to
4
со
Од IN9
Од
fitz. 1
Изобретение относится к области обработки металлов резанием и может быть использовано при расточке отверстий .
Известен расточной -патрон, содержащий корпус, установленный в нем ходовой винт, водило и импульсный привод винта| 1
Недостатком этого патрона является невозможность растачивать кону.сные отверстия с конусностью менее 5, сложность устройства и сложность изменения угла растачивания.
Целью изобретения является расширение технологических возможностей патрона.
Поставленная цель достигается тем, что в расточном патроне, содержащем корпус, расположенный в нем ходовой винт, водило и импульсный привод винта, ходовой винт установлен подвижно в радиальном направлении с возможностью взаимодействия с перемещаемым в осевом направлении клином, введенным в патрон, а на водиле выполнен регулируемый выступ, периодически контактирующий с торцом клина.
На фиг. 1 показан патрон, общий вид; нафиг. 2 -видАнафиг. 1.
Расточный патрон содержит корпус 1, в паз которого вставлен ползун 2. В ползун ввинчен ходовой винт 3 вставленный подвижно в корпусе 1 . Ходовой винт на одном койце имеет выточку 4, куда с зазором входит клин 5. На другом конце винт снабжен лимбом 6 с отверстием под ключ. Клин 5 подвижен в осевом направлении. Под головку клина положена тарельчатая пружина 7. На корпусе с возможностью вращения установлено водило 8, на торце которого выполнен выступ 9 . В водило ввернут винт 10, на торце которого нанесен нониус.
Клин 5, водило 8 и винт 10 образуют механизм импульсного поступательного осевого перемещения винта, а водило 8 в выступом 9 и ходовой винт 3 с лимбом 6 - механизм возврата винта в исходное, положение. В ползуне з крепляют резец (на чертеже не показ ан) .
Расточный патрон работает следуЮ1ЦИМ образом.
Ключом вращают винт 3 для установки резца на необходимый резец. Так как в продольном направлении его перемещение ограничено зазором между клином и выточкой 4, то после выбора зазора винт начинает перемещать ползун. Отсчет величины подачи производят по лимбу 6. Подрезку торцов производят при подвижном ползуне и неподвижном шпинделе станка в осевом направлении, а расточку конусных отверстий - при подвижном ползуне и подвижном шпинделе. Для перемещения ползуна во время вращения шпинделя рукой удерживают от вращения водило. При этом выступ винта 10 наскакивает на головку клина 5 и перемещает его вниз, а клин перемещает винт 3 вместе с ползуном 2. При дальнейшем вращении выступ винта 10 соскакивает с головки клина, и клин под воздействием пружины 7 возвр.ащается в исходное положение, а выступ водила 9. входит в контакт с лимбом 6 винта 3 и поворачивает его относительно неподвижного ползуна до тех пор, пока выточка винта не упрется в клин, а
выступ водила не пpocкoльзнet относительно лимба, т.е. при одном обороте корпуса ползун получит им. пульсное (скачкообразное) перемещение. Величина этого перемещения за0 висит от конусности растачиваемого отверстия, поэтому величина хода клина вниз, определяемая высотой Б выступа винта 10 над плоскостью водила, угол клина и величинаподачи
5 шпинделя станка связаны между собой.
.. Возможны и другие конструктивные решения способа перемещения винта, 1«)торый должен совершать следующие движения : движение подачи вместе с ползуном без осевого вращения и возврат в исходное положение относительно неподвижного ползуна. Ползун должен так перемещаться в па ЗУ корпуса, чтобы в положении возврата в исходное положение винта он не переме1цался в корпусе. Это достигается за Счет тугого перемещения ползуна в пазу корпуса.
