 м/с в течение 3 часов, окончательную сушку образцов производят в климатической камере при тех же параметрах воздушного потока в течение 24 часов, а прокалку вытопленных форм производят по режиму: загрузка образцов в холодную печь; нагрев до температуры 110°С со скоростью 5°С/мин; выдержка при температуре 110°С в течение 8 часов; нагрев до температуры 748°С со скоростью 200°С/час; выдержка при температуре 748°С в течение 3 часов; охлаждение с печью до температуры 55°С.
Положительный технический результат получен во всех приведённых примерах осуществления. По заявленному способу успешно проведены экспериментальные работы, способ рекомендован к использованию в производстве.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками обеспечивает получение плотного и прочного керамического заливного стержня (вставки) в труднодоступных зонах литейной керамической формы, таких как: узкие и протяжённые каналы, карманы, глухие колодцы или глубокие мелкие отверстия, а также в проточных частях сопловых аппаратов и роторов, тем самым способствуя повышению качества отливок из жаропрочных сплавов с равноосной структурой, приводит к снижению расходов на производство, за счёт использования недорогих и доступных материалов, при этом, технологический процесс, основанный на использовании разработанных составов ЖСС прост, доступен и не претерпевает коренных изменений по сравнению с существующим.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм с использованием жидконаливных самотвердеющих смесей при производстве отливок из жаропрочных сплавов по выплавляемым моделям (варианты) | 2021 |
|
RU2755624C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
| Способ изготовления безобжиговых керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2723878C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| Способ изготовления керамических форм по выплавляемым моделям | 2021 |
|
RU2756703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| Суспензия для оболочковой керамической формы | 2022 |
|
RU2794474C1 |
Изобретение относится к области литейного производства. Способ изготовления литейных керамических оболочковых форм при производстве отливок по выплавляемым моделям из жаропрочных сплавов включает изготовление выплавляемого модельного блока, нанесение на него огнеупорного покрытия в виде лицевого и последующих слоёв огнеупорных суспензий, обсыпку каждого слоя зернистым белым электрокорундом, послойную сушку, удаление моделей, прокалку формы. В труднодоступных зонах формы: узких и протяжённых каналах, карманах, глухих колодцах и т.д., формируют заливные стержни из жидконаливной самотвердеющей смеси, содержащей, мас.%: огнеупорный наполнитель – зернистый белый электрокорунд – 0,01-22, порошкообразный отвердитель – окись магния – 3-8, суспензию последующих слоёв на основе высокощелочного водно-коллоидного связующего – остальное. Заливают труднодоступные зоны с приложением вибрации как на модели до её постановки в модельный блок, так и после нанесения и сушки как минимум одного лицевого слоя литейной формы. Обеспечивается получение плотных и прочных заливных стержней в труднодоступных зонах литейной формы, повышение качества получаемых отливок. 8 з.п. ф-лы, 2 ил., 2 табл., 4 пр.
1. Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям, включающий изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую или полимерную модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоёв огнеупорных суспензий для формирования керамической формы, обсыпку в пескосыпе каждого слоя зернистым белым электрокорундом, послойную сушку огнеупорного покрытия, удаление моделей из керамической формы, прокалку керамической формы, отличающийся тем, что в труднодоступных зонах литейной формы формируют заливные стержни с использованием жидконаливных самотвердеющих на воздухе смесей, прошедших вакуумирование и включающих готовую к применению суспензию последующих слоев на основе высокощелочного водно-коллоидного связующего, огнеупорный наполнитель в виде зернистого белого электрокорунда и порошкообразный отвердитель в виде оксида щелочноземельного металла, при следующем соотношении ингредиентов, мас.%:
при этом используют суспензию последующих слоев следующего состава, мас.%:
заполнение труднодоступных зон литейной формы производят с приложением вибрации с обеспечением полного заполнения указанных зон, при этом заливные стержни армируют за счёт установки жеребеек, а воздушную сушку затвердевших заливных стержней производят на конвейере, расположенном в климатической камере, по режиму сушки последующих слоев при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3 часов, окончательную сушку керамического покрытия формы производят в климатической камере при тех же параметрах воздушного потока не менее 12 часов, а прокалку вытопленных форм производят по режиму:
- загрузка керамической формы в холодную печь;
- нагрев до температуры 105-110°С со скоростью ≤5°С/мин;
- выдержка при температуре 105-110°С в течение 8 часов;
- нагрев до температуры 740-750°С со скоростью ≤200°С/час;
- выдержка при температуре 740-750°С в течение 3 часов;
- охлаждение с печью до температуры 100-20°С.
2. Способ по п. 1, отличающийся тем, что в составе суспензии последующих слоев используют высокощелочное водно-коллоидное связующее с pH 9,5-10,5, содержащее 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г.
3. Способ по п. 1, отличающийся тем, что в составе суспензии последующих слоев используют концентрат дистен-силлиманитовый порошкообразный с удельной поверхностью 6000-8000 см2/г.
4. Способ по п. 1, отличающийся тем, что жидконаливную самотвердеющую смесь используют при заливке труднодоступных зон на восковых моделях при формировании модельного блока и/или при заливке труднодоступных зон в процессе формирования огнеупорного покрытия литейной формы, после нанесения и сушки как минимум первого лицевого слоя.
5. Способ по п. 1, отличающийся тем, что в качестве огнеупорного наполнителя жидконаливной самотвердеющей смеси используют зернистый белый электрокорунд фракций от F100 до F30.
6. Способ по п. 1, отличающийся тем, что в качестве отвердителя используют порошок окиси магния с удельной поверхностью зёрен 5000-5500 см2/г.
7. Способ по п. 1, отличающийся тем, что готовую жидконаливную самотвердеющую смесь перед заливкой подвергают вакуумированию для удаления воздуха, замешанного в жидконаливной самотвердеющей смеси при её приготовлении.
8. Способ по п. 1, отличающийся тем, что заливку и уплотнение жидконаливной самотвердеющей смеси осуществляют с приложением вибрации.
9. Способ по п. 1, отличающийся тем, что осуществляют армирование заливных стержней за счет установки жеребеек.
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2016 |
|
RU2631568C1 |
| US 5888586 A1, 30.03.1999 | |||
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
| DE 3832370 A1, 09.11.1989 | |||
| FR 2862244 B1, 08.12.2006. | |||

