В известных автоматах для полировки желобов внутренних колец шарикоподшипников обычно используется абразивная лента, .прижимаемая к желобу полировальником; при этом одновременно обрабатывается лишь одно кольцо.
Описываемый автомат более цроизводителен и обеспечивает более высокий класс чистоты поверхности желоба. Это преимуш;ество достигнуто выполнением автомата с применением полировального круга, резервуаров для полировальной жидкости и абразивного порошка с приспособлениями для дозирования их, пары валиков, приводяш,их обрабатываемые кольца во вращение, и бункера с дозатором для подачи колец к полировальному кругу. Полировальный круг выполнен из набора дисков, насаженных на ступицу с резиновой обкладкой (кольцом) и несущих текстильные жгуты, покрываемые абразивным порошком и полирующей жидкостью.
Дозатор колец вьшолНен с горизонтальным толкателем, совершающим свои движения от вращающегося Профильного кулачка на величину щага, соответствующего подаче количества одновременно обрабатываемых колец. Приспособление для
дозирования абразивного порошка выполнено в виде шибера, периодически перекрывающего щель в дне резервуара и приводимого в колебательное движение от кулачка вала полировального круга. Ёмкость для юлировальной жидкости имеет вертикально расположенный плунжер и отверстие для выпуска жидкости, перекрываемое иглой плунжера.
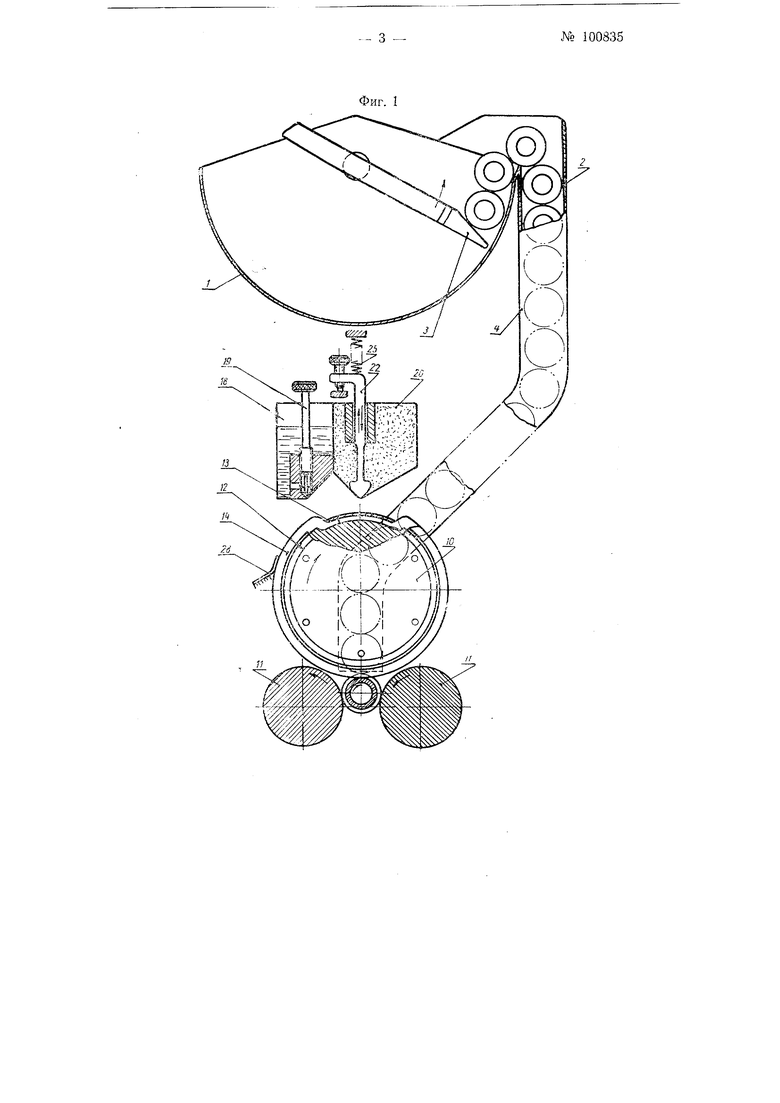
На фиг. 1 изобран ен схематически торцовый вид автомата; на фиг. 2 - вид сбоку.
