Изобретение относится к строительной индустрии, а именно к производству объемных изделий из формовочных жестких бетонных смесей, и может быть использовано для производства вентиляционных блоков.
Известна установка для формования вентиляционных блоков по патенту Российской Федерации 2037407, кл. В 28 В 7/22, 1995 г., содержащая основание, поддон с разделителем и пустотообразователями, откидные борта и механизмы распалубки и запирания бортов с приводом, поддон выполнен подвижным относительно разделителя и пустотообразователей и имеет для каждого изделия дополнительные съемные поддоны с торцевыми бортами, а на откидных бортах жестко закреплены кронштейны с роликами, взаимодействующими при распалубке с поддоном, причем каждый механизм распалубки и запирания выполнен в виде вертикального цилиндра с установленной в нем телескопической штангой, контактирует с ходовым винтом, соединенным с приводом, при этом телескопическая штанга снабжена фигурным оголовником, взаимодействующим с оппозитно расположенными относительно него и шарнирно установленными на разделителе запирающими фигурными рычагами, одно из плеч которых соответствует геометрии оголовника и контактирует с упором, закрепленным на телескопической штанге, а другое выполнено в виде крюкового зацепа, взаимодействующего с закрепленным на откидном борту упором, соосно с которым закреплен дополнительный рычаг, контактирующий с оголовником при открывании откидного борта, при этом откидные борта дополнительно связаны тягами с телескопической штангой.
В работе установки используется технологический процесс, заключающийся в следующем. При открытом положении откидных бортов производят чистку, смазку. Далее устанавливают съемные поддоны с торцевыми бортами на пустотообразователи по обе стороны разделителя. При этом торцевые борта фиксируют упорами. После этого установку приводят в рабочее состояние с помощью механизмов распалубки и запирания. Далее производят заливку бетонной массы в установку. Периодически включают вибраторы. Производят первичную термообработку. После этого механизмы распалубки и запирания бортов включают на реверс для распалубки и вытаскивания готового изделия.
Недостатком описанного технического решения является его сложность конструкции и эксплуатации из-за большого количества исполнительных механизмов, что снижает надежность работы установки и качество изделия. Такой технологический процесс пригоден для заводских условий.
Известна установка для формования вентиляционных блоков по авторскому свидетельству СССР 1705087, кл. В 28 В 7/22, 1992 г., взятая заявителем за прототип и включающая основание, вибростол, поддон, продольные и поперечные борта, связанные тягами с основанием, промежуточные борта, пустотообразователи вытяжных каналов и пустотообразователи приемных каналов и гидроцилиндр. Установка снабжена установленными на вибростоле неподвижной рамой с трубопроводом для теплоносителя, стойкой с пальцем и подвижной в вертикальной плоскости выпрессовочной рамой, связанной с гидроцилиндром, на которой шарнирно закреплены продольные, поперечные и промежуточные борта, пустотообразователи вытяжных каналов и нижние пустотообразователи приемных каналов имеют патрубки для подвода теплоносителя и сбора конденсата и жестко закреплены на раме, поддон выполнен в виде съемных, установленных на выпрессовочной раме крестовин, при этом промежуточные борта расположены между крестовинами, на которых жестко закреплены верхние пустотообразователи приемных каналов.
Способ изготовления вентиляционных каналов с использованием данной установки заключается в следующем.
После очистки и смазки формующих поверхностей в установку с открытыми бортами на выпрессовочную раму по направляющим поверхностям пустотообразователей устанавливают крестовины, арматурные каркасы, закрывают борта, опуская выпрессовочную раму вниз на ход гидроцилиндра, производят укладку бетонной смеси и тепловую обработку изделий до распалубочной прочности. Тепловую обработку производят с помощью теплоносителя, например пара, подведенного с помощью трубопровода и патрубков в полости пустотообразователей, после чего производят распалубку изделия, а затем краном извлекают крестовины с установленными на них изделиями и направляют в камеру для окончательной термообработки. Верхние пустотообразователи оставляют в изделиях для фиксации их на крестовине при транспортировке.
Основные недостатки заключаются в сложности конструкции применяемой установки и трудоемкости способа изготовления вентиляционных блоков. Данный способ пригоден только для промышленного использования.
Технической задачей изобретения является упрощение конструкции установки и способа изготовления вентиляционных блоков, снижение трудоемкости изготовления, возможность изготовления блоков и установки их независимо от этажности здания и основное - возможность изготовления в условиях строительной площадки.
