1
(21)4409038/23-25
(22)28.01.88
(46) 07.11.89. Бюл. № 41
(71)Научно-исследовательский институт металлургии
(72)А.Н.Белокур, В.Г.Мизин, Е.Ф.Гав- рилин, Е.В.Руднев, Г.А.Ряполов
и В.Н.Яськин
(53)536.6(088.8)
(56) Патент ФРГ № 1951947, кл. G 01 К. 46/01, 1985.
Авторское свидетельство СССР № 627705, кл. G 01 N 25/72, 1977.
(54)СПОСОБ ДЕФЕКТОСКОПИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ с АЛЮМИНИЙСОДЕРЖАЩИМ ПОКРЫТИЕМ
(57) Изобретение относится к контролю качества поверхности изделий и может быть использовано для обнаружения поверхностных дефектов, преимущественно прокатных заготовок в черной металлургии. Цель изобретения состоит в повьшении производительности способа и увеличении его чувствительности и разрешающей способности.Для этого применены новый состав индикаторного вещества в виде водного раствора казеинового клея и новый температурный режим нагрева поверхности контролируемого изделия, заключающийся в нагреве поверхности токами высокой частоты до 181-190 С. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения поверхностных и подповерхностных дефектов изделий | 1976 |
|
SU744301A1 |
| Устройство для контроля поверхностных дефектов изделий | 1988 |
|
SU1582099A1 |
| Способ тепловой дефектоскопии стальных изделий | 1989 |
|
SU1627955A1 |
| Способ определения поверхностных и подповерхностных дефектов в керамических стеклосодержащих материалах | 1991 |
|
SU1796057A3 |
| Способ тепловой дефектоскопии изделий | 1979 |
|
SU890203A1 |
| СПОСОБ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННОГО СОСТОЯНИЯ ФУРМЕННОЙ ИЛИ ОПАСНОЙ ЗОНЫ ПИРОМЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2007 |
|
RU2366936C2 |
| Способ теплового контроля композитных материалов | 2016 |
|
RU2616438C1 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И ДЕФЕКТОВ КОНСТРУКЦИЙ | 2007 |
|
RU2383009C2 |
| Фотоэлектрический дефектоскоп | 1988 |
|
SU1587340A1 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ | 2011 |
|
RU2474815C1 |
Изобретение относится к контролю качества поверхности изделий и может быть использовано для обнаружения поверхностных дефектов, преимущественно прокатных заготовок в черной металлургии. Цель изобретения состоит в повышении производительности способа и увеличении его чувствительности и разрешающей способности. Для этого применены новый состав индикаторного вещества в виде водного раствора казеинового клея и новый температурный режим нагрева поверхности контролируемого изделия, заключающийся в нагреве поверхности токами высокой частоты до 181-190°С. 1 ил.
Изобретение относится к контролю качества поверхности изделий, например продукции черной металлургии.
Цель изобретения - повышение производительности и увеличение чувствительности способа.
Индикаторное вещество для осущест- ления способа представляет собой вод- ньй раствор казеинового клея весовой концентрации 10-20%. В предлагаемом индикаторном веществе казви- новый клей выполняет роль контрасто- образующего вещества и частично фоно- образующего.
Нижний предел содержания казеинового клея определяется степенью укры- вистости поверхности изделия и границей выявления дефектных участков на фоне бездефектных. При этом адгезия индикаторного слоя к поверхности заготовки равна 2 баллам. Содержание казеинового клея ниже этого предела приводит к уменьшению чувствительности и разрешающей способности способа.
Верхний предел является границей, выше которой степень укрывистости, а также чувствительность и разрешающая способность, не увеличиваются. Раствор индикаторного вещества готовят следующим образом.
Необходимое количество казеинового клея в порошке заливают горячей водой, после чего раствор перемешивают механической мешалкой в течение 50-60 мин до получения однородного гомогенного раствора. Применение данного индикаторного вещества при контроле поверхности изделий с алю- минийсодержащим покрытием обеспечи- . вает удовлетворительную укрывистость изделия при нагреве его токами высокой частоты без операции сушки, что. позволяет исключить последнюю.
В тепловых методах контроля с использованием традиционных средств нагрева перепад температуры на поверхности изделия , ЯВЛЯЮ1ЦИЙСЯ критерием наличия дефекта, обусловлен различной скоростью передачи тепла на деф ектньпс и бездефектных участках изделия. На массивных металлических изделиях добиться перепада температур в несколько градусов даже на относительно крупных дефектах, как правило, не удается. При применении предлагаемого способа перепад температур создается за счет неравномерной плотности вихревых потоков в дефектных местах, что приводит к значительному превышению температуры в этих местах.
Границы температурного режима нагрева определяются следующими факторами. Начальная температура термохимического превращения предлагаемого состава индикаторного вещества составляет 191-192 с. Дефекты глубиной 0,4-0,5 мм, перпендикулярные поверхности, создают перепад температуры 10-15°С. Таким образом, нагрев поверхности контролируемого изделия до температуры, меньшей 181 С, приводит к невыявлению указанных дефектов.
