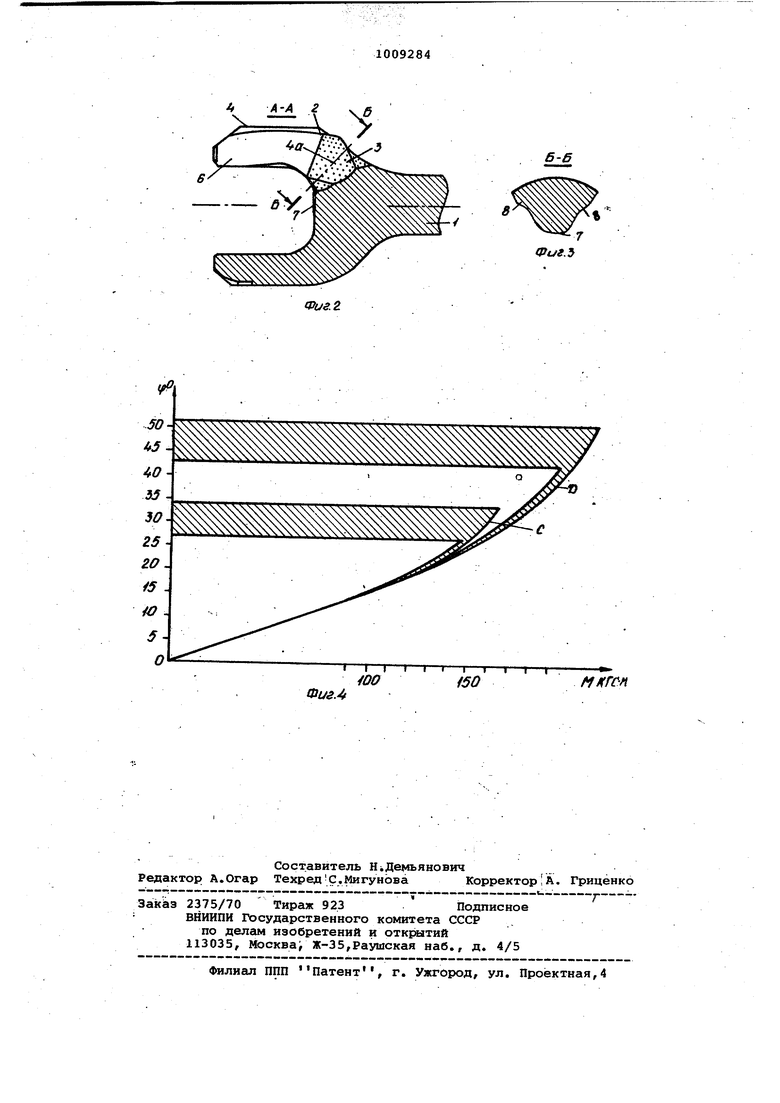
Изобретение относится к машиностроению и может быть использовано ,при производстве карданных шарниров Известны шарниры, состоящие из пальцев, на которых установлены с возмоясностью вращения ролики, и вил ки, содержащей вал с тремя разветвлениями, включающими перемычки и законцовки с поверхностями качения для контакта с ответными элементами в виде роликов, представляющие собой двухслойное металлическо тело послойно различного состава, наружный слой которого - цементиро ванная или нитроцементированная сталь,: Вилку изготавливают способом, включающим цементирование или нитроцементирование с последующей закалкой и отпуском. Сопротивление на изгиб - скручивание вилки-определяёт максимальный крутящий момент, до пускаемый в шарнире и, следовательно, в передачеС. Хотя термообработка цементацией или нитроцементацией увеличивает в большой степени сопротивление поверхностей качения дaвлeния f-t oликов или других тел качения, они являются следствием значительного уменьшения сопротивления нормальным и тангенциальным напряжениям, развивающимся при передаче крутящего момента в зоне перемычек, что не по воляет из-за возможности статическо го разрушения использовать известны шарниры с максимальной возможностью Цель изобретения - увеличение ср ка службы, вилки за счет повышения момента статического разрыва. Поставленная цель достигается т что в вилке для трехлепесткового шарнира, содержащей вал с разветвл ниями в виде лепестков, включающих связанные с валом закон 1 ;овки,. выпо ненные с поверхностями качения, . представляющие собой двухслойное металлическое тело, наружный слой которого - цементированная или нитроцементированная сталь и перемычки, связывающие вал с законцовками, перемычки выполнены однослойньм - Поставленная цель достигается т же тем, что согласно способу изгот ления трехлепесткрвой вилки, включающему после - формообразования заг товки ее цементирование или нитроцементирование с последующей закалкой и отпуском, перед цементиро ванием или нитроцементированием на поверхность перемычек накладывают защиту, которую затем удаляют перед проведением закалки и отпуска. Кроме того, защита представляет собой лаковое покрытие. Защита может тaioce.