Изобретение относится к черной металлургии, точнее ко вторичной металлургии производства жидкой стали на стадиях ее нахождения в стальковше (печи-ковше) путем непрерывной продувки жидкой стали нейтральным/инертным газом.
Известно, что продувка жидкой стали в стальковше (печи-ковше) нейтральным/инертным газом является составной частью вторичной металлургии стали. В основном продувку осуществляют снизу через днище стальковша. В конструкции донной фурмы сторона фурмы, контактирующая с жидким металлом, выполнена с капиллярными каналами (трубками, пористым телом), через которые газ подается в металл. Такое исполнение фурмы затрудняет проникновение жидкой стали в каналы фурмы. Возможно (но практически не реализуется из-за заливания металла в трубки с застыванием) применение в фурме вместо капиллярных каналов трубок/каналов с большим диаметром.
Основная техническая проблема, которая возникает в описанном случае применения донных фурм, состоит в заливании жидкого металла с застыванием в выходящие и контактирующие с жидкой сталью внутренние отверстия фурмы. Отмеченное явление всегда имеет место при отсутствии подачи газа через фурму.
Причем при применении фурмы с капиллярными (а также из пористых материалов) каналами имеет место не только и не столько заливание внутренних отверстий трубок жидким металлом, сколько застывание металла с его прилипанием к материалу торца тела фурмы. Происходит уменьшение числа работающих трубок/каналов. Более того, после начала подачи газа застывший металл часто отрывается от торца трубы/продувочного устройства, при этом с оторвавшимся металлом также отрывается часть материала фурмы, в том числе с отрывом части торца трубы (нескольких трубок). Результат: эффективность фурмы по продувке металла газом существенно снижается, вплоть до постепенного полного выхода фурмы из строя.
При применении донных фурм/продувочных устройств с каналами, сечение которых превышает капиллярные, особенно необходима непрерывная подача газа через фурму на всех операциях вторичной металлургии от разливки металла до МНЛЗ, включая операции транспортирования ковша между этими операциями. Даже кратковременное нарушение этого условия непрерывной подачи газа жидкий металл заливает трубу/канал донной фурмы с застыванием. Фурма в этом случае полностью выходит из строя. Более того, появляется опасность прорыва металла из ковша.
В то же время применение в стальковше донных фурм с увеличенными, в сравнении с капиллярами, каналами весьма желательно, так как расширяет возможности обработки жидкой стали в стальковше.
Известен сталеразливочный ковш, содержащий футерованный изнутри сварной металлический кожух, имеющий форму усеченного конуса, который снаружи охватывается металлическим поясом с верхним и нижним кольцом с двумя цапфами транспортировки ковша (см., например, Металлургия стали: Учебник для вузов / Явойский В.И. и др.: Металлургия, 1983 г., глава 2, §4, с.340-342).
Существенным недостатком известного сталеразливочного ковша является отсутствие в нем устройств для подвода газа в жидкий металл, в том числе отсутствие донной фурмы.
Известен сталеразливочный ковш, содержащий футерованный изнутри сварной металлический кожух, охваченный снаружи металлическим поясом с верхним и нижним кольцами и двумя цапфами для транспортировки ковша, по меньшей мере, одну донную фурму и трубопроводы для подвода газа. (RU 21198, С21С 5/28, 27/12/2001).
По совокупности существенных признаков известный сталеразливочный ковш наиболее близок предлагаемому, поэтому принят за прототип.
Существенным недостатком известного сталеразливочного ковша является невозможность подачи газа в жидкий металл во время транспортирования ковша грузоподъемным устройством (мостовым краном). Имеет место прерывание в продувке жидкого металла в ковше, что нежелательно при реализации продувки газом жидкого металла в ковше.
Предлагаемое исполнение сталеразливочного ковша позволяет осуществлять непрерывную продувку жидкого металла в ковше на всех операциях вторичной металлургии и, что особенно важно, в процессе транспортирования ковша между этими операциями.
Получение указанного технического эффекта обеспечено благодаря тому, что сталеразливочный ковш, содержащий футерованный изнутри сварной металлический кожух, охваченный снаружи металлическим поясом с верхним и нижним кольцами и двумя цапфами для транспортировки ковша, по меньшей мере, одну донную фурму и трубопроводы для подвода газа, по изобретению на кожухе закреплена по меньшей мере одна емкость с газом, соединенная трубопроводом с донной фурмой, и габаритные размеры которой не выходят за габаритные размеры ковша. Причем емкость с газом закреплена на ковше между верхним и нижним кольцами, охватывающего металлического пояса. Помимо этого прикрепленные к кожуху емкости с газом соединены между собой трубопроводом и единым трубопроводом с донной фурмой. К тому же емкости с газом выполнены подковообразными с открытыми посадочными пазами на краевых участках и с возможностью смены. Также емкость с газом выполнена контактирующей с поверхностью кожуха через упругий элемент, при этом емкость опирается на нижнее кольцо пояса, а внизу и вверху она защищена от выпадания планками, закрепленными на кольцах с возможностью поворота. По меньшей мере одна емкость снабжена устройством газа.
