Изобретение относится к черной металлургии, конкретнее к сталеразливочным ковшам, применяемым при непрерывной разливке стали.
Наиболее близким по технической сущности является сталеразливочный ковш, содержащий металлический кожух, изоляционный, арматурный и рабочий слои футеровки боковых стенок, футерованное днище, гнездовые кирпичи с разливочными стаканами, установленными в днище ковша со смещением относительно диаметральной оси днища, а также шиберные затворы.
По диаметральной оси днища параллельно прямой, соединяющей оси разливочных стаканов, выполнены на расстоянии друг от друга от двух до пяти выступов, при этом днище выполнено наклонным под углом 2-5 градусов в сторону разливочных стаканов. Высота выступов над днищем по его диаметральной оси составляет 0,02-0,08 высоты рабочей полости ковша (См. патент РФ №2092279, кл. В22D 41/02; 11/10, Бюлл. изобр. №28, 1997).
Недостатком известного сталеразливочного ковша является закозление каналов сталеразливочных стаканов при начале подачи стали в ковш из сталеплавильного агрегата. Это объясняется тем, что первые порции жидкой стали при подаче в ковш попадают в каналы сталеразливочных стаканов и в них замерзают. При наличии в каналах стаканов засыпки в виде смеси песка и коксика происходит ее размывание потоками жидкой стали и попадание ее в каналы стаканов. Сказанное приводит к необходимости длительного прожигания стаканов в начале непрерывной разливки стали, что приводит к увеличению загрязненности металла неметаллическими включениями и уменьшению производительности процесса непрерывной разливки, особенно при разливке методом "плавка на плавку".
Техническая задача, решаемая при использовании изобретении, заключается в устранении закозления каналов разливочных стаканов в начале подачи металла в ковш и повышении производительности процесса непрерывной разливки стали.
Указанная задача решается тем, что сталеразливочный ковш содержит металлический кожух, изоляционный слой, арматурный и рабочий слои футеровки боковой стенки, футерованное днище, гнездовые кирпичи с разливочными стаканами, установленными в днище ковша со смещением относительно диаметральной оси днища, шиберные затворы.
На дне ковша в его рабочей полости симметрично разливочным стаканам в диаметральной плоскости вплотную к боковой стенке ковша установлена огнеупорная вставка П-образной формы с дном. Расстояние между боковыми стенками вставки в месте контакта с боковой стенкой ковша составляет 0,15-0,4, а длина боковых стенок вставки составляет 0,2-0,4 диаметра днища ковша в его рабочей полости. Высота боковых стенок вставки составляет 0,05-0,09 высоты рабочей полости ковша. Дно вставки выполнено под углом 2-10 градусов к днищу ковша в сторону центра ковша. Боковые стенки вставки симметрично расположены под углом к диаметральной плоскости днища ковша в пределах 5-15 градусов.
Устранение закозления каналов разливочных стаканов будет происходить вследствие уменьшения кинетической энергии потоков стали при начале ее подачи в ковш. В этих условиях устраняется размыв засыпки, находящейся в каналах стаканов и попадание в них жидкой стали.
Повышение производительности процесса непрерывной разливки стали будет происходить вследствие уменьшения времени на прожигание каналов разливочных стаканов при начале подачи стали в промежуточный ковш при непрерывной разливке.
Диапазон значений расстояний между боковыми стенками вставки в месте ее контакта с боковой стенкой ковша в пределах 0,15-0,4 от диаметра днища ковша в его рабочей полости объясняется гидрокинетическими закономерностями взаимодействия потоков заливаемой в начальный период в ковш стали со вставкой. При меньших значениях будет происходить перелив стали через боковые стенки вставки в начале ее подачи в ковш. При больших значениях не будет уменьшаться кинетическая энергия потоков стали до необходимых пределов. В обоих случаях будет происходить вымывание засыпки из каналов разливочных стаканов, что приведет к их закозлению.
Диапазон значений длины боковых стенок вставки в пределах 0,2-0,4 от диаметра днища ковша в его рабочей полости объясняется гидрокинетическими закономерностями взаимодействия потоков заливаемой в ковш в начальный период стали со вставкой. При меньших значениях не будет обеспечиваться необходимое снижение кинетической энергии потоков стали. При больших значениях будет происходить снижение интенсивности и равномерности покрытия днища ковша слоем подаваемой стали.
Диапазон значений высоты боковых стенок вставки в пределах 0,05-0,09 высоты рабочей полости ковша объясняется гидрокинетическими закономерностями взаимодействия потоков стали из сталеплавильного агрегата с дном вставки. При меньших значениях будет происходить перелив стали через боковые стенки вставки в начальный период наполнения ковша. При больших значениях будет снижаться прочность и устойчивость боковых стенок вставки.
