2. Установка по п. 1, от л и чающаяся тем, что шнек дозирующего шнекового устройства связан с клеенаносящим валком посредством блока щестерен и шлицевого вала.
3. Установка по п. 1, отличающаяся тем, что на клеенаносящем валке установлена электромагнитная муфта для управления работой дозирующего шнекового уст.ррйства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки труб из листовых материалов | 1991 |
|
SU1810226A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Машина для изготовления сотопакетов | 1981 |
|
SU977198A1 |
| Способ нанесения клея | 1980 |
|
SU869836A1 |
| Устройство для запечатывания клапана конверта | 1981 |
|
SU1082629A1 |
| Устройство для нанесения клея на детали обуви | 1988 |
|
SU1621848A1 |
| УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМИРОВАНИЯ ДЛИННОМЕРНОГО ГИБКОГО ПЕЧАТНОГО КАБЕЛЯ | 2013 |
|
RU2550144C1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Машина для изготовления бумажных патронов | 1954 |
|
SU117515A1 |
| Устройство для нанесения жидкого состава на изделия методом промазки | 1983 |
|
SU1131548A1 |

1. УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КЛЕЕВОГб ПОКРЫТИЯ НА ИЗДЕЛИЯ, содержащая станину, установленные на ней ванну для клея с клеенаносящим валком, средство для обогрева ванны и клеенаносящего валка, привод вращения клеенайосяцего валка, прижимной валок и дозирующее шнековое уст ройство, отличающаяся тем, что, с целью повышения качест;ва покрытия за счет равномерной подачи клея в ванну, дозирующее шнековое устройство установлено с возможностью возвратно-поступательнот перемещения на направляющих, KOfo:рые смонтированы на станине, и кинематически связано с клеенаносящим валком посредством винтовой пары и цепной передачи, причем шнек дозирующего шнекового устройства кинематически связан с клеенаносящим вал- : ком.. СО со ел 00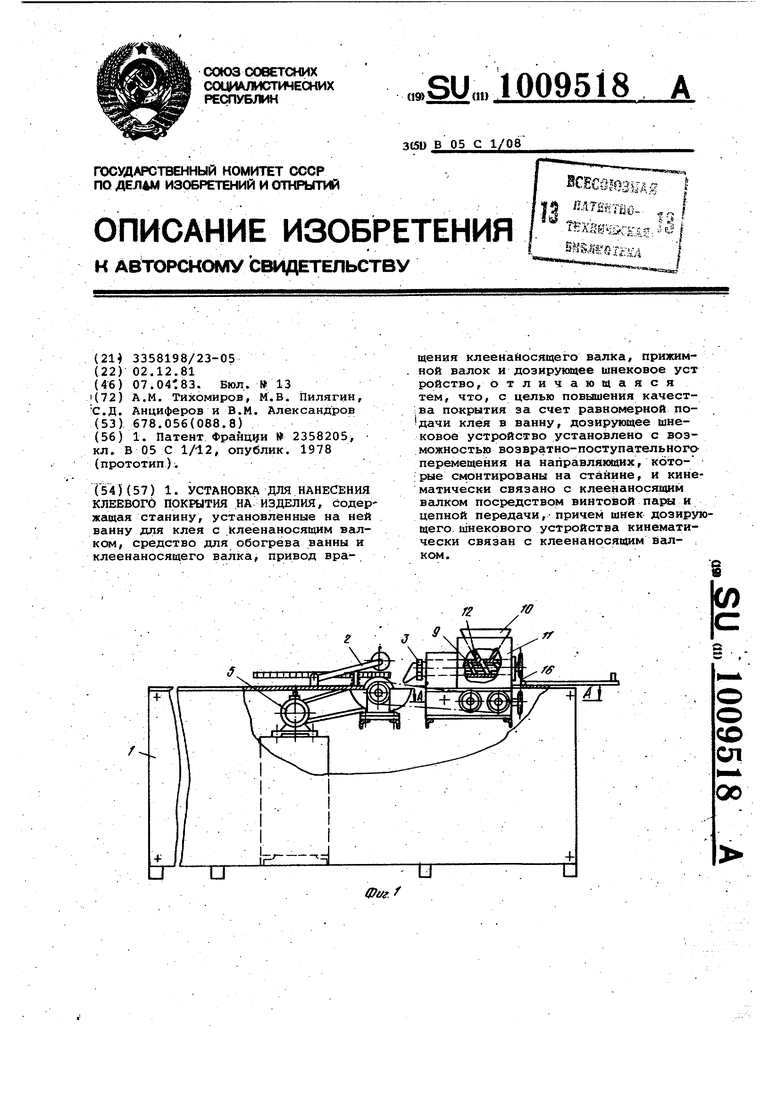
Изобретение относится к о.борудованию для нанесения покрытий на изделия и может быть использовано авиационной, судостроительной и других -отраслях промышленности для нанесения клеев-расплавов преимуще ственно на торцы сотовых заполнителей при изготовлении трехслойных панелей. Известна установка для нанесени клеевого покрытия на изделия, содержащая станину, установленные на ней ванну для клея с клеенанося щим валком, средство для обогрева ванны и клеенаносящаго валка, привод вращения клеенаносящего валка, прижимной валок и дозирующее шнековое устройство fl. Недостатком этой установки являетс я невозможность равномерной п дачи материала сразу на всю ширину ванны и, следовательно, наносящего валка, что необходимо для выс ковяэких расплавленных термореактивных композиций, у которых с течением времени вязкость нарастает. Это резко ухудшает качество нанесе ния покрытия. Целью изобретения является повышение качества покрытия за счет равномерной подачи клея в ванну. Цель достигается тем, что в установке для нанесения клеевого пок .рытия на изделия, содержащей станину, устан-овленные на ней ванну дл клея с клеенаносящим валком, средство для обогрева ванны и клеенано щего валка, привод вращения клеенаносящего валка, прижимной валок и дозирующее шнековое устройство, дозирующее шнековое устройство установлено с возможностью возвратнопоступательного перемещения на направляющих, которые смонтированы на станине, и кинематически связано с клэенаносящим валком посредством ви товой пары и цепной передачи, причем шнек дозирующего шнекового устройства кинематически связан с клеб наносящим валком. Шнек дозирующего шнекового устройства связан с клеенаносящим валком посредством блока шестерен и шлицевого вала. Кроме того, на клеенаносящем валке установлена электромагнитная муфта лля управления работой дозиру ющего (ового устройства. На фиг. 1 схематически изображен общий вид установки; на фиг. 2 то же, вид сверху; на фиг. 3 - разрез А-А на .