Изобретение относится к технологии формования железобетонных ГО1ИТ и может быть использовано на заводах железобетонных изделий, выпускающих панели покрытий для промлш ленных,- сельскохозяйственных и культурно-бытовых зданий.
Известен способ изготовления ребристых железобетонных плит покрытий, при котором плиту формуют с помощью виброштампа,опуская его в поддон формы, заполненной бетонной смесью, при этом виброштамп имеет необходимое расположение и конфигурацию ребер }.
Недостаток этого способа состоит в том, что при изменении типоразмера плиты, например, длины, количества, расположения ребер и т.д., необходимо иметь дополнительные виброштампы у формы, что связано с большими затратами и перестройкой технологии.
Наиболее близким к предлагаемому является способ формования железобетонных плит, включающий укладку армагуры, установку в форму пустоторбразователей, укладку с виброуплотнением бетонной смеси и извлечение пустотообразователей 2.
Однако данный способ формования железобетонных, изделий не предусматривает изготовления плит с поперечными и продольными ребрами.
Цель изобретения - обеспечение возможности изготовления плит различной модульной длины с продольными и поперечными ребрами.
Поставленная цель достигается тем,
10 что согласно способу йзготовления железобетонных плит, включающему укладку армат5фы, установку в форму пустотообразоваталей, укладку и виброуплотнение бетонной смеси и изв15лечение пу тотообразователей, перед укладкой бетонной стиеси в форму вставляют вкладдыши, которые располагают над пустотообразователями.
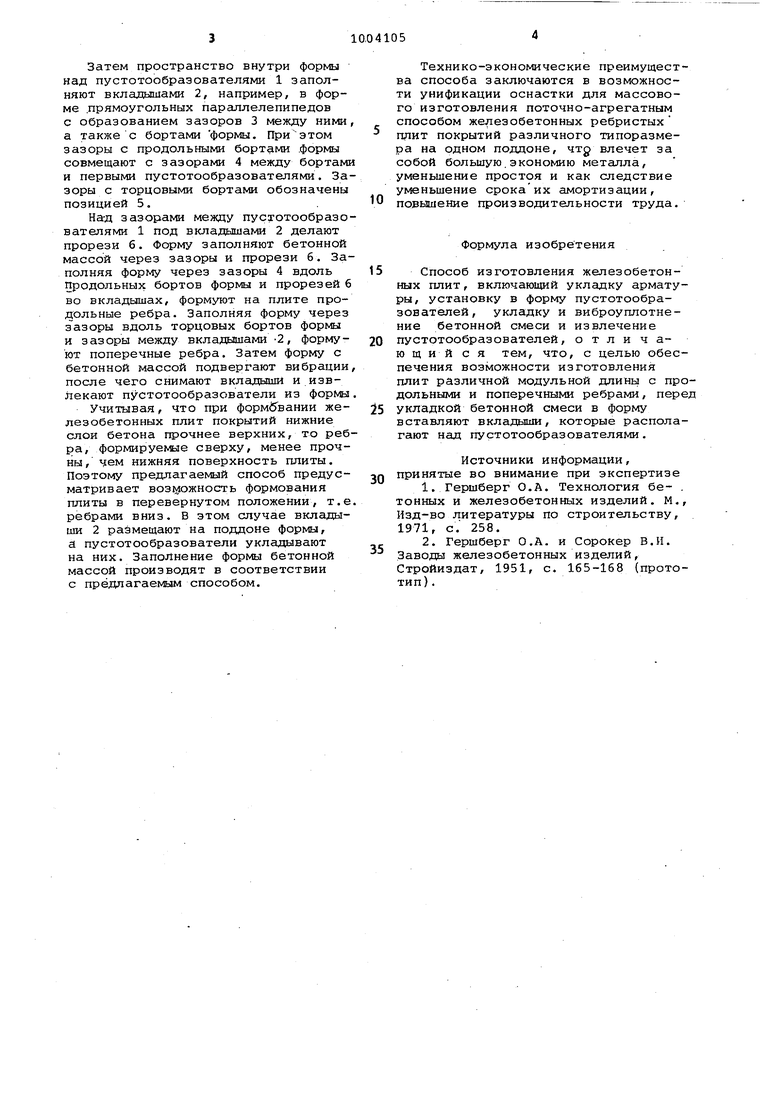
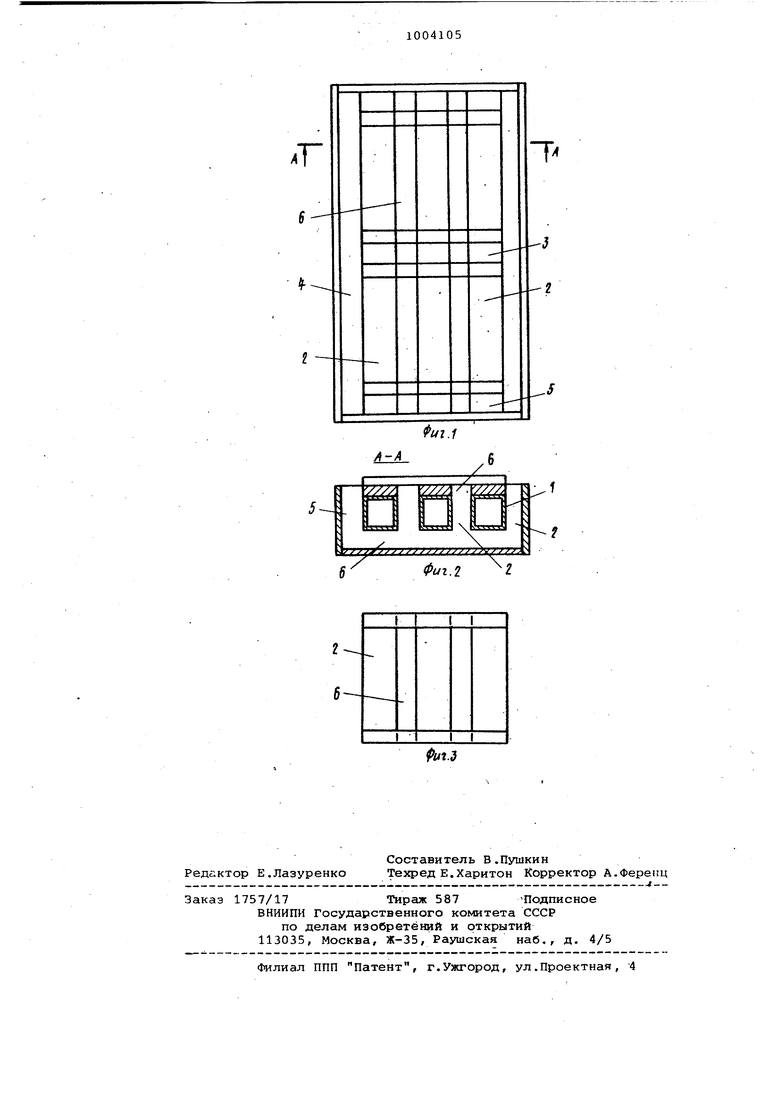