В предлагаемом ковше реализуют способ продувки жидкого металла газом через донную фурму, в сталеразливочном ковше во время его транспортирования подъемным устройством, включающий нахождение ковша в контакте с грузоподъемным транспортным устройством и непрерывную подачу нейтрального или инертного газа в ковш из по меньшей мере одной емкости, закрепленной на ковше.
Таким образом, согласно изобретению подачу нейтрального/инертного газа в жидкий металл сталеразливочного ковша осуществляют непрерывно, на всех операциях вторичной металлургии, включая при этом все операции транспортирования ковша.
Предлагаемый сталеразливочный ковш и способ продувки жидкого металла в этом ковше через донную фурму пояснены схематическими чертежами на фиг.1-6. При этом на фиг.1-6 рассмотрен ковш, кожух которого имеет форму усеченного конуса. Приведенное ниже описание в полной мере относится к ковшу, кожух которого имеет форму цилиндра.
На фиг.1 приведен общий вид сталеразливочного ковша с емкостями для газа, приваренными к кожуху ковша; на фиг.2 - разрез А-А на фиг.1 (вариант I); на фиг.3 - разрез А-А на фиг.2 (вариант II исполнения емкостей с газом сменными); на фиг.4 - общий вид ковша в случае исполнения емкостей с газом сменными; на фиг.5 - вид в плане на сменную емкость с газом; на фиг.6 - вид Б на фиг.5.
Сталеразливочный ковш содержит (фиг.1) стальной сварной кожух 1 в форме усеченного конуса, футерованный изнутри 2, опоясывающий пояс с верхним кольцом 3 и нижним кольцом 4, две цапфы 5 для транспортирования стальковша, емкости с газом 6, расположенные между верхним и нижним кольцами 3 и 4 опоясывающего пояса, соединенные с кожухом и кольцами пояса путем сварки (фиг.1 и 2 - вариант I). Сталеразливочный ковш может содержать по меньшей мере одну емкость 6 с газом, но для лучшего уравновешивания ковша ковш оборудуют также двумя емкостями с газом. Каждая емкость 6 или только одна из них снабжена устройством 7 заправки газа. В случае двух емкостей 6 между собой они соединены трубопроводом 8. В днище ковша предусмотрена по меньшей мере одна донная фурма 9 (чаще ковш содержит две донные фурмы). Трубопроводами 10, закрепленными на кожухе 1, по меньшей мере одна фурма 9 соединена с емкостью 6 с газом. Для переключения подачи газа с одной фурмы 9 на другую 11 служит устройство 12. Составной частью сталеразливочного ковша является механизм перекрытия выпускного отверстия, например, шиберного типа 13. Применение на кожухе ковша емкостей 6 с газом не исключает использование затвора в виде стопора (на чертеже условно не показан). Так как емкости 6 с газом исполнены в габаритных размерах ковша, они не мешают использованию стопора. В сталеразливочном ковше емкости с газом могут быть выполнены сменными 14 (на фиг.3-6 - вариант II). В этом случае емкости 14 выполнены подковообразной формы (фиг.5 и 6) и имеют на концах подковы открытые посадочные пазы 15. Устройством 16 от подъемного крана емкости с газом устанавливают на ковш, при этом емкости 14 контактируют с поверхностью кожуха ковша через упругий элемент 17 (плоские пружины) и нижняя поверхность емкости 14 опирается на нижнее кольцо 4 (фиг.4). От выпадения емкости 14 защищены планками 18, закрепленными на кольцах 3 и 4 с возможностью поворота (на чертеже планки 18 показаны условно, т.к. во-первых, не определяют работу емкостей 14 по своему прямому назначению, во-вторых, могут быть устроены и по-другому). В остальном емкости 14 с газом имеют механизмы и устройства, аналогичные варианту I, т.е. 7-12, с тем же функциональным назначением.
С точки зрения решения поставленной технической задачи варианты I и II исполнения ковша равнозначные. В то же время с точки зрения ремонта сталеразливочного ковша в случае прорыва металла через его кожух вариант II имеет предпочтение перед вариантом I, т.к. для организации ремонта кожуха ковша достаточно освободить ковш от емкостей 14.
В обоих вариантах исполнения емкости с газом (6 - на фиг.1 и 2, 14 - на фиг.3 и 4) каждую емкость снабжают предохранительным клапаном, исключающим превышение допустимых значений давления (на фиг. условно не показано, т.к. не определяет сущность решаемой технической задачи).