фиг. 1. Установка содержит станину 1, где расположен клеенаносящий узел 2, кинематически связанный с дозирующим шнековым устройством 3 посредством блока управления 4, привод вращения 5. Клеенаносящий узел 2 состоит из обогреваемой ванны 6, расположенного в ней клеенаносящего валка 7 и прижимного валка 8. Дозирующее шнековое устройство 3 выполнено в виде корпуса 9 с загрузочной воронкой 10, встроенных .в обогреваемой кожух 11. В корпусе 9 установлен дгнек 12 для подачи клеярасплава. Кожух 11 прикреплен к основанию 13, которое в свою очередь при помощи цилиндрической направляющей 14 и шлицевой направляющей 15 установлено на станине 1. Вращение шнека 12 осуществляется цепной передачей 16, конической шестерней 17, встроенной в основание 13, конической шестерней 18, насаженной на шлицевую направляющую 15. Возвратнопоступательное перемещение дозирующего шнекового устройства 3 осуществляется при помощи винтового вала 19 и гайки 20, прикрепленной к основанию 13. Для вращения вала 19 в ту или иную сторону предусмотрен блок управления 4, который состоит из шестерни 21, неподвижно укрепленной на валу 19, шестерни 22, установленной на подшипнике на шлицевой Направляющей 15, электромагнитной муфты 23, жестко укрепленной на валике 24, и электромагнитной муфты 25, укрепленной на направляющей 15. Валик 24 и. направляющая 15 посредством цепных передач 26 и 27, соединены с клеенаносящим валком 7, Включение и выключение дозирующего устройства осуществляется электромагнитной муфтой 28, установленной на торце клеенаносящего валка 7. Установка работает следующим образом. Включается обогрев ванны 6, клеенаносящего валка 7 и дозирующего шнекового устройства 3. По достижению заданной температуры (80-120°С) в загрузочную воронку 1Q закладывается порция клея-расплава. При достижении клеем-расплавом исходной
вязкости включается дозирующее шнек вое устройство 3. Для этого включают привод вращения 5 клеенаносящего валка 7, и через электромагнитную муфту 28, цепные передачи 27 и 26 вращение передается на валик 24 и шлицевую направляющую 15. Шестерня 18, взаимодействуя с направляющей 15j передает вращение на шестерню 17 и через цепную передачу 16 на шнек 12. Электромагнитные муфты 23 и 25, электрически связанные с концевыми выключателями не показаны управляют возвратно-поступательными перемещениями дозирующего шнекового устройства 3 вдоль ванны 6. Вращение с валика 24 через включенную электромагнитную муфту 23 передается на вал 19, ко.торый взаимодействует с гайкой 20, перемещает дозирующее шнековое устройство 3. Муфта 25 отключена, В крайнем положейии происходит включение муфты 25 (муфта 23 выключена), и вращение со шлицевой направляющей 15 через шестерни 22 и 21 передается на вал 19. Дозирующее шнековое устройство начинает перемещаться в обратном направлении. При полном освобождении от клея-расплава дозирующее шнековое устройство переводится в крайнее положение, а электромагнитная муфта 28 отключается. Клеенаносящий узел 2 полностью загружен расплавленным клеем и готов к работе.
0
т .ЪНа вращающийся клеенаносящий валок 7 устанавливают изделие (сотовый заполнитель ), накрывают прижимным валком 8 и наносят клей на
5 торцы изделия. В это время дозиру-, ющее шаековое устройство заполняется новой порцией клея-расплава. После того как весь расплавленный клей из ванны 6 израсходован, опе0рация загрузки повторяется.
Экономический эффект от внедрения данной установки составит 20 тыс.руб в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОДАЮЩЕЕ ВОЗДУХ УСТРОЙСТВО С МЕШОЧНЫМ ФИЛЬТРОМ, ВКЛЮЧАЮЩЕЕ СОЕДИНЕНИЕ МЕЖДУ МЕШОЧНЫМ ФИЛЬТРОМ И РУКАВОМ, СОЕДИНЕННЫМ С ПОДАЮЩИМ ВОЗДУХ ТРУБОПРОВОДОМ | 2005 |
|
RU2358205C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