представлять со бой ответные по форме металлические накладки. На фиг. 1 изображена вилка для трехлепесткового щарнира; на фиг.2 азрез А-А на фиг. 1; на фиг. 3 - разез Б-Б на фиг. 2; на фиг. 4 иаграмма,иллюстрирующая зависимость ежду передаваемым крутящим моментом и углом упругого кручения вала P, Вилка для трехлепесткового шарнира представляет собой металличес-. кое тело и содержит вал 1 с разветвлениями 2, включающими перемычки 3, и законцовки 4 с гнездами 5 для крепления детали осевого удержания (не показана) и поверхностями 6 качения ДЛЯ:контакта с ответными злементами в виде роликов (не показаны). Со стороны поверхностей 7 и 8 тело вилки в зоне перемычек 3 выполнено однослойным и состоит из стали. Тело вилки по обе стороны от перемычек 3 пред-i ставляет собой двухслойное металлическое тело послойно различного состава в котором материал под наружном слог ем - сталь, а материал наружного слоя - цементированная или нитроцеентирова нная сталь. Вилку изготавливают следующим образом. После формообразования заготовки предварительно перед цементацией илионитроцементацией на перемычке 3 со стороны поверхностей 7 и 8 накладывают защиту, которая может представлять собой лаковое покрытие или ответные по форме перемычкам 3 металлические накладки. После цементации или нитроцементации удаляют защиту и подвергают вилку последующей за,калке или отпуску. Пример. При реализации технического решения используют сталь следукхцего состава, вес. %: углерод 0,24-0,31; магний 0,6-0,85; -хром 0,95-1,25; молебден 0,2-0,3. Защиту перемычек 3 со стороны поверхностей 7 и 8 термостойким лаком типа CONOVRSAL/ Проводят цементацию на глубину до. 0,5 мм в газовой фазе при 800°С в печи, затем закалку в масле прямо на выходе из печи и отпуск при 140-1бО°С. . Благодаря применению предлагаЭМого технического решения происходит повышение статического сопротивления ВИЛОК разрыву. На диаграмме, изображенной на фиг. 4, кривые С и D показывают завйсимость между передаваемым крутящим моментом и углом упругого кручения вала при использовании соответ-, ственно известного и предлагаемого технических решений. Из данных диаграммь следует, что минимальный крутящий момент М переходит от 150 кгсм в известном устройстве до примерно 195 кгс-м в предлагаемом, а угол упругого кручения Ч от 30 до 45°.