Сталеразливочный ковш работает следующим образом.
Емкости с нейтральным/инертным газом (7 - вариант I, 14 - вариант II), будучи закрепленными на кожухе 1 ковша, постоянно сопровождают ковш, начиная с операции наполнения сталеразливочного ковша жидким металлом, вплоть до разливки металла на МНЛЗ в заготовки. Таким образом, механизмами и устройствами 11, 10 и 9 непрерывно подают газ в жидкий металл по меньшей мере через одну из донных фурм 9 или 11, в том числе на всех стадиях транспортирования ковша, включая транспортирование на сталевозе и мостовым краном. При этом устройства 7 применяют, во-первых, для заправки емкостей 6 (14) газом, во-вторых, в операциях со стационарным положением ковша устройства 7 подключают к распределительным системам газоподачи, расположенным в металлоплавильном отделении цеха.
Таким образом, на всех операциях вторичной металлургии, включая транспортирование стальковша с жидким металлом мостовым краном, осуществляют непрерывную подачу в жидкий металл ковша нейтрального/инертного газа.
Исполнением емкостей с газом (7 и 14) с креплением на сталераз-ливочном ковше в пределах его габаритных размеров исключают нарушение общепринятой практики работы с ковшами в металлоплавильных отделениях цеха.
Соединением емкостей с газом между собой трубопроводом и единым трубопроводом с донной фурмой 9 или 11 расширяют возможности временных параметров продувки жидкого металла в ковше.
Назначение остальных узлов и деталей, приведенных на фиг.1-6, пояснено при описании этих фигур и не требует дополнительных пояснения.
Применение предложенного сталеразливочного ковша не исключает возможность использования при этом в качестве емкости с газом 14 газовых баллонов известной конструкции. Однако при этом затруднительно вписаться в габаритные размеры ковша, поэтому предпочтительно применение емкости в виде, представленном на фиг.3-6.
Таким образом эксплуатацией сталеразливочного ковша предложенной конструкции и способа продувки жидкого металла в этом ковше через донную фурму решена техническая задача обеспечения продувки жидкого металла в ковше на всех операциях вторичной металлургии и в процессах транспортирования ковша между этими операциями. Отмеченное расширяет возможности вторичной металлургии по повышению качества разливаемых на МНЛЗ заготовок.
Пример.
Сталеразливочный ковш выполнен в форме усеченного конуса. Общая высота ковша 4300 мм, уровень жидкого металла 3000 мм. Ковш рассчитан на нахождение в нем 130 т жидкого металла и 6 т жидкого шлака (ρ=3,5 т/м3). Сварной металлический кожух ковша охвачен металлическим поясом с верхним кольцом диаметром ⌀ 3920 мм и нижним кольцом диаметром ⌀ 3840 мм. Расстоянием между кольцами 1400 мм. На ковше установлены две емкости с газом 14, каждая объемом 1,4 м3, т.е. вместе 2,8 м3.
Жидкий металл в ковше продувают аргоном через донную фурму диаметром ⌀ 2,5 мм и длиной L=0,55 м.
Исходят из максимального возможного времени транспортирования металла грузоподъемным транспортным устройством (мостовым краном) между операциями вторичной металлургии τ=25 мин при расходе газа 100 нл/мин при исходной температуре 55°С и давлении 3 атм. Общее количество газа 2,5 нм3.
При проходе через фурму газ нагревается до температуры 493°С и при этом реализуют следующие параметры дутья: коэффициент скорости (отношение скорости газа на выходе из фурмы к местной скорости звука) λ=0,786, скорость газа на выходе из фурмы V=405 м/с и давлении р=7,4 атм.
Учитывают нахождение стальковша в процессе транспортирования на подъемном кране порядка 15 мин; в остальное время стальковш находится в стационарном положении, и продувку жидкого металла осуществляют от стационарной системы подвода газа.
