Автом аты для полщ-хувак-ля желобов колец шариковых подшипников, подаваемых из бункера, полиро1валь« кам«, П1амешвнкыми на концах рычагов и прижнмаюшими абразивные ленты, сматываемые с, катушек, к обрабатываемой поверхности, известны.
Осю бенностью предлагаемого автомата того же типа является шриманание для крепления я удержаиия кольца в нрацессе пали;р1ааа1ния разрезного П|руж иннаго К1ольца, снабженного выступам и, входящими в Т01рп1овые пазы вр ащаюш,елося ш-пинделя, полость которюпо слуноит для П1р:иема обрабатываемого кольца из бункера и пропуска его под воздействием толкателя в П1руж;ин.ное кольщо. TiaiKoe вьшолнение автомата обеапечи вает короткий путь КОьльца от бункера до меата его об-работк1и.
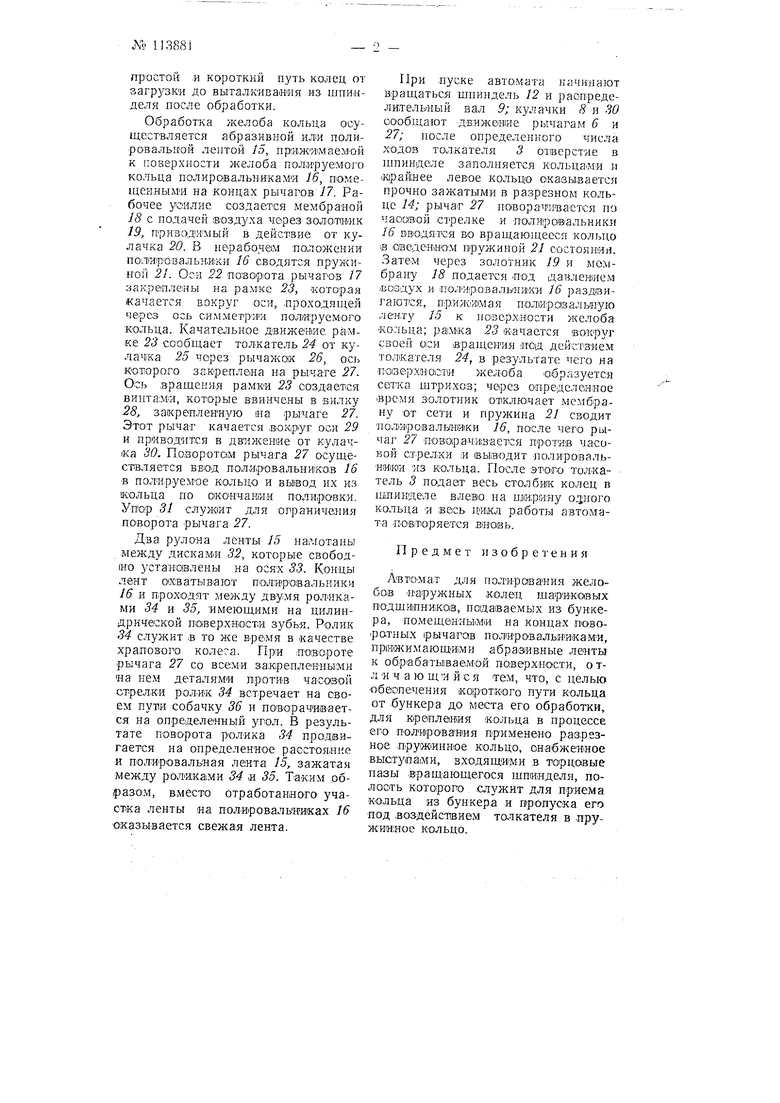
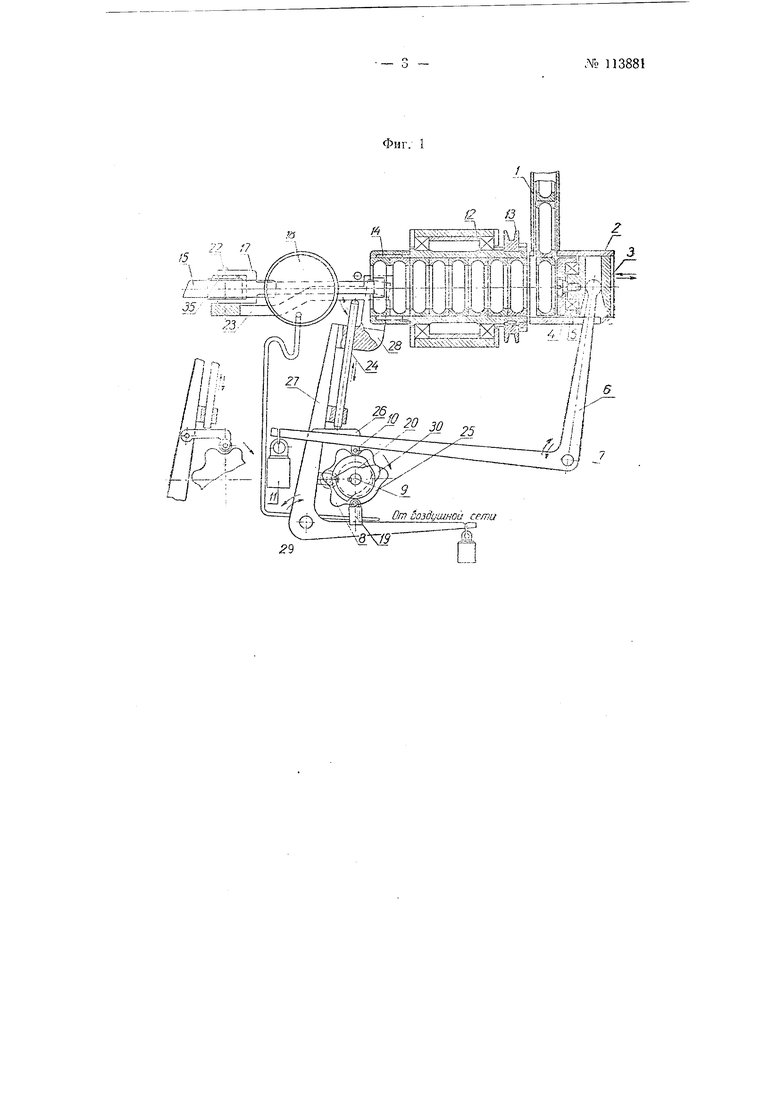
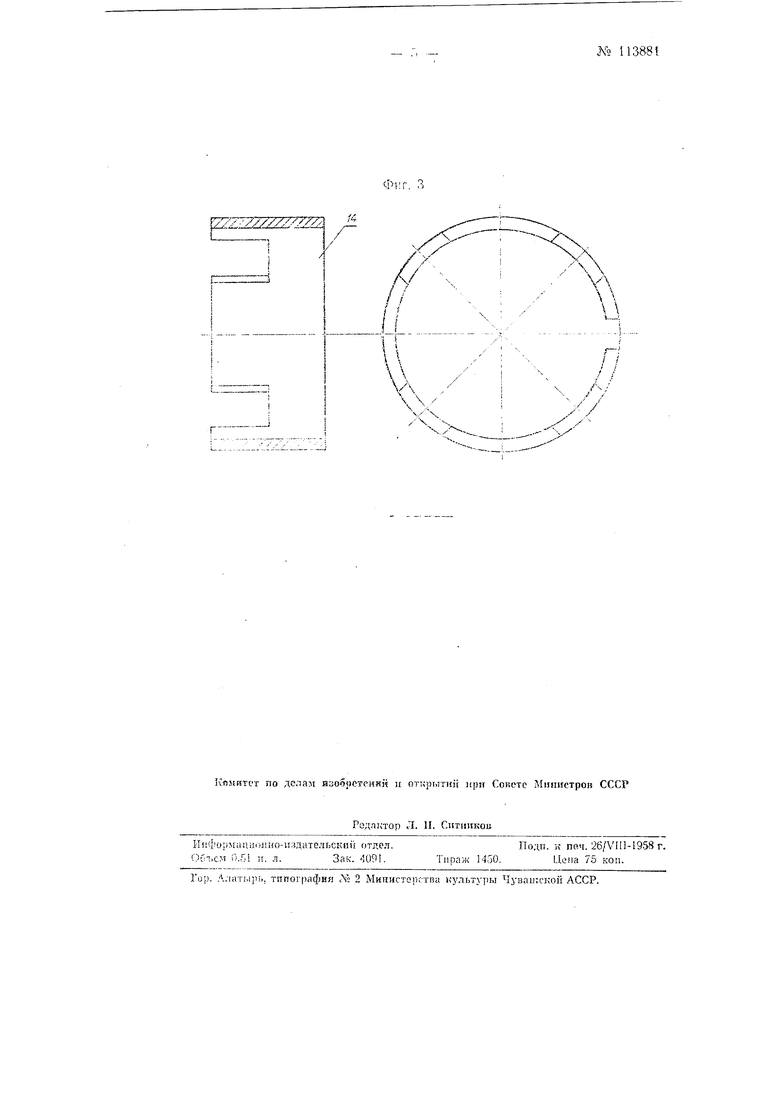
На . 1 схематически изобр.ажен предлагаемый автомат в осевом разрезе; на фит. 2- полировальники в работе; на фиг. 3-две проекЦ1И1И раз(резн1ало пружинного кольца.