Диапазоны значений углов наклона дна вставки и расположения ее боковых стенок к диаметральной плоскости днища ковша в пределах соответственно 2-10 и 5-15 градусов объясняется необходимостью упорядочения потоков стали по днищу ковша в начальный период наполнения ковша. При меньших и больших значениях будет повышаться турбулентность потоков стали в начальный период наполнения ковша сверх допустимых значений.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого сталеразливочного ковша с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показано:
фиг.1 - схема сталеразливочного ковша, поперечный разрез;
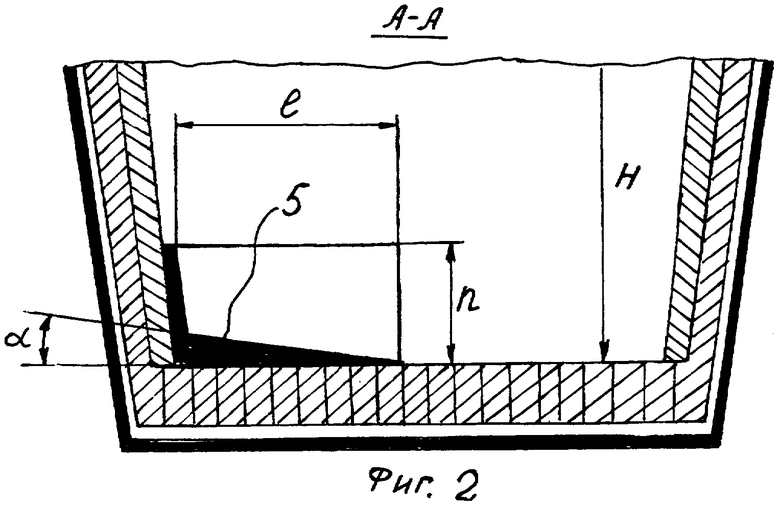
фиг.2 - то же, разрез А-А;
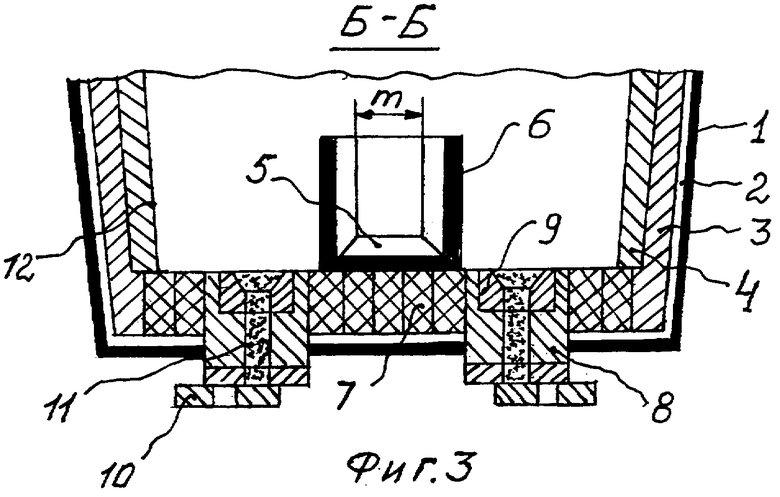
фиг.3 - то же, разрез Б-Б.
Сталеразливочный ковш состоит из металлического кожуха 1, изоляционного 2, арматурного 3 и рабочего 4 слоев футеровки, П-образной вставки с дном 5 и боковыми стенками 6, днища 7, гнездовых кирпичей 8, разливочных стаканов 9, шиберных затворов 10, засыпки 11, поверхности боковой стенки ковша 12. Позицией m обозначено расстояние между боковыми стенками вставки в месте контакта с боковой стенкой ковша, l - длина боковых стенок вставки, α - угол наклона дна вставки, β - угол расположения боковой стенки вставки к диаметральной плоскости днища ковша, D - диаметр днища ковша, Н - высота рабочей полости ковша, n - высота стенок вставки.
Сталеразливочный ковш работает следующим образом.
Пример. Перед началом непрерывной разливки сталеразливочный ковш наполняется сталью марки 08Ю из конвертера соответствующей емкости, из которого через один из разливочных стаканов 9 металл направляется в промежуточный ковш и далее в кристаллизаторы, из которых вытягиваются непрерывнолитые слитки. Сталеразливочный ковш состоит из металлического кожуха 1 и корпичной футеровки основного 3 и рабочего 4 слоев. Между основным слоем 3 футеровки и кожухом 1 расположен изоляционный слой 2 из огнеупорной обмазки. В днище 7 ковша установлены два гнездовых кирпича 8 с разливочными стаканами 9. Оси разливочных стаканов 9 смещены симметрично относительно диаметральной оси днища ковша. На днище 7 ковша установлены шиберные затворы 10, позволяющие регулировать расход металла из ковша. Перед началом наполнения сталью ковша шиберный затвор 10 находится в закрытом положении, а каналы разливочных стаканов 9 заполнены засыпкой 11 из смеси песка и кокса.
