Изобретение относится к машиностроению и более конкретно к машиностроению легкой промышленности и может быть широко использовано в обувной и кожгаланте- рейной промышленности.
Известны устройства для нанесения клея по контуру обувной детали (1). Описанные устройства содержат транспортирующий диск и клеенаносящий валик, причем кромки обувной детали перемещаются вдоль бокового упора.
Недостатком этих аналогов является то, что они могут быть использованы для нанесения клея только на жесткие обувные детали, например, подошву. Наносить клей на мягкие детали, например, из резино-текстиля, они не могут, так как при перемещении таких деталей вдоль бокового упора они гофрируются, образуя множество складок. Известно также устройство, содержа1 щее клеевую ванну, с расположенными в нем клеенаносящими роликами, держатель колодки и привод. Это устройство также не может быть использовано для нанесения клея на кромки обувной детали, так как заготовка, на которую надо-нанести клей, должна быть одета на обувную колодку, что резко снижает производительность 2.
В устройстве обувные детали должны промазываться в плоском виде и в массовом количестве.
Известно устройство для нанесения клея на кромки обувных деталей, содержащее вращающийся барабан, на поверхности которого укреплен съемный шаблон, причем развертка шаблона соответствует контуру обувной детали, а ширина шаблона равна ширине кромки, на которую должен быть нанесен клей. В контакте с шаблоном находится клеенаносящий, вращающийся валик. Клей передается на валик другим питательным валиком, утопленным в резерву- аре с клеем. Толщина слоя клея на клеенаносящем валике регулируется подпружиненным скребком прижимаемым к валику.
Привод осуществляется сжатым воздухом, поступающим в рабочий цилиндр, имеющий возможность перемещаться вдоль неподвижнбго штока, закрепленного на станине.
Корпус рабочего цилиндра закреплен на плите, которая может перемещаться. Плита несет на себе кассету, в которую укладывают обрабатываемую обувную деталь.
Под действием сжатого воздуха рабочий цилиндр совершает возвратно-поступательные движения, при вращении шаблон, смазанный клеем, встречается с обувной деталью и обкатывает его контур, происходит нанесение клея на кромку по контуру обувной детали.
Устройство обеспечивает нанесение клея на мягкие обувные детали 3.
Прототип имеет ряд недостатков. Во- первых, низкая производительность труда из-за того, что приходится вручную устанавливать каждую обувную деталь в кассету, а также извлекать вручную каждую промазанную деталь. Такая конструкция вызывает бесконечные остановки устройства, что приводит к подсыханию клея на валиках и резко ухудшает качество обрабатываемых деталей, создает большие трудности из-за необхордимости частой чистки валиков и съема с них подсохшей клеевой корки.
Другим серьезным недостатком прототипа является то, что обслуживающий рабочий вынужден постоянно находиться в непосредственной близости к устройству и дышать вредными испарениями, что отрицательно сказывается на санитарно-гигиенических условиях работы.
Цель изобретения - повышение производительности при одновременном улучшении санитарно-гигиенических условий, поштучная ориентированная подача деталей в зону нанесения клея, а также обеспечение ускоренного опускания днища установочной кассеты.
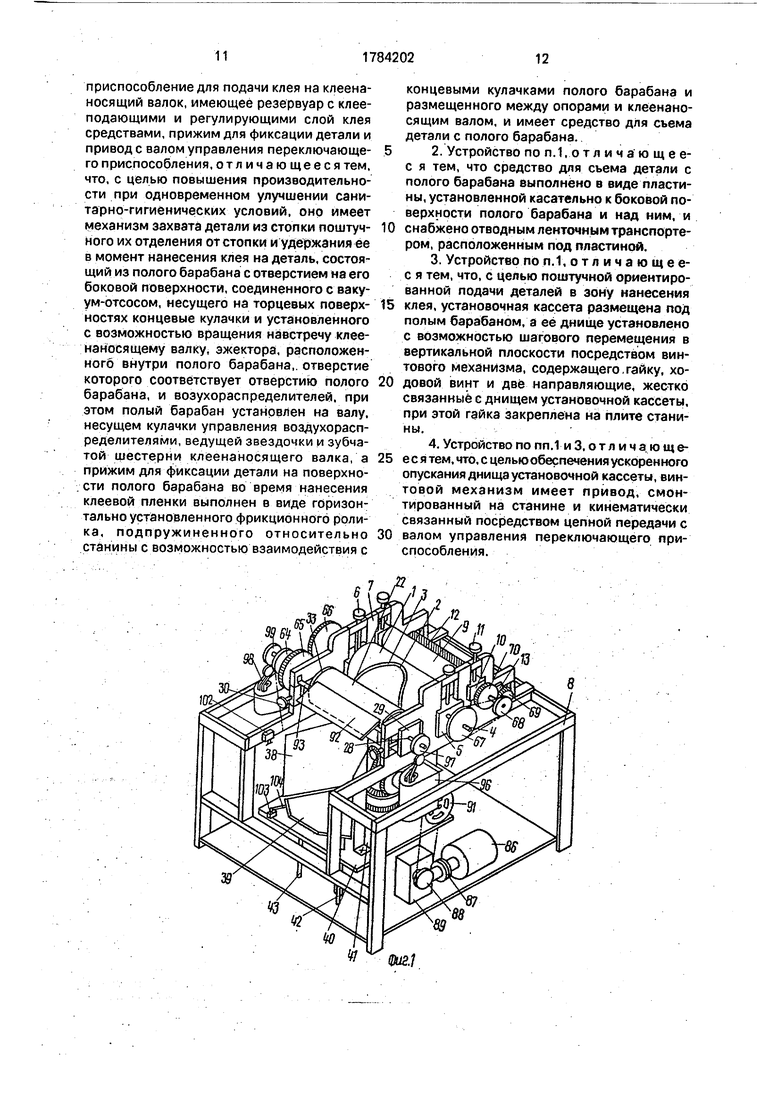
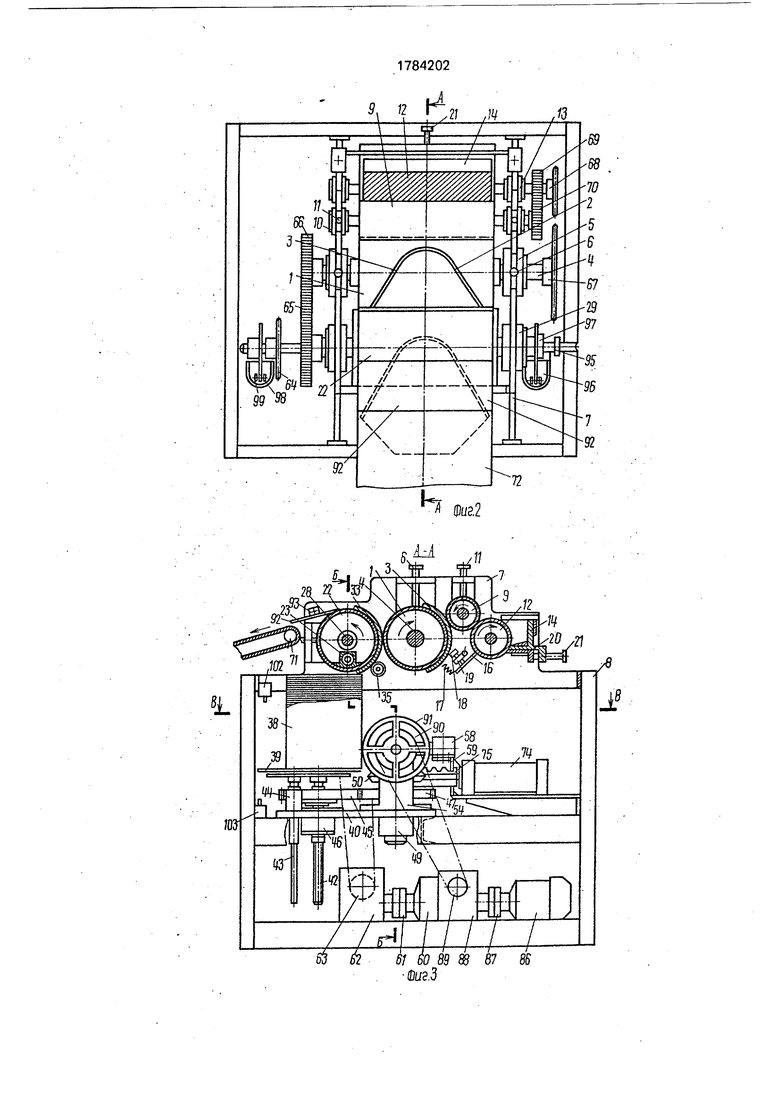
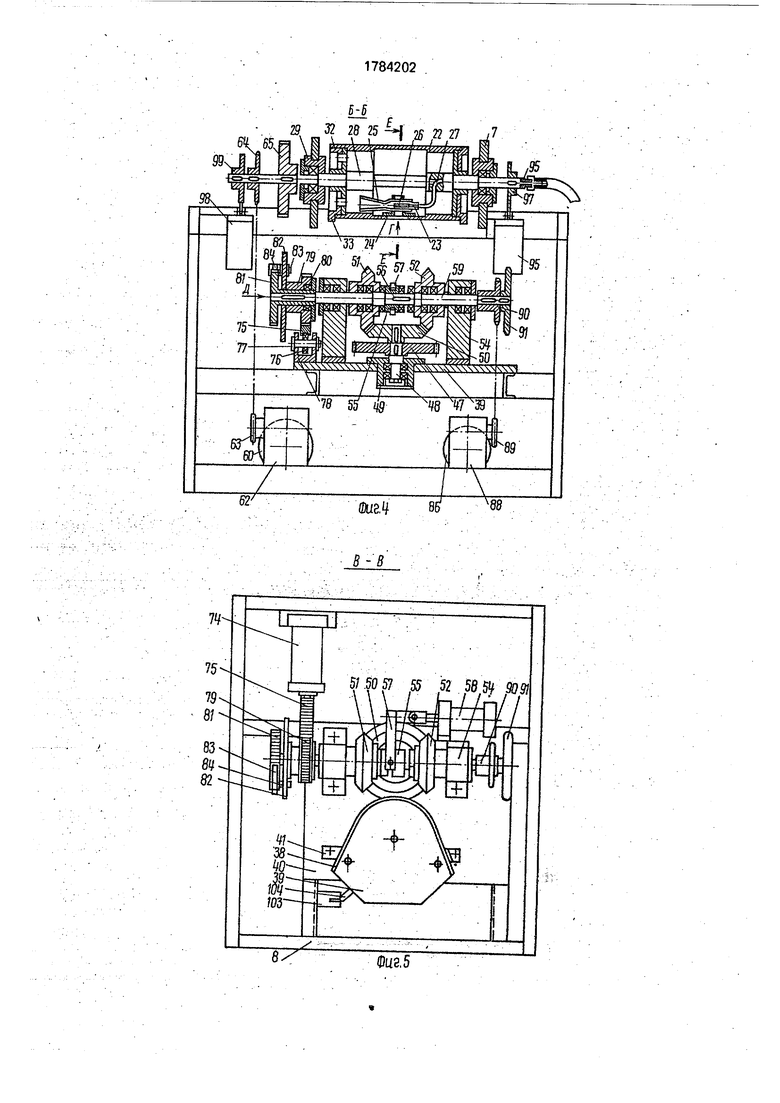
На фиг.1 изображен общий вид предлагаемого устройства в изометрии; на фиг.2 - то же, вид ceeoxv: на Фиг.З - разрез А-А на фиг.2, на фиг. 4 - разрез Б-Б. на фиг.$ на
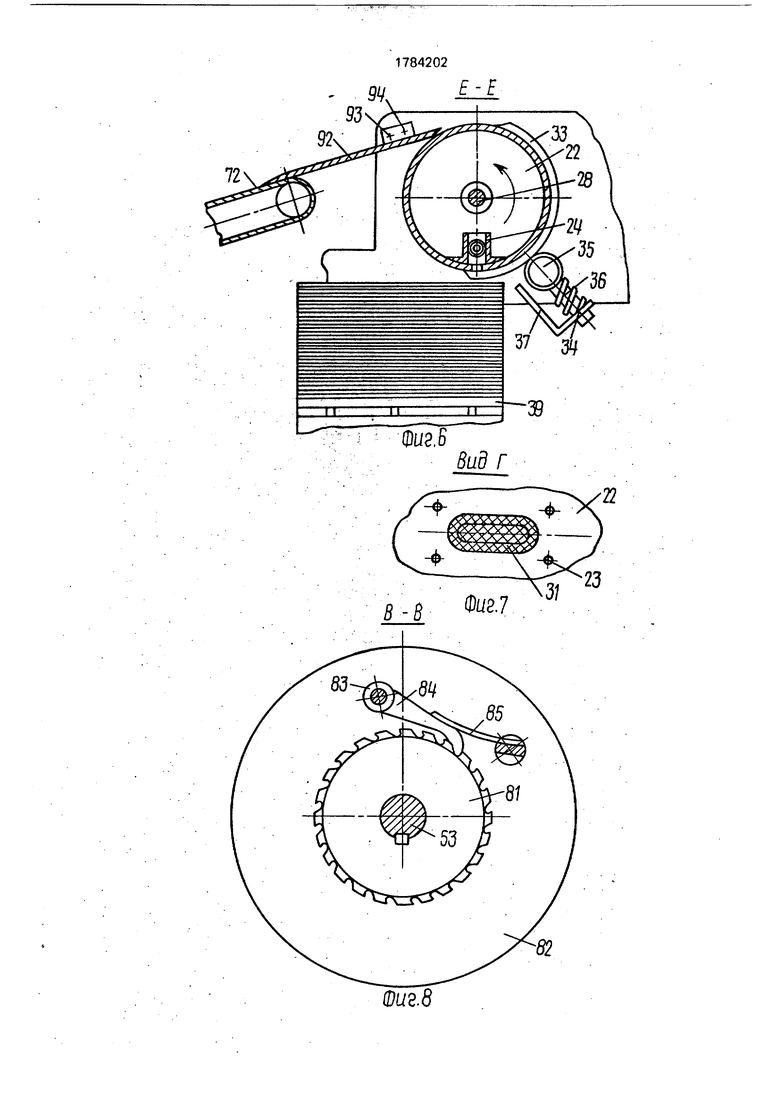
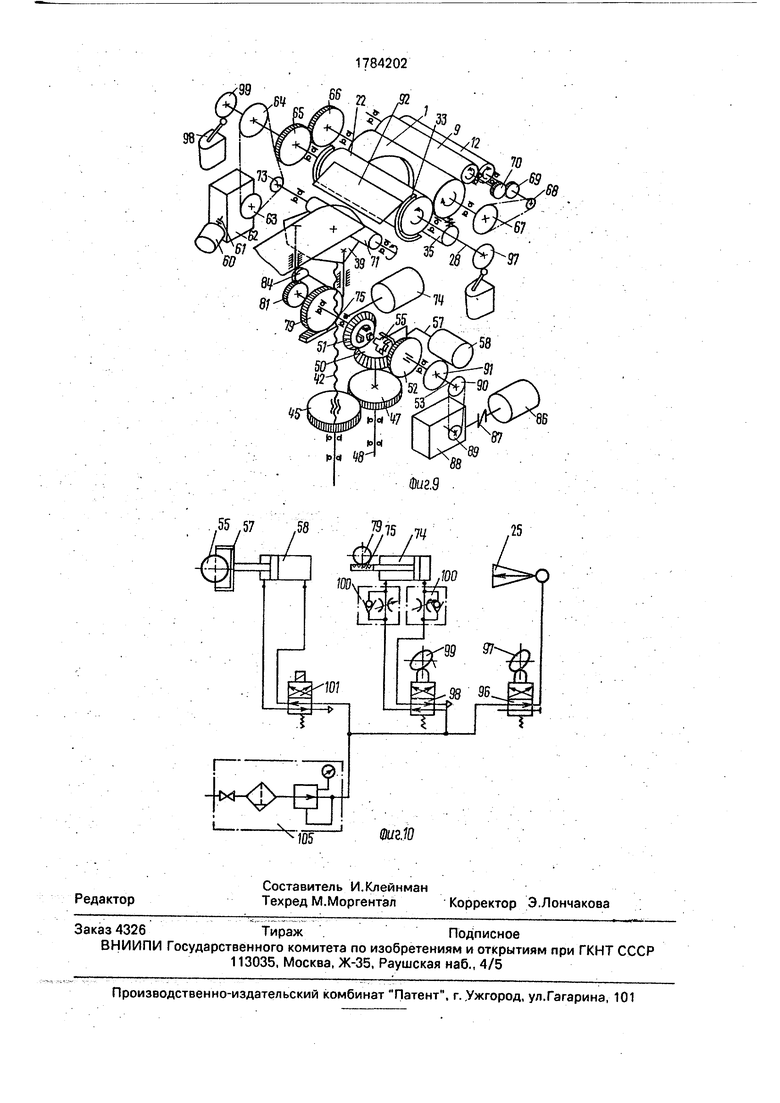
фиг.5 - разрез В-В на фиг.З; на фиг.6 - разрез Е-Е на фиг.4; на фиг.7 - вид по стрелке Г на фиг.4; на фиг.8 - вид по стрелке Д на фиг.4; на фиг.9 - кинематическая схема; на фиг. 10 - пневматическая схема.
0 Автоматическое устройство для нанесения клея по контуру обувных деталей содержит клеенаносной валик 1, на поверхности которого винтами 2 укреплен съемный шаблон 3, выступающий относительно поверх5 ности валика 1. Развертка шаблона 3 соответствует контуру обувной детали, а ширина гребня шаблона 3 равна заданной ширине кромки, на которую должен быть нанесен клей. Валик 1 закреплен на валу 4,
0 вращающемся в подвижных подшипниках 5. Подшипники 5 имеют возможность перемещаться под действием винтов 6 в пазах щек 7, установленных на станине 8. В контакте с шаблоном 3 находится клеепереда5 ющий валик 9, вращающийся в подвижных подшипниках 10 под действием винтов 11 в пазах щек 7. Клей передается на валик 9 питательным валиком 12, вращающимся в подвижных подшипниках 13. Валик 12 кон0 тактирует с резервуаром клея 14. Для регулирования толщины слоя клея, находящегося на питательном валике 12 предусмотрен скребок 15, установленный на оси 16, закрепленной на щеках 7, при
5 этом скребок 15 прижимается к питательному валику 12 при помощи пружины 17. Толщина слоя клея на валике 12 регулируется винтом 18, гайка 19 которого установлена на оси 16. Для регулирования толщины слоя клея, по0 ступающего из резервуара 14 на валик 12 предусмотрен нож 20, пбдвижный относительно днища резервуара 14 посредством винта 21, гайка которого связана с резервуаром 14.
5 Устройство имеет механизм захвата, поштучного отслаивания обувных деталей из пачки и их удержания в зоне обработки во время нанесения клея. Механизм содержит полый барабан 22, внутри которого ук0 реплен винтами 23 корпус 24 воздушного эжектора.25, содержащего сопло 26 и гибкий рукав 27, продетый через отверстие вала 28. закрепленного в подшипниках 29. Подшипники 29 имеют возможность пере5 мещаться в горизонтальной плоскости под действием винтов 30 в пазах щек 7. На боковой цилиндрической поверхности барабана 22 имеется отверстие, соответствующее по форме отверстию в корпусе 24 воздушного эжектора 25, через которое обеспечивается захват вакуумом обувной детали. На отверстии закреплена металлическая сетка 31 для ликвидации возможной локальной деформации обувной детали в момент захвата.,
Барабан 22 содержит закрепленные к его обечайке торцевые днища 32. имеющие кулачки 33 для воздействия на средство для обеспечения фиксации обувной детали на поверхности барабана 22 в момент промазки. Это средство содержит горизонтальный, вращающийся в опорах 34, фрикционный ролик 35 установленный с возможностью его прижима к барабану 22 под действием пружины 36. Опоры 34 подвижны относительно кронштейнов 37, укрепленных на щеках 7.
Устройство снабжено средством для укладки пачки обувных деталей, состоящим из съемного бункера-кассеты 38 с подвижным в вертикальной плоскости днищем 39. При этом бункер-кассета 38 закреплена на плите 40 при помощи кронштейнов 41. а плита 40 связана со станиной 8. Форма днища 39 соответствует конфигурации обувной детали, а бункер-кассета 38 снабжен боковыми упорами для обеспечения неподвижности пачки обувных деталей в горизонтальной плоскости.
С днищем 39 жестко связан ходовой винт 42 и две цилиндрические направляю- щие 43, имеющие возможность перемещаться в вертикальной плоскости в опорах 44, закрепленных на плите 40. Перемещение ходового винта 42 обеспечивается его кинематической связью с гайкой, которая вмонтирована в зубчатом колесе 45, вращающемся в подшипниковом узле 46, закрепленном на плите 40. Зубчатое колесо 45 находится в зацеплении с шестерней 47, закрепленной на вертикальном валу 48, вра- щающимся в подшипниковом узле 49, закрепленном на плите 40. На валу 48 закреплена коническая шестерня 50, которая входит в зацепление в коническими шестернями 51 и 52, свободно вращающимися на горизонтальном валу управления 53, вращающимся в подшипниках 54, закрепленных на плите 40. Конические шестерни 51 и 52 снабжены кулачковыми венцами, между которыми скользит двусторонняя кулачко- аая муфта 55 по шпонке 56 вала 53 Рычаг- отводка 57, связанный со штоком пневмоцилиндра 58, закрепленного на кронштейне 59, обеспечивает перемещение кулачковой муфты 55 вдоль вала 53 и возможность ее зацепления с кулачками шее- терней 51 и 52. Благодаря этому обеспечивается изменение направления и характера движения ходового винта 42.
Привод механизмов нанесения клея, подачи клея, механизма захвата и отборочного транспортера состоит из электродвига- теля 60, соединенного муфтой 61 с редуктором 62. От звездочки 63 выходного вала редуктора 62 через цепную передачу к звездочке 64 передается вращение вала 28, на котором сидит жестко связанное с ним зубчатое колесо 65, передающее вращение зубчатому колесу 66, сидящему на клеена- носном валике 1. Звездочки 67 и 68 создают возможность передачи вращения питательному валику 12. Зубчатое колесо 69, закрепленное на валике 12 передает вращение зубчатому колесу 70, сидящему на клеепода- ющем валике 9.
Вращение приводного вала 71 отборочного транспортера 72 осуществляется посредством цепной передачи от звездочки 63 к звездочке 73, закрепленной на валу 71. Перемещение ходового винта 42 вверх обеспечивается пневматическим приводом. Привод осуществляется сжатым воздухом, поступающим из сети через систему управления (см фиг. 10), в закрепленный на станине 8 пневмоцилиндр 74, шток которого жестко связан с зубчатой рейкой 74, имеющей возможность перемещаться в горизон- тальной плоскости по опорному подшипнику 76. вращающемуся на оси 77, закрепленной в вилке 78, смонтированной на плите 40.
Под действием сжатого воздуха и благодаря системе управления (фиг. 10) зубчатая рейка 75 совершает возвратно-поступатель ное движение, которое преобразуется s синхронное вращение зубчатого колеса 79, находящегося в зацеплении с рейкой 75 и вращающегося на подшипнике 80, свобод но сидящем на наружной поверхности ступицы храпового колеса 81, жестко связанного с валом 53. На торце ступицы зубчатого колеса 79 жестко закреплен диск 82, на котором закреплен палец 83, несущий храповую собачку 84, находящуюся в зацеплении с зубом храпового колеса 81 под влиянием натяжения плоской пружины 85. Благодаря храповому механизму возвратно-поступательное движение рейки 75 преобразуется во вращательное с остановками движения вала 53, причем только в одном направлении. При зацеплении кулачков муфты 55с кулачками конической шестерни 51 обеспечивается возможность шагового перемещения ходового винта 42, а вместе с ним шаговый подъем днища 39 с пачкой обувных деталей к поверхности барабана 22. Причем шаг подъема днища 39 соответствует толщине обувной детали.0
Устройство снабжено приводом ускоренного опускания вниз днища 39 для его загрузки новой пачкой деталей. Привод состоит из электродвигателя 86, соединенного муфтой 87 с редуктором 88. От звездочки 89 посредством цепной передачи к звездочке 90 обеспечивается возможность вращения вала 53. При зацеплении кулачков двусторонней муфты 55 с кулачками конической шестерни 52 обеспечивается передача вращения от вала 53 через пару конических шестерен 52 и 50 и пару зубчатых колес 47 и 45 к гайке ходового винта 42. При этом обеспечивается возможность поступательного движения вниз ходового винта 42 и днища 39. Для возможности ручного поворота вала 53 предусмотрен маховик 91.
Устройство снабжено средством для съема промазанной обувной детали с поверхности барабана 22. Это средство выполнено в виде пластины 92, установленной на кронштейнах 93, которые при помощи винтов 94 крепятся к щекам 7. Для последующего транспортирования обувной детали предусмотрен отборочный транспортер 72.
Сжатый воздух, создающий вакуум, необходимый для захвата обувной детали барабаном 22, поступает в воздушный эжектор 25 через муфту 95, размещенную на конце вала 22. Система управления воздушным эжектором 25 содержит установленный на станине 8 воздухораспределитель 96, управляемый от кулачка 97, жестко сидящего на валу 28,
Система управления пневмоцилиндром 74 состоит из установленного на станине 8 воздухораспределителя 98, управляемого от кулачка 99, жестко сидящего на валу 28, дросселей с обратными клапанами 100, служащих для регулирования скорости поступательногодвиженияштокапневмоцилиндра 74 и связанной со штоком рейки 75, Кулачки 97 и 99, управляющие воздухораспределителями 98 и 96 обеспечивают подачу сжатого воздуха в эжектор 25 и пнеэмоцилиндр 74 в соответствии с циклом работы этих механизмов.
Управление работой пневмоцилиндра 58 обеспечивается благодаря воздухораспределителю 101 с электрическим управлением под действием датчиков 102 и 103, закрепленных на станине 8 соответственно в крайнем верхнем и нижнем положении днища 39. Для воздействия на датчики 102 и 103 предусмотрен флажок 104, жестко связанный с днищем 39.
Для очистки сжатого воздуха предусмотрен блок подготовки сжатого воздуха 105.
Автоматическое устройство работает следующим образом: Резервуар 14 наполняется клеем. Винтами 18 и 21 регулируется толщина слоя клея на питательном валике
12, винтом 11 регулируется расстояние между этим валиком и клеепередающим валиком 9. Винтом 6 регулируется расстояние между шаблоном 3 барабана 1 и поверхностью рарабана 22 с учетом толщины обувной
0 детали. В исходном состоянии днище 39 находится в крайнем нижнем положении. В этом положении сжатый воздух из сети через блок подготовки воздуха 105 поступает в поршневую полость пневмоцилиндра 58 и
5 штоковую полость пневмоцилиндра 74, при этом рычаг-отводка 57 обеспечивает зацепление двусторонней муфты 55 с конической шестерней 51, а шток пневмоцилиндра 74 с рейкой 75 втянут.
0 Пачка обувных деталей укладывается работницей на днище 39. Включением электродвигателей 62 работница запускает в работу привод устройства, благодаря чему приходит во вращение вал 28, на котором
5 закреплен кулачок 99, воздействующий на воздухораспределитель 98, который, переключаясь, подает сжатый воздух в поршневую полость пневмоцилиндра 74. При этом движется рейка 75, находящаяся в зацепле0 нии с зубчатым колесом 79, вращая его вокруг вала 53 по часовой стрелке. Благодаря этому, зуб храповой собачки 84 увлекает за собой зуб храпового колеса 81, вращающегося также по часовой стрелке. Это приво5 дит во вращение вал 53, на котором храповое колесо 81 неподвижно закреплено, с валом 53 вращается и коническая шестерня 51. Ее вращение передается конической шестерне 50 и сидящей с ней на
0 одном валу 48 шестерне 47, которая передает вращение зубчатому колесу 45 и вмонтированной в него гайке ходового винта 42. Благодаря чему ходовой винт 42 осуществляет поступательное движение вверх, под5 нимая днище 39 на шаг, равный толщине обувной детали. При этом верхняя в пачке обувная деталь касается боковой поверхности барабана 22, а кулачок 97, сидящий на валу 28, воздействует на возухораспредели0 тель 96, осуществляющий подачу сжатого воздуха в сопло 26 эжектора 25 через гибкий рукав 27, продетый через отверстие вала 28 от муфты 95. В результате чего создается вакуум, и край верхней в пачке обувной де5 тали захватывается барабаном 22, который огибает край этой верхней детали, как бы наматывая ее на себя. Край обувной детали, захваченный барабаном 22, заходит под фрикционный ролик 35, отжатый от барабана 22 концевыми кулачками 33. При дальнейшем вращении барабана 22 кулачки 33 выходят из контакта с роликом 35, который под действием пружин 36 прижимается к обувной детали и тем самым осуществляет ее фиксацию на поверхности барабана 22.
Вращение вала 28 барабана 22 через шестерни 65 и 66 передается клеенаносно- му валику 1 и через звездочки 67 и 68 питательному валику 12. а через шестерни 69 и 70 клеепередающему валику 9, благодаря чему клей передается из резервуара 14 шаблону 3 валика 1, который, обкатывая находя- щуюся на поверхности барабана 22, обувную деталь, наносит клей на все, входящие с ним в контакт, участки кромки контура обувной детали.
При дальнейшем вращении вала 28. с ним и барабана 22 кулачок 99 воздействует на воздухораспределитель 98, который переключает подачу сжатого воздуха в пнев- моцилиндре 74, что вызывает обратный ход рейки 75, а это приводит к обратному ходу зубчатого колеса 79. При этом зуб храповой собачки 84 свободно проскальзывает по зубьям храпового колеса 81 и вал 53 в это время не вращается, а вместе с ным непо- виджны шестерни 51, 50, 47, 46 и ходовой винт 42.
При подходе обувной детали к пластине 92 кулачки 33 барабана 22, воздействуя на ролик 35, отжимают его, тем самым обувная деталь, освобождается от прижима ролика 35, а одновременно с этим кулачок 97, воздействуя на воздухораспределитель 96, осуществляет отключение подачи сжатого воздуха в сопло 26 эжектора 25. При дальнейшем вращении барабана 22 обувная деталь движется по пластине 92 и дальше попадает на ленту отборочного транспортера 72, с которого работница снимает промазанную обувную деталь. Таким образом, за один оборот вала 28 осуществляется подъем днища 39 с обувной деталью, ее захват и фиксация на поверхности барабана 22 в момент промазки клеем от шаблона 3 и последующий съем детали с барабана 22 и транспортирование по отборочному транспортеру 72. Далее цикл повторяется и все операции повторяются со следующей деталью пачки. Когда вся пачка обувных деталей будет обработана, датчик 102 верхнего крайнего положения днищ 39 под воздействием флажка 104 отключит электродвигатель 60 и переключит воздухораспределитель 101. При этом сжатый воздух поступит в штоковую полость пневмоцилиндра 58, что вызовет перемещение рычага-отводки 57, а значит и перемещение муфты 55, обеспечивающее зацепление ее с кулачками конической шестерни 52.
Включением электродвигателя 86 работница запускает в работу при вод ускоренного опускания днища 39. Это приводит во вращение вал 53 через звездочки 89 и 90. 5 Вал 53 осуществляет вращение храпового колеса 81, при этом его зубья проскальзывают относительно зуба собачки 84, а зубчатое колесо остается неподвижным. Вместе с этим осуществляется вращение муфты 55,
0 сцепленной с конической шестерней 52, передающей вращение конической шестерне 50 в направлении противоположном ее вращению при зацеплении муфты 55 с конической шестерней 51. Через шестерню 47 и
5 зубчатое колесо 45 вращательное движение гайки преобразуется в поступательное движение ходового винта 42 вниз до тех пор, пока днище 39 не займет крайнее нижнее положение, в котором флажок 104 включат
0 датчик 103, который отключит электродвигатель 86 и переключит воздухораспределитель 101 пневмоцилиндра 58, в следствии чего муфта 55 войдет в зацепление с конической шестерней 51.
5 Таким образом, все механизмы придут в исходное состояние. После установки новой пачки обувных деталей на днище 39 цикл повторяется.
Необходимо отметить, что предлагае0 мая конструкция позволяет наносить клей
на обувные детали различных размеров с
применением соответствующих шаблонов.
Внедрение предлагаемого устройства
создает ряд положительных эффектов: так
5 как в работе устройства исключена ручная загрузка и выгрузка отработанных деталей и так как устройство работает беспрерывно без остановок резко увеличивается производительность труда; так как засыха0 ние клея на валиках исключается их беспрерывной работой, значительно улучшается качество обработанных обувных деталей; рабочему нет необходимости постоянно находиться непосредственно вблизи зоны на5 несения клея. Он может обслуживать одновременно две и более машины, а потому значительно улучшаются санитарно-гигиенические условия.
Формула изобретения
0 1. Устройство для нанесения клея на кромки обувных деталей из мягких материалов, содержащее установленные на станине установочную кассету для размещения стопки деталей, механизм нанесения клея
5 на обувную деталь, выполненный в виде клеенаносящего валка с зубчатой шестерней, установленного с возможностью вра- . щения вокруг своей оси в подвижных в вертикальной плоскости опорах и несущего на своей поверхности сменный шаблон,
приспособление для подачи клея на клеена- носящий валок, имеющее резервуар с клее- подающими и регулирующими слой клея средствами, прижим для фиксации детали и приводе валом управления переключающего приспособления, отличающееся тем, что, с целью повышения производительности при одновременном улучшении санитарно-гигиенических условий, оно имеет механизм захвата детали из стопки поштучного их отделения от стопки и удержания ее в момент нанесения клея на деталь, состоящий из полого барабана с отверстием на его боковой поверхности, соединенного с вакуум-отсосом, несущего на торцевых поверхностях концевые кулачки и установленного с возможностью вращения навстречу клее- наносящему валку, эжектора, расположенного внутри полого барабана, отверстие которого соответствует отверстию полого барабана, и возухораспределителей. при этом полый барабан установлен на валу, несущем кулачки управления воздухораспределителями, ведущей звездочки и зубчатой шестерни клеенаносящего валка, а прижим для фиксации детали на поверхности полого барабана во время нанесения клеевой пленки выполнен в виде горизонтально установленного фрикционного ролика, подпружиненного относительно станины с возможностью взаимодействия с
концевыми кулачками полого барабана и размещенного между опорами и клеенано- сящим валом, и имеет средство для съема детали с полого барабана.
2. Устройство поп.1,отличающеес я тем, что средство для съема детали с полого барабана выполнено в виде пластины, установленной касательно к боковой поверхности полого барабана и над ним, и
снабжено отводным ленточным транспортером, расположенным под пластиной.
3.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью поштучной ориентированной подачи деталей в зону нанесения
клея, установочная кассета размещена под полым барабаном, а ее днище установлено с возможностью шагового перемещения в вертикальной плоскости посредством винтового механизма, содержащего гайку, ходовой винт и две направляющие, жестко связанные с днищем установочной кассеты, при этой гайка закреплена на плите станины.
4.Устройство попп.1 иЗ, отличающе- е с я тем, что, с целью обеспечения ускоренного
опускания днища установочной кассеты, винтовой механизм имеет привод, смонтированный на станине и кинематически связанный посредством цепной передачи с валом управления переключающего приспособления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея на кромки обувных деталей | 1988 |
|
SU1574202A1 |
| Устройство для нанесения клея на детали низа обуви, закрепленной на колодке | 1987 |
|
SU1583077A1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| Устройство для клеевой загибки краев деталей обувных и кожгалантерейных изделий | 1974 |
|
SU506386A1 |
| Устройство для транспортирования деталей низа обуви при обработке их по контуру | 1983 |
|
SU1136793A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Устройство для нанесения клея по контуру обувной детали | 1982 |
|
SU1105183A1 |
| Установка для нанесения клея на затяжную кромку | 1981 |
|
SU1000011A1 |
| Устройство для нанесения окрасочных покрытий | 1986 |
|
SU1389874A1 |
| Установка для окраски каблуков (ее варианты) | 1983 |
|
SU1214076A1 |
Использование: в обувной и кожгалан- терейной промышленности. Сущность изобретения: устройство для нанесения клея на кромки обувных деталей из мягких материалов содержит установленные на станине установочную кассету для размещения стопки деталей, механизм нанесения клея на обувную деталь, приспособление для подачи клея на клеенаносящий валок, прижим для фиксации детали и привод. Оно имеет механизм захвата детали из стопки, поштучного их отделения от стопки и удержания ее в момент нанесения клея на деталь. Последнее состоит из полого барабана с отверстием на его боковой поверхности, соединенного с вакуумотсосом. Полый барабан несет на торцовых поверхностях кон- цевые кулачки и установлен с возможностью вращения навстречу клеена- носящему валку. Эжектор расположен внутри полого барабана и отверстие его соответствует отверстию полого барабана. Прижим для фиксации детали на поверхности полого барабана во время нанесения клеевой пленки выполнен в виде горизонтально установленного фрикционного ролика, подпружиненного относительно станины с возможностью взаимодействия с концевыми кулачками полого барабана. 3 з.п.ф-лы, 10 ил. С
39
13
Ю
70
8
a
гт ц
er
S 5 / / / / /
-с
Я
со
I
Go
со
Јь N3 О
ю
8-8 te/
62
Фигв
Фиг.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Преобразователь света | 1953 |
|
SU105183A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