На фиг. 1 изображена в плане фор20ма с вкладалшами и пустотообразователями для формования железобетонной и ребристой плиты покрытий -, на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - вкладыш с прорезями.
25
Согласно .предлагаемому способу перед началом заполнения формн бетонной массой в форму вводят пустото.образователи 1 с зазорами между , с бортом оснастки и поддоном
30 формы.
Затем пространство внутри формы над пустотообраэователями 1 заполняют вкладышами 2, например, в форме прямоугольных параллелепипедов с образованием зазоров 3 между ними а также с бортами формы. зазоры с продольными бортами .формы совмещают с зазорами 4 между бортам и первыми пустотообразователями. Зазоры с торцовыми бортами обозначены позицией 5,
Над зазорами между пустотообразователями 1 под вкладышами 2 делают прорези б. Форму заполняют бетонной массой через зазоры и прорези б. Заполняя форму через зазоры 4 вдоль Продольных бортов формы и прорезей б во вкладышах, формуют на плите продольные ребра. Заполняя форму через з азоры вдоль торцовых бортов формы и зазоры между вкладышами 2, формуют поперечные ребра. Затем форму с бетонной массой подвергают вибрации после чего снимают вкладыши и извлекают пустотообразователи из формы
Учитывая, что при формб вании железобетонных плит покрытий нижние слои бетона прочнее верхних, то ребра, формируемые сверху, менее прочны, чем нижняя поверхность плиты. Поэтому предлагаемый способ предусматривает воз1 ожность формования плиты в перевернутом положении, т.е ребрами вниз. В этом случае вкладыши 2 размещают на поддоне формы, а пустотообразователи укладывают на них. Заполнение формы бетонной массой производят в соответствии с предлагаемым способом.