Бункер / с круговым пазом 2, соответствующим размеру кольца щарикоподшипника, снабжен непрерывно вращающейся лопастью 3, пода-ющей кольца по пазу в лоток 4, откуда кольца под действием собственного веса поступают в дозатор 5. Дозатор снабл-ге.н толкателем 6, совершающим возвратно-поступательное перемещение под действием рычага 7, управляемого вращающим|Ся профильным кулачком 8 и пружиной 9. Выступы и впадины кулачка 8 соответствуют подаваемому для одновременной обработки количеству накопленных в дозаторе 5 колец. За один оборот кулачка 8 в рабочую поз1щию подаются три кольца.
При накоплении в дозаторе 5 соот етс1 вующего количества колец и
положении рабочего круга 10 вырезом вНиз толкатель 6 выталкивает из дозатора 5 комплект колец на вращающиеся валики 11, которыми кольца приводятся во вращательное движение, вследствие чего и происходит процесс их полирования.
Рабочий круг 10 выполнен в виде отдельных дисков 12, на которых с помощью планок 13 укреплены текстильные жгуты 14. Диски 12 насажены па резиновую обкладку (кольцо) 15, монтированную на ступице 16. В дисках имеются отверстия, через которые свободно проходят щтифы 17, стягивающие диски. Такая конструкция рабочего круга обеспечивает самоустановку жгутов по желобам колец.
Процесс полирования происходит за счет соприкоснозения текстильных жгутов, пропитанных специальной жидкостью и осыпанных абразивным порошком, с желобами колец подшипников качения за один оборот рабочего круга. Отполированная партия колец выталкивается следующей партией, поступающей из дозатора «а Обработку.
Емкость 18 с находящимся в ней игольчатым плунжером 19, заполнена специальной жидкостью, представляющей собой смесь из 50% керосина, 45% веретенного масла и 5% стеарина. Подача абразивного порошка на жгуты осуществляется из резервуара 20 через щели 21, периодически закрываемые шибером 22. Шибер приводится в движение рычажком 23 и нрижимается к толкателю 24 пружиной 25. За время одного оборота рабочего круга 10 щибер 22 совершает пятнадцать двойных ходов и таким образом на жгуты подается пятнадцать порций специальной жидкости и абразивного порошка.
Толкатель 24 приводится в движение кулачком 26, укрепленным на валу 27, имеющем пятнадцать выступов (не показанных на чертеже).
Для удаления отработанной абразивной массы установлена резиновая щетка 28.
Предмет изобретения
1.Автомат для полировки желобов внутренних колец щариковых подпшпников, отличающийся тем, что, с целью повышения производительности, он выполнен с вращающимся вокруг горизонтальной оси щлифовальным кругом, резервуарами для специальной жидкости и абразивного порошка, приспособлениями для дозирО зания их, двумя валиками, приводящими кольца во вращение и бункером с дозатором для подачи колец к полировальному кругу.
2.Форма выполнения автомата по п. 1, отличающаяся тем, что рабочий круг выполнен из набора дисков, насаженных на ступицу с резиновой обкладкой (кольцом) и несущих текстильные жгуты, расположенные на части поверхности круга и покрываемые специальной жидкостью и абразивным порошком.
3.Форма выполнения автомата по нн. 1 и 2, отличающаяся тем, что дозатор колец выполнен на Зфовне горизонтального толкателя, совершающего перемещение от вращающегося профильного кулачка на величину шага в соответствии с количеством одновременно обрабатываемых колец.
4.Форма выполнения автомата по пп. I -3, отличающаяся тем, что приспособление для дозирования абразивного порошка выполнено в виде резервуара с .помещенным в нем шибером, периодически перекрывающим щель в дне резервуара и приводимым в колебательное движение от кулачка вала полировального круга, а емкость для дозирования специальной жидкости выполнена с вертикальным плунжером и отверстием для прохождения жидкости, перекрываемым иглой плунжера.