8о j А.ЬЛ
kVrsXxVx XSTvx X x vi.
П fS /S
Ш Ш ШЩ/
ШшШ
)
-ч
00 СП
loo
(л) ON
тановлена на хвостовике 4 с возможностью поворота и осевого перемещения; резцовая головка снабжена также втулкой 5 с несбалансированной массой 23 и фиксатором, установленной на хвостовике с возможностью вращения и взаимодействия посредством фиксатора с гайкой 6, которая выполнена с левой резьбой. Резцовую головку закрепляют хвостовиком 4 в шпинделе станка, включают вращение шпинделя станка с минимальной частотой вращения. Нажимая на шток 19, вводят его в зацепление с гайкой 6, при этом вращение гайки б затормаживается, она получает вращение относительно хвостовика 4 и перемещает подвижную обойму 9, палец 10, тягу 13 и связанную с ней крестовину 3, выдвигая режущий элемент 2 в радиальном направлении. 3 з.п.ф-лы, 8 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Устройство для растачивания | 1977 |
|
SU639657A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
Использование: при растачивании ступенчатых отверстий в корпусных деталях через отверстие меньшего диаметра на расточных станках, в частности для растачивания ступенчатых отверстий-выборок в донной части глухих отверстий. Сущность изобретения: резцовая головка содержит корпус 1 с режущим элементом 2, жестко соединенный с хвостовиком 4, механизм радиального перемещения режущего элемента 2, выполненный в виде установленной в корпусе 1 с возможностью осевого перемещения крестовины 3, связанной с ней посредством резьбового соединения тяги 13, размещенной в хвостовике 4 и подпружиненной относительно него в осевом направлении, гайки 6 и обоймы 9, установленных на хвостовике 4 с возможностью взаимодействия друг с другом по торцу, при этом обойма 9 выполнена со спиральным пазом, предназначенным для взаимодействия с пальцем 10, закрепленным на тяге 13, и ус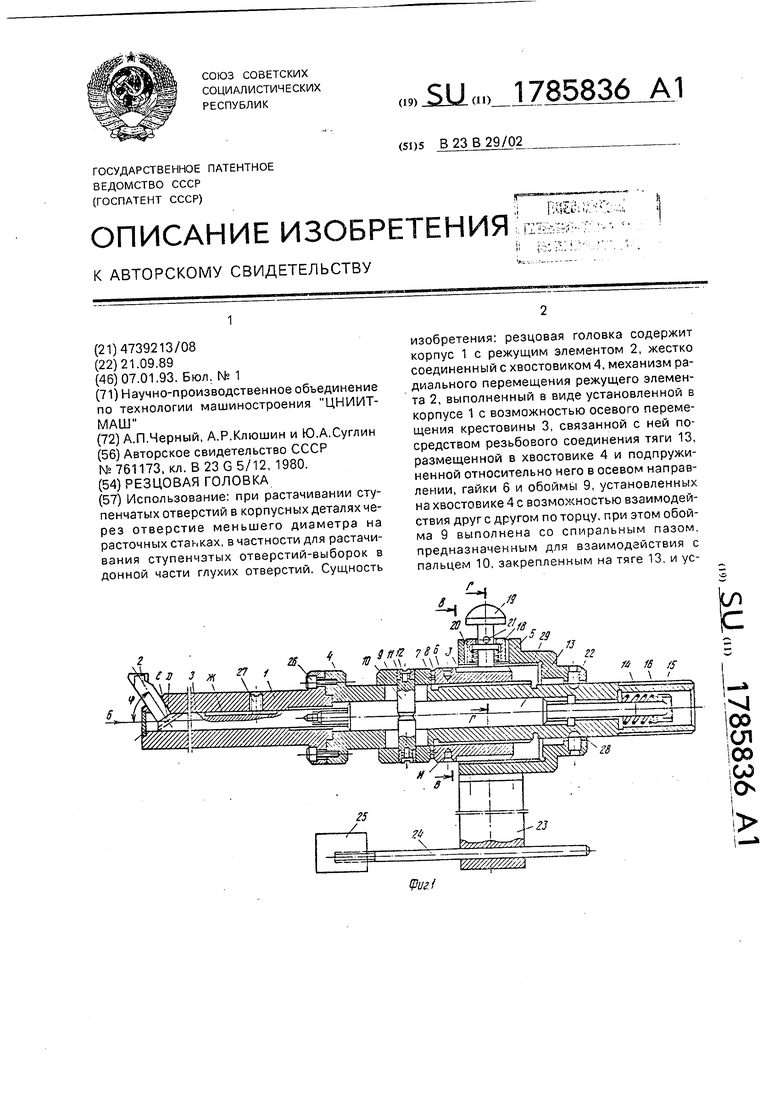
Изобретение относится к обработке металлов резанием и может быть использовано при растачивании ступенчатых отверстий в корпусных деталях через отверстие меньшего диаметра на расточных станках, в частности для растачивания ступенчатых отверстий-выборок в донной части глухих отверстий.