Технико-экономические преимущества способа заключаются в возможности унификации оснастки для массового изготовления поточно-агрегатным способом железобетонных ребристых цдит покрытий различного типоразмера на одном поддоне, чт влечет за собой большую.экономию металла, уменьшение простоя и как следствие уменьшение срока их амортизации.
повышение производительности труда.
Формула изобретения
Способ изготовления железобетонных плит, включающий укладку арматуры, установку в форму пустотообразователей, укладку и виброуплотнение бетонной смеси и извлечение
пустотообразователей, отличающийся тем, что, с целью обеспечения возможности изготовления плит различной модульной длины с продольными и поперечными ребрами, перед
укладкой бетонной смеси в форму
вставляют вкладыши, которые располагают над пустотообразователями.
Источники информации,
принятые во внимание при экспертизе 1. Гершберг О.А. Технология бе- . тонных и железобетонных изделий. М., Нзд-во литературы по строительству, 1971, с. 258.
2. Гершберг О.А. и Сорокер В.Н.
Заводы железобетонных изделий, Стройиздат, 1951, с. 165-168 (прототип).
r
т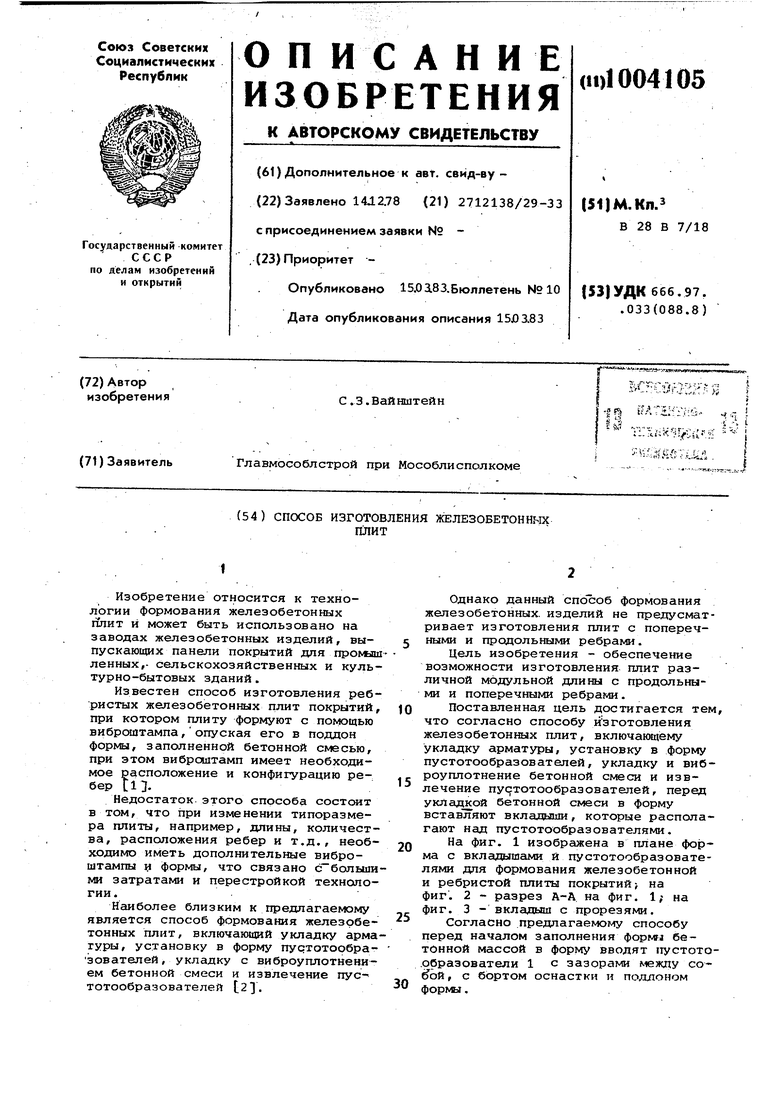
г 6
А-А