Таким образом обеспечивают непрерывную подачу аргона в жидкий металл стальковша во всех операциях вторичной металлургии, в том числе при транспортировании стальковша грузоподъемным устройством (мостовым краном).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2001 |
|
RU2197540C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ | 2005 |
|
RU2291202C1 |
| Ковш | 1977 |
|
SU725810A1 |
| Устройство для сушки и нагрева сталеразливочных ковшей | 2024 |
|
RU2841308C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2024 |
|
RU2824768C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2262414C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2819958C1 |
| Устройство для внепечной обработки металла в ковше | 2022 |
|
RU2786734C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОГО МЕТАЛЛА И ШЛАКА ВНУТРИ ЕМКОСТИ ПЛАВИЛЬНОГО АГРЕГАТА ИЛИ ЛЮБОЙ ДРУГОЙ ПРОМЕЖУТОЧНОЙ ЕМКОСТИ, РАСХОДУЕМАЯ ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОЙ ФУРМЫ ИЗ САМОСПЕКАЮЩЕЙСЯ/САМОТВЕРДЕЮЩЕЙ СМЕСИ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2005 |
|
RU2299912C2 |
Изобретение относится к области литейного производства. Ковш содержит футерованный изнутри сварной металлический кожух, охваченный снаружи металлическим поясом с верхним и нижним кольцами и двумя цапфами для транспортировки ковша, донную фурму и трубопроводы для подвода газа. На кожухе закреплена по меньшей мере одна емкость с газом, соединенная трубопроводом с донной фурмой. Габаритные размеры емкости не выходят за габаритные размеры ковша. Достигается повышение эффективности продувки металла газом за счет его непрерывной подачи в ковш, в том числе при транспортировке ковша. 2 н. и 5 з.п. ф-лы, 6 ил.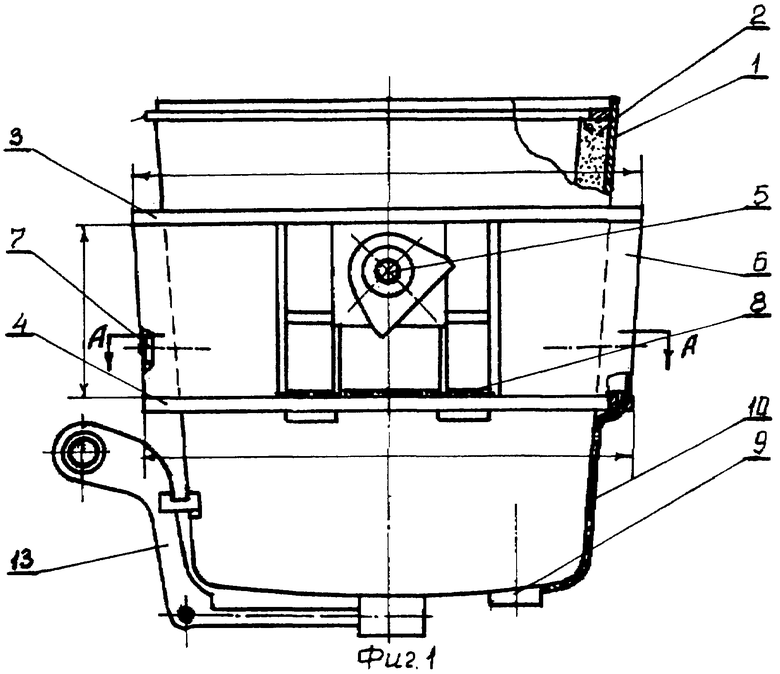
1. Сталеразливочный ковш, содержащий футерованный изнутри сварной металлический кожух, охваченный снаружи металлическим поясом с верхним и нижним кольцами и двумя цапфами для транспортировки ковша, по меньшей мере одну донную фурму и трубопроводы для подвода газа, отличающийся тем, что на кожухе закреплена по меньшей мере одна емкость с газом, соединенная трубопроводом с донной фурмой, и габаритные размеры которой не выходят за габаритные размеры ковша.
2. Сталеразливочный ковш по п.1, отличающийся тем, что емкость с газом закреплена на ковше между верхним и нижним кольцами охватывающего металлического пояса.
3. Сталеразливочный ковш по п.1, отличающийся тем, что прикрепленные к кожуху емкости с газом соединены между собой трубопроводом и единым трубопроводом с донной фурмой.
4. Сталеразливочный ковш по п.1, отличающийся тем, что емкость с газом выполнена подковообразной с открытыми посадочными пазами на краевых участках и с возможностью смены.
5. Сталеразливочный ковш по п.4, отличающийся тем, что емкость с газом выполнена контактирующей с поверхностью кожуха через упругий элемент, при этом емкость опирается на нижнее кольцо пояса, а внизу и вверху она защищена от выпадения планками, закрепленными на кольцах с возможностью поворота.
6. Сталеразливочный ковш по п.1, отличающийся тем, что по меньшей мере одна емкость снабжена устройством подвода газа.
7. Способ продувки жидкого металла в ковше по п.1 газом через донную фурму, включающий нахождение ковша в контакте с грузоподъемным транспортным устройством и непрерывную подачу нейтрального или инертного газа в ковш из по меньшей мере одной емкости, закрепленной на ковше.
| Приспособление против угона железно дорожных рельсов | 1930 |
|
SU21198A1 |
| ЯВОЙСКИЙ В.И | |||
| Металлургия стали | |||
| - М.: Металлургия, 1983, с.340-342 | |||
| Промежуточный ковш машины непрерывного литья заготовок | 1990 |
|
SU1738469A1 |
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |

