Предметом изоб;)етриия является автоматический станок для полирования бегозы;ч :.орожек наружных колед 1:одшип1;и;;сЕ качепми посредством абраз лзкой лентьь iio.iжимаемой к коглзцу подпружиненными колодками.
Станки для полирования беговых дорожек колец подшипников качоиия известны.
Отличительной особенностью описываемого автоматического станка является то, что, с целью обеспечения точности обработки и увеличения производительности, полируемое кольцо устаиовлено на рабочей позиции эластично посредством -двух противоположно расположенных подпружиненных ползунов, Hecynuix по два ролика.
Вращательное движение поЛИруемое кольцо получает от бесконечного ремня. Обе ветви ремня пропуилеиы между наружной поверхностью кольи а и роликами подпружиненных ползунов.
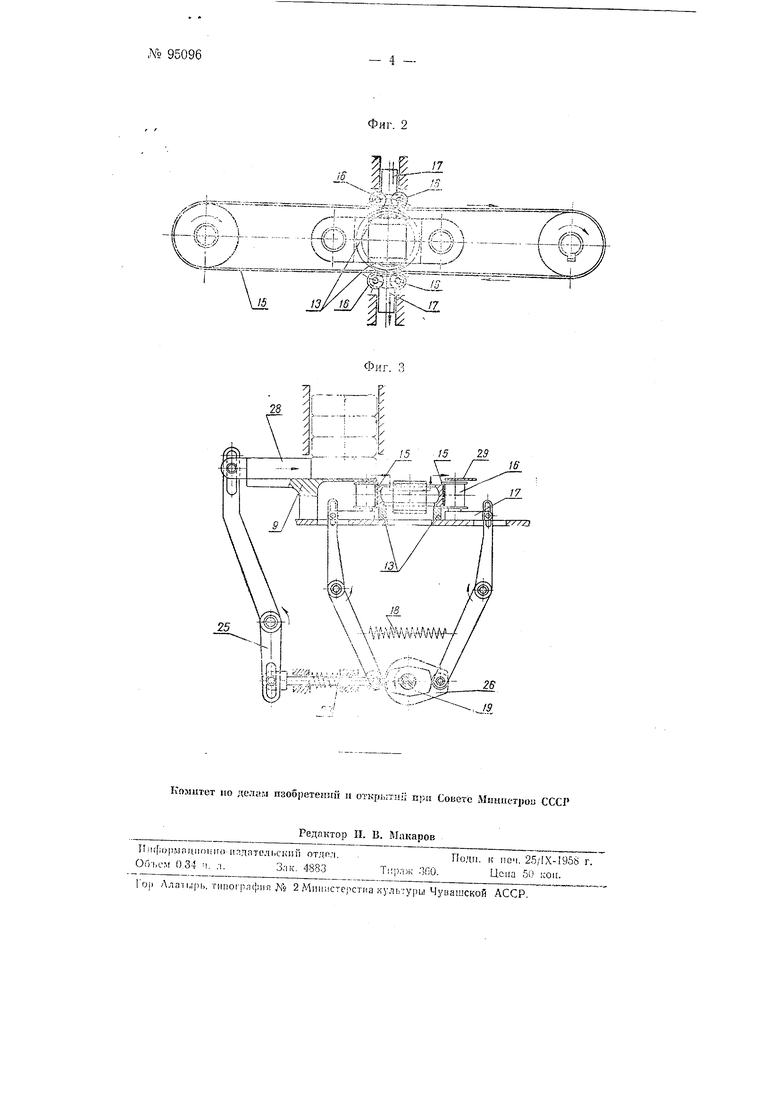
HP. Фиг 1 показана схема стакк.а; на фиг. 2-схема привода вращения полируемого кольца; на
фпг. 3---схема загрузочио-разгрузo П(;o vCTpoi;cT;;a станка.
Абраз)1зиая .гелта / поджимается
у liCKCiXKOCY.i n.V;ilpyeJi;;:X бСГСЗЗЫХ
;;„орс ;;.ек хссредсгкрм 1:ОД1;ружипеипых коло;и к 2. 1Гавлсиие па колодкп определяется пружппами 5, которые через упоры 4 давят на рыuaiTi 5. К концаь: 1ычагов 5 прикреплоиы слабые пружины 6. Пружины 3 помещены в колонк.и 7, которые внизу соедиие:Ь ластпноч 8. а вверху-приемником 9 колец. Колонки вместе с п.тастпноГс 8 и 5 колец отпраются на иружииы 10 и могут посредством кулачка // перемещаться по крлч-.чым :аправляюи1им 12. При онусклнлн КОЛОНОК нахочяитееся на ир::см,:-;ике 9 1-:олыю опускается на :)г.,}5 сегменты 13. По окотчаиии полмзпваниз; кулачок // иод,н:имает колоики с пластиной и ириел ником |.олеи, зг.Спх.
При подъеме после выборки зазора б упопн 4 ро.есте с колонка7.
начика:ог полним тпся вверх.
ми Рычаги 5 под де гслвием пружины 6 повертываются вокруг своих осей
14, и колодки 2 выходят из беговой дорожки; после этого выбирается зазор а, и отполированное кольцо вместе с приемником 9 колец идет вверх на загрузочную позицию.
Вращение полируемого кольца осуществляется бесконечным ремнем /5 (фиг. 2). Ремекь свободно проходит между наружной поверхностью кольца я роликами подпружиненных ползунов, когда приеьг ник -с кольцом опускается на рабочую позицию. Прижим рсмия к кольцу осун ;ествляется дсумя пяжимпыми роликами 16 носредством противоположно расположенных ползунов 17, подп1)у}киненпых прул-снной /5.
Движение нажимных роликов 16 управляет-я распределительны, валом посредством кулачка 19 таким образом, что ремеиь прижимается к кольну только во время, когда К010ДКИ 2 прижимают абразивную к беговой д- рожке,
Новая лента намотана на катушки 20 (сЬиг. 1) и пропускается через кололтн 2. а исгользовяннап лента роликами / и 2 п)од ргивается наружу. Пролеп ипаппо абразивнот происходят вт время, когда колодки выведены из беговой дорожки. При ходе колонок 7 вверх, собачка 23 поворачивает храповое колесо 24 и связаиный с
ним ролик 22, который осуществляет продергивание ленты.
Когда приемник 9 колец на.ходмтся в верхнем положении, рычаг 23, управляед:ый через толкатель 27 кулачком 26, перемещает толкатель 28, который перемещает кольцо в прие.мник 9 колец. Находящееся при этом в приемнике 9 отполироваппое кол,ьио по лотку выталкивается в кассету.
Предмет изобретения
1.Автоматический станок для полирования беговых дорожек наружных колец подщипников качения посрсдствс м абразивной ленты, подж ;маемой к кольцу подпружиненными колодками, о т л и ч а юnj; и с я тем, что, с целью обеспе сн: я точности обработки и увеличения производитеНзности, полирЗемсе кольцо установлено на рабо-ей позипин эластично посредством двзх противоположно располол( подпрул :иненных ползунов, по два ролика.
2.Форма выполнения станка по п. 1,0 т л и ч а ю щ а я с я тем. что для о упгестрлрния впан ательнпго движения пОоТируемого кольца при.менен бесконечный ремеиь, обе ветви которого пропущены между наружной повер.хностью кольца и роликами подпружинеиных ползунов.
2Z22:Z.ilfwlr
t III 1 i Шй|
BS
-; (: 1 L J ;iII
Щ
/.-; Л 1/ ,1 , I . .; / V, / /7
/
): /j