X
6-6
Фиг.Ъ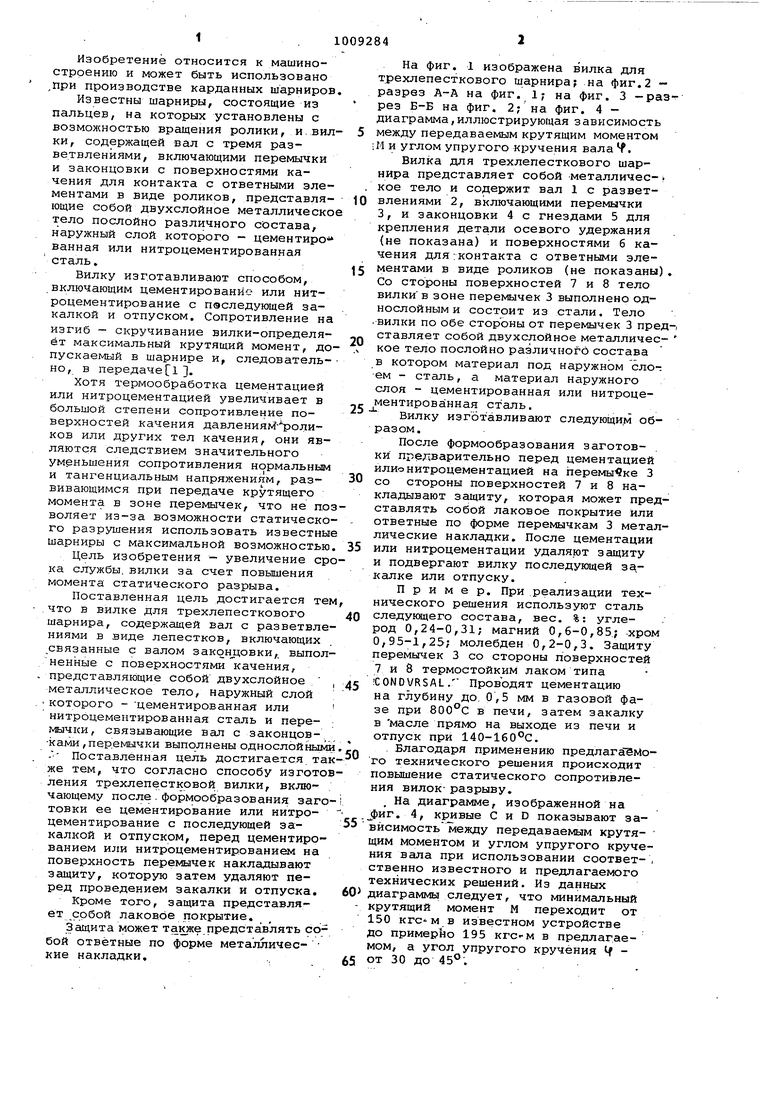
| название | год | авторы | номер документа |
|---|---|---|---|
| Карданный шарнир | 1982 |
|
SU1145936A3 |
| Кардан | 1987 |
|
SU1831602A3 |
| Шарнир равных угловых скоростей | 1983 |
|
SU1181562A3 |
| Телескопический синхронный кардан | 1982 |
|
SU1414327A3 |
| Карданная передача для автомобиля | 1979 |
|
SU1056922A3 |
| Кардан | 1979 |
|
SU743593A3 |
| Универсальный синхронный шарнир | 1978 |
|
SU704473A3 |
| Трехшиповой шарнир равных угловых скоростей | 1980 |
|
SU1075962A3 |
| Телескопическая роликовая муфта | 1982 |
|
SU1068048A3 |
| Синхронный кардан | 1978 |
|
SU936801A3 |
1. Вилка для трехлепесткового шарнираj содержащая вал с развет влениями в виде лепестков, включающих связанные с валом законцовки, выполненные с поверхностями качения, представляющие собой двухслойное металлическое тело, наружный слой которого - це. ментированная или нитроцементированная сталь, и перемычки, связывающие вал с законцовками, о т л и ч а ющ а я с я тем, что, с целью увеличения срока службы за счет повышения момента статического разрыва, перемычки выполнены однослойными. 2.Способ изготовления вилки для трехлепесткового шарнира, включающий после формообразования эаготов:ки ее цементирование или нитроцементйрование с последующей закалкой или отпуском, о т л и ч .а ю щ и и с я тем, что перед цементированием или нитроцементированием на поверхность перемычек наклс1дывают защиту, которую затем удаляют перед проведением закалки или отпуск. 3.Способ по п. 2, о т л и чающийся тем,что защита прёдстав-i ляет собой лаковоё покрытие-. 4. Способ по п. 2, о т л и ч а ю щ и и с я тем, что защита пред ставляет собой ответные по форме перемычкам металлические накладки. СО N5 00 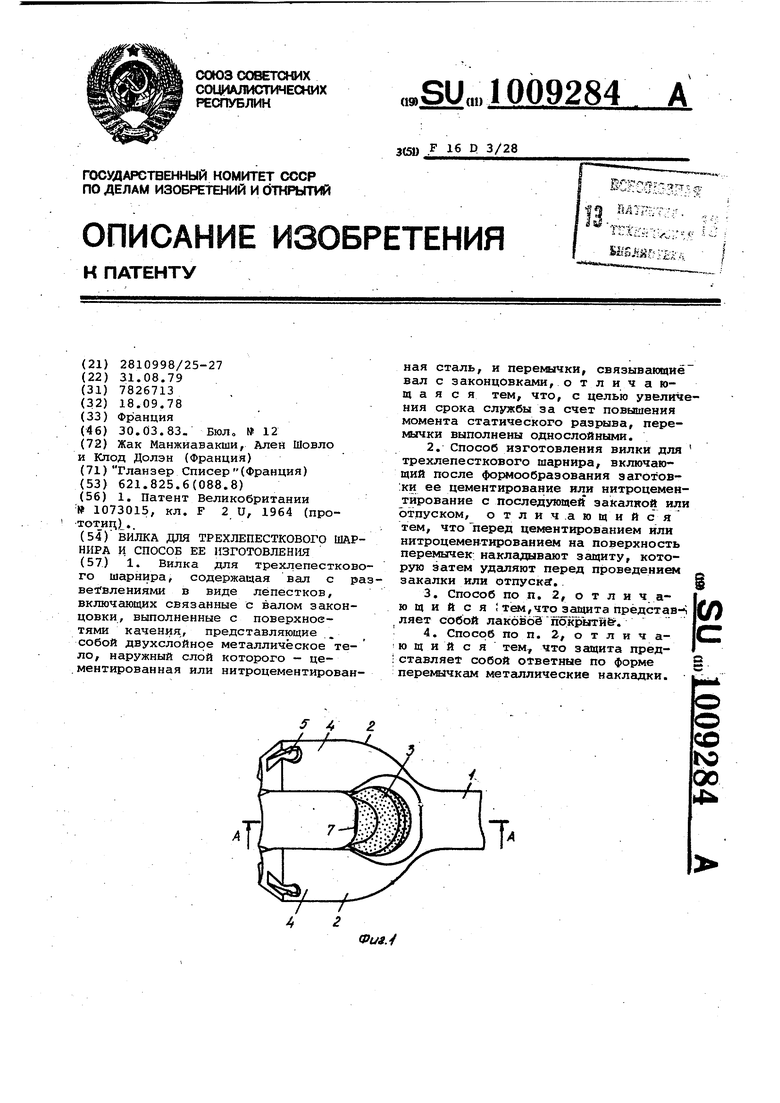
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разрывные ножницы | 1983 |
|
SU1073015A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