На дне 7 ковша в его рабочей полости симметрично разливочным стаканам 9 в диаметральной плоскости вплотную к поверхности боковой стенки 12 ковша установлена огнеупорная вставка П-образной формы с дном 5 и боковыми стенками 6. Расстояние m между боковыми стенками 6 вставки в месте контакта с боковой стенкой ковша 12 составляет 0,15-0,3, а длина l боковых стенок 6 вставки составляет 0,2-0,4 диаметра днища Д ковша в его рабочей полости. Высота n боковых стенок 6 составляет 0,05-0,09 высоты Н рабочей полости ковша. Дно 5 вставки выполнено под углом α в пределах 2-10 градусов к днищу 7 ковша в сторону его центра. Боковые стенки 6 вставки симметрично расположены под углом β к диаметральной плоскости днища 7 ковша в пределах 5-15 градусов.
При начале наполнения ковша струя стали из конвертера направляется в полость вставки. В этих условиях происходит уменьшение кинетической энергии струи стали, уменьшается барботаж стали в районе разливочных стаканов, устраняется вымывание засыпки из стаканов, в их каналы не затекает сталь, исключается закозление каналов. При дальнейшем наполнении ковша сталью барботаж и скорость потоков стали на днище ковша уменьшаются, засыпка остается целой.
В таблице приведены примеры использования сталеразливочного ковша.
В 1-м и 5-м примерах вследствие несоблюдения необходимых конструктивных параметров вставки не обеспечивается устранение закозления разливочных стаканов ковша.
Применение изобретения позволяет повысить производительность процесса непрерывной разливки стали методом "плавка на плавку" на 5-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1998 |
|
RU2148474C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2096129C1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2095192C1 |
| Сталеразливочный ковш | 1978 |
|
SU973236A1 |
| Устройство для крепления затвора сталеразливочного ковша | 1976 |
|
SU586967A1 |
| УСТРОЙСТВО ДЛЯ ДОННОГО СЛИВА РАСПЛАВА | 1992 |
|
RU2066595C1 |
| Способ начала разливки стали из бесстопорного ковша | 1987 |
|
SU1424965A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
Изобретение относится к области металлургии. На днище ковша симметрично разливочным стаканам вплотную к боковой стенке ковша установлена огнеупорная вставка, имеющая дно и боковые стенки. Расстояние m между боковыми стенками вставки в месте контакта с боковой стенкой ковша составляет (0,15-0,40)D, длина l боковых стенок вставки составляет (0,2-0,4)D, где D - диаметр днища ковша в его рабочей полости. Высота боковых стенок вставки составляет 0,05-0,09 высоты рабочей полости ковша. Дно вставки выполнено наклонным под углом α, равным 2-10° к днищу ковша в сторону его центра. Боковые стенки вставки выполнены под углом β, равным 5-15° к диаметральной плоскости ковша. Устраняется размыв засыпки, находящейся в каналах стаканов, и попадание в них жидкой стали в начальный период разливки подачи металла в ковш. 3 ил., 1 табл.
Сталеразливочный ковш, содержащий металлический кожух с футеровкой боковой стенки и днища, гнездовые кирпичи с разливочными стаканами, установленными в днище ковша со смещением относительно диаметральной оси днища, шиберные затворы, отличающийся тем, что он снабжен огнеупорной вставкой, установленной на днище ковша симметрично разливочным стаканам вплотную к боковой стенке ковша и имеющей дно и боковые стенки, при этом расстояние m между боковыми стенками вставки в месте контакта с боковой стенкой ковша составляет (0,15-0,40)D, длина l боковых стенок вставки составляет (0,2-0,4)D, где D - диаметр днища ковша в его рабочей полости, высота боковых стенок вставки составляет 0,05-0,09 высоты рабочей полости ковша, дно вставки выполнено наклонным под углом α, равным 2-10°, к днищу ковша в сторону его центра, а боковые стенки вставки выполнены под углом β, равным 5-15°, к диаметральной плоскости ковша.
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| US 5169591 А, 08.12.1992 | |||
| Карусельная сушилка для снопов льна, конопли и т.п. | 1932 |
|
SU35685A1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1998 |
|
RU2148474C1 |