Поставленная задача решается тем, что в предлагаемом решении, а именно в способе изготовления железобетонных вентиляционных блоков, вентиляционный блок выполняют из двух симметричных половин, каждую из которых формуют в форме, для чего в форму устанавливают арматурный каркас, на котором затем закрепляют закладные детали, потом заполняют форму бетонной смесью, а на разделительных ребрах вытяжных и приемных каналов по всей длине выполняют канавки для укладки герметика, выдерживают бетонную смесь до распалубочной прочности, после чего раскрывают торцевые борта формы и выдавливают готовую половину вентиляционного блока из формы посредством канавкообразователя, затем две половины соединяют друг с другом так, чтобы совпали каналы для укладки герметика, которые предварительно заполняют герметиком, а закладные детали каждой половины жестко скрепляют друг с другом.
Для осуществления данного способа предложено устройство, в котором форма выполнена горизонтальной в половину изделия, пустотообразователи вытяжных каналов жестко закреплены на вибростоле, а пустотообразователи приемных каналов выполнены раздвижными и снабжены приводом, в каждом пустотообразователе вытяжных и приемных каналов по всей их длине размещен канавкообразователь для образования на изделии канавок для укладки герметика и выдавливания готового изделия из формы, торцевые борта снабжены кулачком привода вертикального перемещения каждого канавкообразователя, на каждом конце которого вертикально закреплена направляющая штанга, нижний торец штанги сопряжен с кулачком. Кроме того, привод перемещения пустотообразователей приемных каналов выполнен, например, в виде упорного винтового домкрата или, например, гидроцилиндра, а кулачок выполнен, например, в форме спирали Архимеда.
Проведенные патентные исследования не выявили технические решения для формования вентиляционных блоков аналогичного назначения, обладающих совокупностью признаков, идентичных заявленному техническому решению.
На фиг.1 изображена установка для изготовления железобетонных вентиляционных блоков, общий вид, поперечный разрез;
на фиг.2 - общий вид установки, продольный разрез;
на фиг.3 - привод вертикального перемещения канавкообразователя;
на фиг. 4 - канавкообразователь в нижнем положении во время формования изделия до выталкивания;
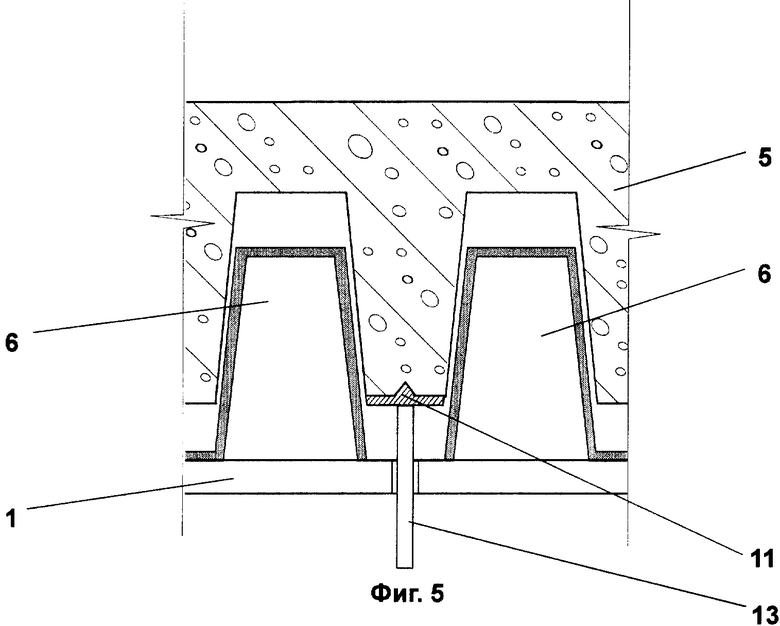
на фиг.5 - канавкообразователь в верхнем положении во время выталкивания готового изделия.
Установка для изготовления железобетонных вентиляционных блоков состоит из стола 1, закрепленного на оснований 2 и снабженного пружинами 3 и вибратором 4. На столе 1 установлена горизонтальная форма в половину изделия 5, которая состоит из пустотообразователей вытяжных каналов 6 и пустотообразователей приемных каналов 7, а торцы формы закрыты торцевыми бортами 8, имеющими привод открывания 9, причем пустотообразователи вытяжных каналов 6 жестко закреплены на столе 1, а пустотообразователи приемных каналов 7 выполнены раздвижными и снабжены приводом 10, например, или упорным винтовым домкратом, или гидроцилиндром. В каждом разделительном ребре вытяжных 6 и приемных каналов 7 по всей их длине размещен канавкообразователь 11 для образования на изделии 5 канавок для укладки герметика и выталкивания готового изделия 5 из формы. Кроме того, канавкообразователь 11 выполнен в виде планки с выступом и служит днищем пустообразователей 6 и 7 во время формования изделия 5. Торцевые борта 8 снабжены кулачком 12 привода вертикального перемещения каждого канавкообразователя 11, на каждом конце которого вертикально закреплена направляющая штанга 13, а нижний ее торец сопряжен с кулачком 12. Кулачок 12 может быть выполнен, например, в форме спирали Архимеда.