При нагреве поверхности изделия выше 190 С индикаторное вещество начинает претерпевать термохимическое превращение и возникает вероятность появления ложной информации о наличии дефектов. При значительном по- вьшении верхнего предела температуры поверхность настолько темнеет, что на этом фоне практически дефекты не выявляются.
Увеличение чувствительности и разрешающей способности способа достигается за счет уменьшения-температуры нагрева, в результате чего уменьшается время нагрева и, как следствие, уменьшается влияние теплопроводности на создание перепада ; температуры в дефектных местах.
Кроме того, согласно предлагаемому способу чувствительность и разрешающая способность увеличиваются
также за счет исключения тепла, которое шло на нагрев фонообразующей составляющей.
Таким образом, при применении . предлагаемого способа достигается большая производительность способа за счет применения нового состава индикаторного вещества, в результате че- го исключается операция его сушки, а также за счет сокращения времени нагрева в виду изменения структуры индикаторного покрытия на изделии.
Увеличение чувствительности и разрешающей способности способа достигается за счет изменения влияния теплопроводности при создании перепада температуры в дефектных местах за счет уменьшения времени нагрева.
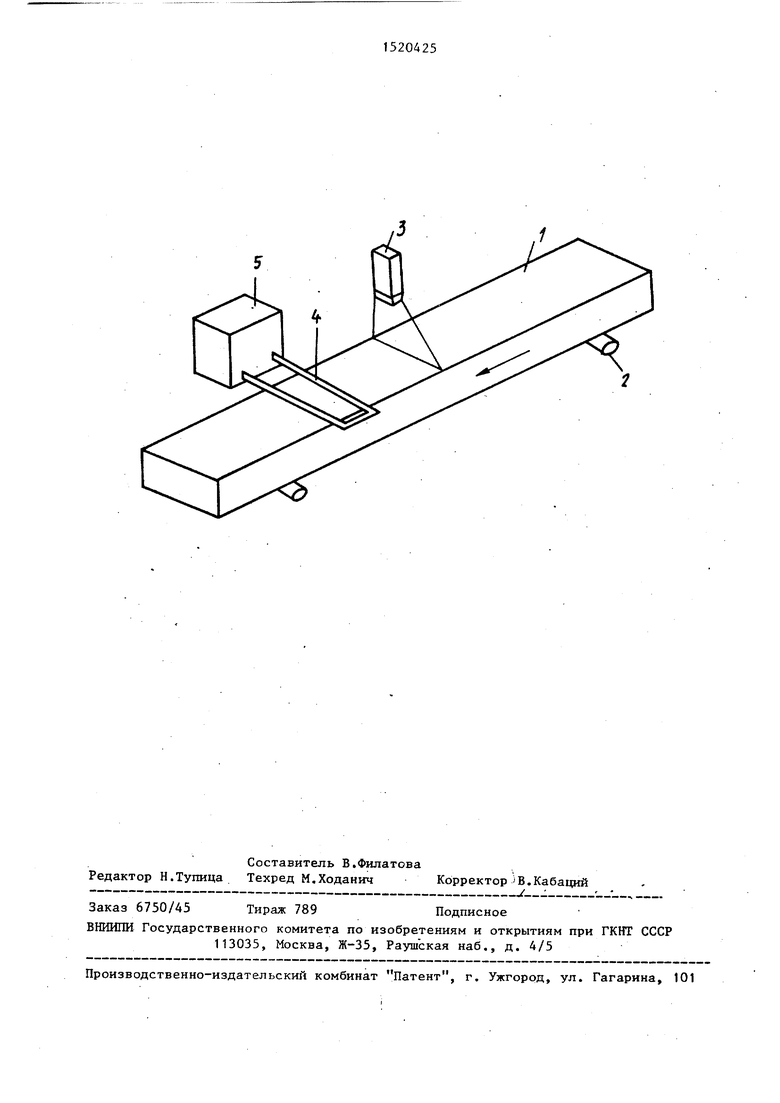
На чертеже изображено устройство для реализации предлагаемого способа.
Устройство содержит изделие 1, рольганг 2, распьшитель 3, индикатор 4 и высокочастотньй генератор 5.
При дефектоскопии поверхности изделий с алюминийсодержащим покрытием изделие 1, двигаясь по рольгангу 2, перемещается мимо распылителя 3,где на его поверхность наносят раствор казеинового клея, после чего поверхность изделия нагревают токами высокой частоты до 181-190 с с помощью индуктора 4 высокочастотного генератора 5. По изменению окраски индикаторного вещества судят о дефектах.
Формула изобретения
Способ дефектоскопии поверхности изделий с алюминийсодержащим покрытием, заключающийся в том, что на поверхность наносят индикаторное вещество, нагревают изделие токами высокой частоты, а о дефектах судят по изменению окраски индикаторного вещества, отличающийся тем, что, с целью увеличения производительности и чувствительности способа, на поверхность изделия нано- сят 10-20%-ный водный раствор казеинового клея, а нагрев ведут до 181-190 с.
