Изобретение относится к контролю качества поверхности прокатной продукции в черной металлургии.
По основному авт.св. 744301 известен способ обнаружения поверхностных и подповерхностных дефектов изделий, преимущественно прокатных заготовок, заключающийся в нагреве поверхности.заготовки, токами высокой частоты и регистрации дефектов, по наличию градиента температуры поверхности , при этом -нагрев заготовкиведут с частотой тока, при которрй глубина нагрева равна толщине контролируемого слоя, а заготовку переменяют со скоростью-6,4-1 .
Однако зтот способ применим только для заготовок, имеющих .перед контролем температуру поверхности ниже 400-500°С. При более высокой температуре металла значительное влияние на степень нагрева, оказывгиот магнитные превращения стали вблизи jrp4KH Кюри (7 ) . В местах исследуемого участка, достигших температуры точки Кюри, величина магнитной проницаемости изменяется от 60-100 ед. до 1 ед. Это приводит к резкому увеличению глубины проникновения тока в сталь (а, следовательно, и глубины
прогрева) и значительному замедлению интенсивности нагрева в зтих точках. В результате зтого известный спосоЬ не обеспечивает однозначного применения для металла, имеющего большой разброс температур (400-600 С).
Целью изобретения является обес пбчение стабильной чувствительности и разрешающей способности способа при.
10 контроле подогретых свьиие 400-600 С ферромагнитных изделий.
Поставленная цель достигается теМ, что согласно способу обнаружения поверхностных и подповерхностных де15 фектов изделий, преимущественно, прокатных заготовок, заключающемуся в тс, что заготовку нагревают с частотой тока, при которой глубина наг-, рева равна толщине контролируемого
20 слоя, перемющайт ее со скоростью 0,4-1 м/с и регистрируют дефекты по наличию градиента температуры поверхности, поверхность изделий предварительно нагревают до температуры, со25 ответствующей точке магнитных превращений материала изделия.
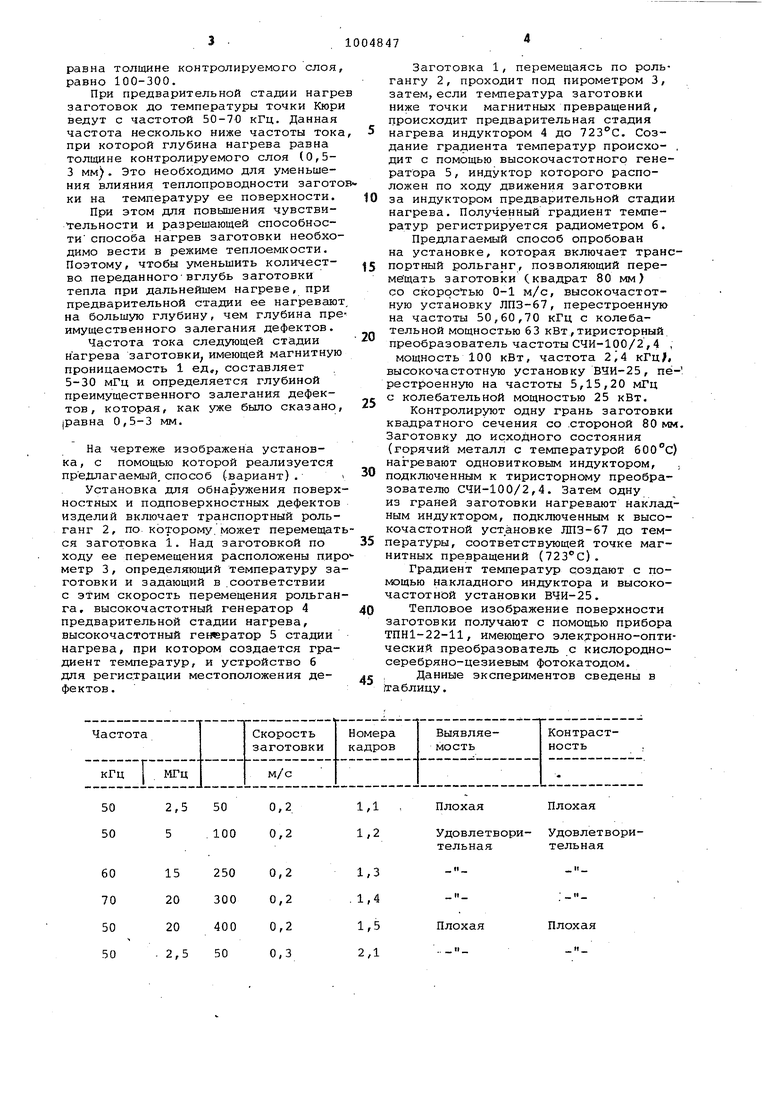
Причем отношение частот источников тока предварительного нагрева )и нагрева, при котором его глубина равна толщине контролируемого слоя равно 100-300. При предварительной стадии нагр заготовок до температуры точки Кюр ведут с частотой 50-70 кГц. Данная частота несколько ниже частоты ток при которой глубина нагрева равна толщине контролируемого слоя (0,53 мм). Это необходимо для уменьшения влияния теплопроводности загото ки на температуру ее поверхности. При этом для повышения чувствительности и разрешающей способности способа нагрев заготовки необхо димо вести в режиме теплоемкости. Поэтому, чтобы уменьшить количество переданного-вглубь заготовки тепла при дальнейшем нагреве, при предварительной стадии ее нагреваю на большую глубину, чем глубина пре имущественного залегания дефектов. Частота тока следующей стадии нагрева заготовки, имеющей магнитную проницаемость 1 ед,, составляет 5-30 МГц и определяется глубиной преимущественного залегания дефектов, которая, как уже было сказано |равна 0,5-3 мм. На чертеже изображена установка , с помощью которой реализуется предлагаемый, способ (вариант) . Установка для обнаружения поверх ностных и подповерхностных дефектов изделий включает транспортный рольганг 2, по которому .