Работа установки и способ изготовления железобетонных вентиляционных блоков осуществляется следующим образом,
Подготовленную к работе форму, очищенную и смазанную, настраивают на определенный типоразмер вентиляционного блока перемещением пустотообразователей приемных каналов 7 посредством привода 10, после чего в форму устанавливают заранее подготовленный арматурный каркас 14, на котором закрепляют закладные детали 15 и петли 16 для монтажа и транспортировки. Торцевыми бортами 8 с помощью привода 9 плотно закрывают торцы формы и заполняют ее бетонной смесью. Уплотняют бетонную смесь вибратором 4 и выравнивают верхнюю поверхность изделия 5. Выдерживают бетонную смесь до распалубочной прочности, во время чего на ребрах вытяжных и приемных каналов по всей их длине формуют канавки для укладки герметика с использованием канавкообразователя 11. После этого раскрывают торцевые борта 8 и посредством канавкообразователя 11 выдавливают готовую половину вентиляционного блока 5 из формы. Извлеченную из формы половину изделия 5 выдерживают некоторое время для набора окончательной прочности. Подобным образам формуют вторую половину вентиляционного блока. Затем две половины изделия 5 укладывают друг на друга и соединяют меж собой таким образом, чтобы совпали каналы для укладки герметика, которые предварительно заполняют герметиком, а закладные детали каждой половины жестко соединяют друг с другом. Собранное изделие 5 готово к монтажу в здании.
Предлагаемый способ изготовления железобетонных вентиляционных блоков и устройство для его осуществления позволяют изготавливать вентиляционные блоки в условиях строительства, выбирая размеры по месту их монтажа, упрощают технологический процесс и снижают трудоемкость изготовления, а в итоге позволяют значительно снизить себестоимость строительства в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования вентиляционных блоков | 1990 |
|
SU1705087A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ЗДАНИЙ И НЕСЪЁМНАЯ УНИВЕРСАЛЬНАЯ МОДУЛЬНАЯ ОПАЛУБОЧНАЯ СИСТЕМА | 2014 |
|
RU2552506C1 |
| Способ изготовления вентиляционных блоков | 2016 |
|
RU2653170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| Способ изготовления объемного модуля корпуса для трансформаторных распределительных подстанций | 2019 |
|
RU2691232C1 |
| Установка для формования объемныхэлЕМЕНТОВ | 1979 |
|
SU827299A1 |
| Крупноблочный монтажный модуль и способ возведения сооружений из крупноблочных монтажных модулей | 2020 |
|
RU2735793C1 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2043922C1 |



Изобретение относится к производству вентиляционных блоков. Технический результат - упрощение конструкции установки и способа изготовления вентиляционных блоков. Вентиляционный блок выполняют из двух симметричных половин, каждую из которых формуют в форме, для чего в форму устанавливают арматурный каркас, на котором затем закрепляют закладные детали, потом заполняют форму бетонной смесью, а на разделительных ребрах вытяжных и приемных каналов по всей длине выполняют канавки для укладки герметика, выдерживают бетонную смесь до распалубочной прочности, после чего раскрывают торцевые борта формы и выдавливают готовую половину вентиляционного блока из формы посредством канавкообразователя, затем две половины соединяют друг с другом так, чтобы совпали каналы для укладки герметика, которые предварительно заполняют герметиком, а закладные детали каждой половины жестко скрепляют друг с другом. Устройство выполнено в виде горизонтальной формы в половину изделия, пустотообразователи вытяжных каналов жестко закреплены на вибростоле, а пустотообразователи приемных каналов выполнены раздвижными и снабжены приводом, в каждом пустотообразователе вытяжных и приемных каналов по всей их длине размещен канавкообразователь для образования на изделии канавок для укладки герметика и выдавливания готового изделия из формы, торцевые борта снабжены кулачком привода вертикального перемещения каждого канавкообразователя, на каждом конце которого вертикально закреплена направляющая штанга, нижний торец штанги сопряжен с кулачком. 2 с. и 1 з.п.ф-лы, 5 ил.
| Установка для формования вентиляционных блоков | 1990 |
|
SU1705087A1 |
| Опалубка для изготовления колец трубопровода | 1978 |
|
SU718582A1 |
| Устройство для формирования объемных железобетонных блоков | 1973 |
|
SU499117A1 |
| Установка для изготовления железобетонных блоков пролетных строений мостов с кессонным перекрытием | 1982 |
|
SU1090563A1 |
| DE 3015400 А1, 29.10.1981 | |||
| СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ ЭЛЕКТРИЧЕСКИХ УСТРОЙСТВ В НЕСУЩЕМ КОРПУСЕ | 1999 |
|
RU2219633C2 |