Несколько колец, тюдлеж-ащих полировке, закладывается в бункер J. По трубе 2 перемещается
толкатель 3 на левой стороне которого на ша;р1икоподш;кпнике 4 уотако1влен колга-ачок 5. Толкатель 5 при;вод1игся в движеНИе рычагом 6, качаюш1имся на оси 7 под воздействием кулачка 5, раонределительного вала 9; постоянный контакт между рол;-5К ол1 10 и кулачком 8 обеспечивает груз 11. При noiBopoTe рычага 6 -против часовой стрелвш колпачок 5 тол1кателя 3 уп ирается в торец кольца, находящегося в трубе 2, и нередБи-гает это кольцо в отверстие ш.тинделя 12, который приводится во вращение шкивом 13. В шпинделе 12 помещается несколько колец, 1ИЗ которых крайнее левое кольцо зажимается разрезным пру-жинным кольцом 14, отдельно показанным 1на фиг. 3. Кольцо 14 снабжено вьютуг а;Ми, входящими в тор-цовые пазы вращающегося шпинделя 12. Усилие зажима достаточно, чтобы обеспечить надежное крепление :полируем ого кольца в Щ|ПИнделе при са:мых интенсивных режимах обработки.
Применение такой конструкции .механизма зажима колец в шпинделе значительно упрощает станок, так как при обеапечивается
простой .и короткий путь колец от загрузки до выталкивания из шпинделя после обработки.
Обработка желоба кольца осуществляется абразивной ил1И полировальмой лентой 15, цр1ИЖИ1маемой к поверхности желоба полируемого кольца полиравальниками 16, помещенными на концах рычагов /7. Рабочее усилие создается мембраиой 18 с подачей воздуха через золошжик 19, привад мый в действие от кулачка 20. В нерабочем положении по:лиро вальн.И1КИ 16 сводятся пружиной 21. Ос:И 22 -поворота рычагов /7 закре пле«ы на рамке 23, амторая качается вокруг оси, .проходящей через ось симметрИн полируемого кольца. Качательное движение рамке 23 сообщает толкатель 24 от кулачка 25 через рычажак 26, ось которого закреплена на рычаге 27. Ось .вращения рамки 23 создается винтами, которые в-винчены в вилку 28, закрепленную иа рычаге 27. Этот рычаг качается вок,рут оси 29 и нриводится в движение от кулачка 30. Поворотам рычага 27 осуществляется ввод пол.яр0.вальни1Ко.в 16 в поЛИруемое ко.льцо и вывод их из кольца по окончании п.олир|0 вки. Упор 31 служ1ит для ограничения поворота рычага 27.
Два рулона ленты 15 налютаны между дискам и 32, которые свободiHO установлены на осях 33. Концы лент охватывают пол;ировальники 16 и прОХодят между двумя рол иками 34 и 35, имеющими на цилиндрической поверхности зубья. Ролик 34 служит .в то же вре-мя в качестве храпового колеса. При ловороте рычага 27 со всеми за.к;ре.плекными иа нем деталямИ против часовой стрел.ки poлиiK 34 встречает на своем пути собачку 36 и поворачивается на о.прбд елейны и угол. В результате поворота ролика 34 про.двигается на определенное расстояние и полировальная лекта 15, зажатая между роликами 34 я 35. Таким об(разо.м, вместо отработанного участка ленты 1на полир о вальщиках 16 оказывается свежая лента.
При пуске авто.мата начинают вращаться щпиндель 12 и распределительный вал 9; кулачки 8 и 30 сообщают ДБИжеиие рычагам 6 и 27; после оцределенного числа ходов толкателя 3 отверстие в шпинделе зацолпяется кольцами и крайнее левое кольцо 0:ка.зы.вается прочно зажатыми в разрезном кольце 14; рычаг 27 паворачквается по чаоо1вой стрелке и полирсдаальники 16 вводятся во вращаюхцееся кольцо в .сше.деН|НО:м пружиной 21 состоянии. Зате.м через золотник 19 и момбрану 18 подается под давлением .ЕС;Здух и 1ПолИ|р-о-вальНИ1Ки 16 раздвигаются, пр:иж1И1мая полиров ал лен.ту 15 к ио1верх:ности л елоба кольца; paiMiKa 23 качается азокруг своей оси вращения дтод дей ствием толкателя 24, в результате чего на noiBCpxiHooTM желоба образуется сетка щтрйхов; через оиределенаое время золотник отключает мембрану от сети и пружина 21 сводит пол(И1равалыни Ки 16, после чего рычаг 27 поворачищ-ается против часовой стрелки и выводит цолировальннии из кольца. После этого толкатель 3 подает весь столбик ко.лец в щлинделе влево на илиргияу одаого кольца и весь л;И1КЛ работы авто.мата .повторяется BiHoiBb.
Предмет изобретения
АВтОМат для полиравания желобов Наружных .колец шариковых подщипников, подаваемых из бункера, помещенными на концах .поворотных 1рычагав полиравальникам и, пр1ИЖи.мающи1МИ абра-зив.ные ленты к обрабатываелЮй поверхн.ости, о тличающийся тем, что, е целью обеспечения KOipoTKoro пути кольца от бункера до места его обработки, для крепления кольца в процессе его полироваН1Ия применено разрезное .пружинное кольцо, онабжетаное выстзпами, входящими в торцовые пазы .вращ:ающегося щпlи.ндevIЯ, полость которого .служит для приема кольца из бункера и пропуска егп под .BOsaeucTiBHeM тадкателя в .пружинное кольцо.
29
AJ nsSSSZST - Ь
i.
Ч 1 1г1 т1 Г1МШГ1