(54) КОВШ ДЛЯ РАЗЛИВКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ СТРУИ МЕТАЛЛА | 1969 |
|
SU235254A1 |
| КОВШ ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 2022 |
|
RU2786765C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ И СПОСОБ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА В ЭТОМ КОВШЕ ЧЕРЕЗ ДОННУЮ ФУРМУ | 2007 |
|
RU2359781C2 |
| УСТРОЙСТВО ДЛЯ ДОННОГО СЛИВА РАСПЛАВА | 1992 |
|
RU2066595C1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |
| ШЛАКОВЫЙ КОВШ | 1995 |
|
RU2086655C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1994 |
|
RU2063299C1 |
| КОВШ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2002 |
|
RU2213644C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2005 |
|
RU2296647C2 |
| Шиберный затвор | 1983 |
|
SU1142221A2 |
Изобретение относится к металлургии и может быть йсполь-зовано в металлургическом оборудовании для приема и разливки металлов, а именно в ковшах с плоским днищем. Ковши для разливки металлов широко используются в металлургической промышленности. Известны сталеразливочные ковши с плоскими ДНШЦ61МИ, которые жестко соединены с боковой стенкой кожуха при помощи заклепок или электросваркой Ц-4 Известны также сварные сталеразл№вочные ковши с плоскими дншцами, которые укреплены уголками для жесткооти и приварейы к боковой стенке кожуха электросваркой. Уголки составляют жест кую решетку, позволяющую ставить ковш на пол Г 5 3 . Однако в этих ковшах для разливки иеталла боковая поверхность кожуха в Греете сопряжения с днищем и днище по-разному подвергаются температурному воздействию лучистой энергии жидкого металла при разливке и при теплоПередаче от металла в ковше через футеровку к кожуху. Поэтому деформируются они различно. При этом разрушается боковая стенка кожуха в местах сопряжения с днищем, срезаются соединения, деформируется днгаые, выходит из строя весь ковш. Практика показывает, что ковши с жестким креплением дншда вььходят из строя через 5-6 мес. работы. /v -. Цель изобретения - повышение срока службы ковша для разливки металла. . Поставленная цель достигается тем, что в ковше для разливки металла, содержащем футерованный кожух и плоское днище, укрепленное элементами жесткости, кожух снабжен кольцевым фланцем под днище, жестко закрепленным на наружной боковой поверхности кожуха, и запорным кольцом, размещенным в кожухе над днищем и жестко закрепленным на внутренней стенке кожуха, а днище
выполнено свободно расположенным между кольцевым фланцем и запорным кольцом с температурным зазором по отношению к кожуху.
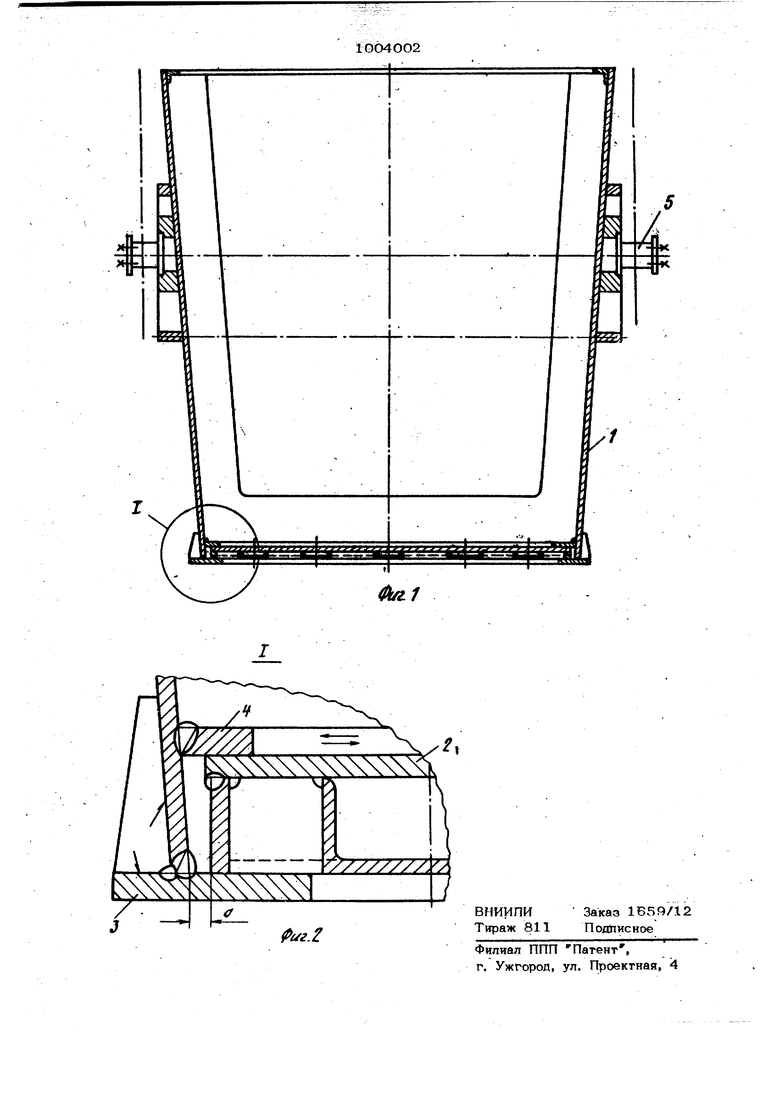
Зазор а между кожухом rf днгадем по 5 диаметру оставляется достаточным для температурного расширения дншпа. Таким образом, вертикальные нагрузки на , направленные вниз, воспринимаются кольцевым фланцем, а нагрузки, направ- О ленные вверх при установке ковша на пол - запорным кольцо л.
На фиг 1 изображен ковш для разливки металла, разрез на фиг, 2 - узел 1 «5 оединения днища с кожухом.
Ковш содержит кожух 1, днище 2,, кольцевой фланец 3, запорное кольцо 4, цапфы 5о
Прием металла в ковш осуществляет- 20 ся, например, под сталеразливочным . желобом печи, затем за цапфы 5 ковш захватъшается крюками и транспортирумся йоцеху к месту разливки жидкого меалла в . Ковш при этом вьщерживает 25 емпературу ISSO C, темперет-урный зйзор позволяет днищу деформировать ся не создавая опасных напряжений в узле соединения с коядгхом.
Такая конструкция ковша для разлив- э§ ЕВ металла значительно повышает срок его службы так как позволяет избежать деформирующего разрушения дниша, кожуха Б месте их соединения, как это им&ет место в взвесггеых конструкиия с .. с креплением дниша.
Ковш предлагаемой конструкпии может вьщерживать ориеигировочный срок в 2 г без выхода V3 строя.
Формула изобретения
Ковш для разливки металла, содержа щий футерованный кожух и плоское днище, укрепленное элементами жесткости, отличающийся тем, что, с целью повышения срока службы ковша, кожух снабжен кольцевым фланцем под днище, жестко закрепленным на наружной боковой поверхности кожуха, и заhopHbiM кольцом, размащенныкС в кожухе над днищем и жестко закрепленным на внутренней стенке кожуха, а днище выполнено свободно расположенным между кольцевым фланцем и запорным кольцом с температурным зазором по отношению к кожуху.
Источники информации, принятые во внимание при экспертизе
№ 60861О, кл, В 22Т) 41/00, 197.6,