0
Для расточки конических отверстий резец должен иметь две подачи: продольную S и поперечную S. Для расточки конусного отверстия с углом 5 при вершине 2о1 они должны быть свя5заны oтнaueниeм-JI Ь(Jot . Величина
Sj зависит от клина jp и его хода Б. Зная необходимую величину 2oL угол клина определяют по формуле .54° Поэтому, меняя величину Б {а это мож но делать ввинчивая или вывинчивая .винт 10), MCWHO при одном угле кли: на т получать различные углы растачиваемого отверстия. Расточенное , 10 отверстие получается ступенчатым, но величина ступеньки практически не влияет на качество отверстия так как ль величине ступенька равна Sf,, а сама Sf, даже дпя угла ZobtSO равнр S, а для угла, например при подаче ,03 мм/об 5„яО,03. tg ,030,,00051 мм, т.е. меньше шероховатости поверхности, достижимой при расточке резцом.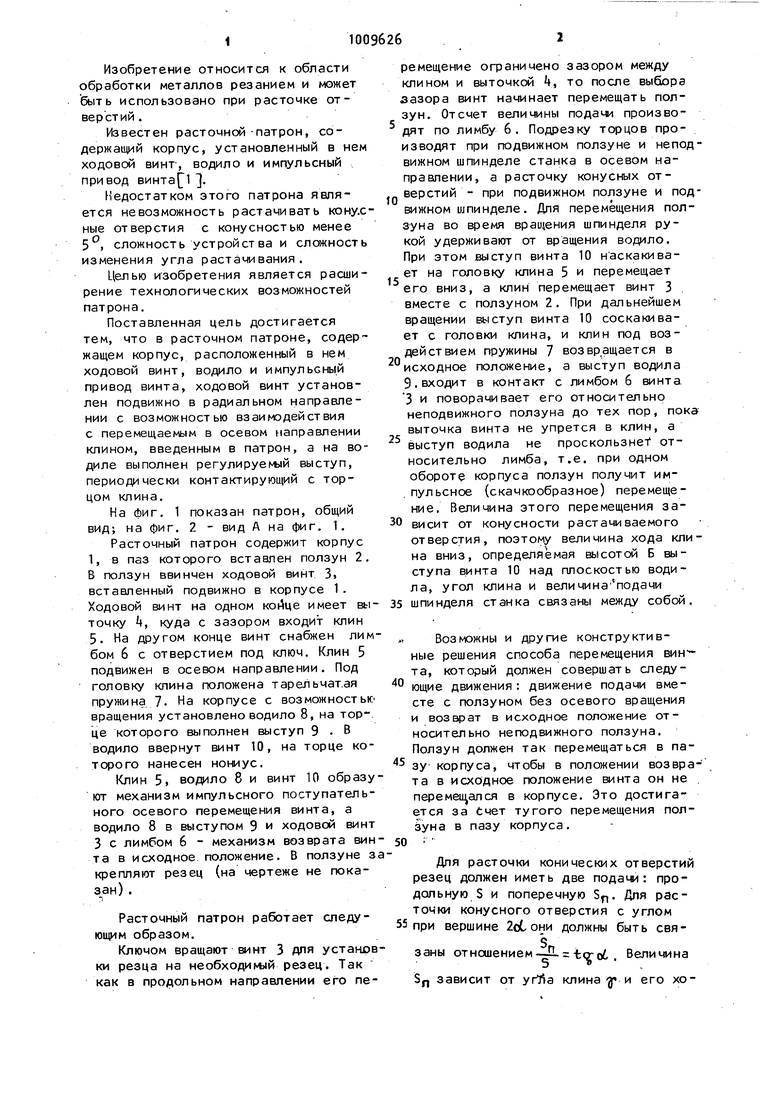

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный расточной патрон | 1983 |
|
SU1158301A1 |
| Универсальный расточной патрон | 1979 |
|
SU910369A1 |
| Универсальный расточной патрон | 1982 |
|
SU1053975A2 |
| Универсальный расточной патрон | 1984 |
|
SU1197785A1 |
| Расточная головка | 1985 |
|
SU1271670A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Расточная головка | 1985 |
|
SU1328076A1 |
| Расточной патрон | 1977 |
|
SU1030103A1 |
| Расточная головка | 1984 |
|
SU1480972A1 |
РАСТОЧНОЙ ПАТРОН, содержащий корпус, расположенный в нем ходовой винт, водило и импульсный привод винта, от ли чающий с я тем, что, с целью расширения технологических возможностей, ходовой винт установлен подвижно в рада альном направлении а. возможностью взаимоде.йствия с перемещаемым в осевом направлении клином, введенным в патрон, а на водиле выполнен регулируемый выступ, периодически контактирующий с торцом клина.
ВадА
Фиг. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Иихельман Х.М | |||
| Приспособления для координатно-расточных станков | |||
| Н., Машиностроение, 196, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