может перемещат ся заготовка 1. Над заготовкой по ходу ее перемещения расположены пир метр 3, определяющий температуру за готовки и задающий в соответствии с этим скорость перемещения рольган га, высокочастотный генератор 4 предварительной стадии нагрева, высокочастотный геЕяератор 5 стадии нагрева, при котором создается градиент температур, и устройство б для регистрации местоположения дефектов. Заготовка 1, перемещаясь по рольгангу 2, проходит под пирометром 3, затем,если температура заготовки ниже точки магнитных превращений, происходит предварительная стадия нагрева индуктором 4 до 723°С. Создание градиента температур происхо- , дит с помощью высокочастотного генератора 5, индуктор которого расположен по ходу движения заготовки за индуктором предварительной стадии нагрева. Полученный градиент температур регистрируется радиометром 6. Предлагаемый способ опробован на установке, которая включает транспортный рольганг, позволяющий перемещать заготовки (квадрат 80 мм) со скоростью 0-1 м/с, высокочастотную установку ЛПЗ-67, перестроенную на частоты 50,60,70 кГц с колебательной мощностью 63 кВт,тиристорный преобразователь частоты СЧИ-100/2,4 , мощность 100 кВт, частота 2J4 кГц}, высокочастотную установку ВЧИ-25, пёрестроенную на частоты 5,15,20 мГц с колебательной мощностью 25 кВт. Контролируют одну грань заготовки квадратного сечения со .стороной 80 мм. Заготовку до исходного состояния (горячий металл с температурой ) нагревают одновитковым индуктором, , подключенным к тиристорному преобразователю СЧИ-100/2,4. Затем одну из граней заготовки нагревают накладным индуктором, подключенным к высокочастотной установке ЛПЗ-б7 до температуры, соответствующей точке магнитных превращений () . Градиент температур создают с помощью накладного индуктора и высокочастотной установки ВЧИ-25. Тепловое изображение поверхности заготовки получают с помощью прибора ТПН1-22-11, имеющего элекэгронно-оптический преобразователь с кислородносеребряно-цезиевым фотокатодом. , Данные экспериментов сведены в 1таблицу.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения поверхностных и подповерхностных дефектов изделий | 1976 |
|
SU744301A1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ НА ПОВЕРХНОСТИ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 2006 |
|
RU2324556C1 |
| Способ дефектоскопии поверхности изделий с алюминийсодержащим покрытием | 1988 |
|
SU1520425A1 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С УДАЛЕНИЕМ ПОВЕРХНОСТНОГО СЛОЯ | 2018 |
|
RU2690264C1 |
| Способ высокочастотной сварки | 1990 |
|
SU1712103A1 |
| Способ тепловой дефектоскопии стальных изделий | 1989 |
|
SU1627955A1 |
| Способ изготовления проволоки из (α+β)-титанового сплава для аддитивной технологии | 2018 |
|
RU2751066C2 |
| Способ регулирования температуры ферромагнитных заготовок в нагревательной установке | 1979 |
|
SU930756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751068C2 |
60
70 50 50
.1,4
Плохая
Плохая
Продолжение таблищл