Известна резьбонарезная головка для нарезания внутренних резьб и растачивания отверстий. Головка содержит корпус с пазами для размещения в них расточных или резьбонарезных пластин, крестовину, сопрягаемую с пластинами посредством Г- образного замка, подвижный сердечник, обойму со спиральными пазами, в отвер- стии крестовины размещен регулировочный винт.
Недостатками ее являются ограниченные технологические возможности, узкие пределы регулирования размера рэдиаль- ного выдвижения режущих пластин, отсутствие механизма деления срезаемого припуска на рабочих ходах, невозможность растачивания ступенчатых отверстий, расположенных со стороны меньшего диамет- ра отверстия.
Известна резьбонарезная головка для растачивания отверстий и нарезания внутренних резьб, содержащая для размещения в них резьбовых гребенок или расточных пластин корпус с пазами, хвостовик, крестовину с резьбовым отверстием, тягу с наружной резьбой на конце, установленной с возможностью вращения относительно корпуса.
Недостатком такой резьбонарезной головки являются ограниченные технологические возможности, не обеспечивающие растачивания ступенчатых отверстий, расположенных в глубине обрабатываемого от- верстия со стороны меньшего диаметра, а также ступеней разного диаметра, когда растачиваемая ступень большего диаметра расположена в донной части глухого отверстия.
Цель изобретения --расширение технологических возможностей за счет полуавтоматического бесступенчатого регулирования размера врезания расточного резца на глубине обрабатываемого отверстия, а также растачивания ступенчатых отверстий большего диаметра, расположенных в донной части глухих отверстий, за несколько рабочих ходов,
Поставленная цель достигается тем, что резцовая головка, содержащая корпус с режущим элементом, хвостовик и механизм радиального перемещения режущего элемента, выполненный в виде установленной в корпусе с возможностью осевого перемещения крестовины, связанной с ней посредством резьбового соединения тяги, размещенной в хвостовике и подпружиненной относительно него в осевом направлении, гайки и обоймы, установленных на хвостовике с возможностью взаимодействия друг с другом по торцу, при этом обойма выполнена со спиральным пазом, предназначенным для взаимодействия с пальцем, закрепленным на тяге, и установлена на хвостовике с возможностью поворота и осевого перемещения, согласно изобретению снабжена втулкой с несбалансированной массой и фиксатором, установленной на хвостовике с возможностью вращения и взаимодействия посредством фиксатора с гайкой, которая выполнена елевой резьбой, а корпус жестко соединен с хвостовиком, на торце втулки с несбалансированной массой со стороны гайки нанесена риска, а на наружной поверхности гайки выполнена шкала отсчета радиальных перемещений режущего элемента, во втулке с несбалансированной массой выполнено отверстие, в котором установлен с возможностью перемещения шток, предназначенный для соединения с неподвижной частью станка. Фиксатор выполнен в виде закрепленной посредством резьбового соединения в радиальном отверстии втулки с несбалансированной массой цилиндрической вставки со ступенчатым отверстием и радиальными пазами разной глубины и установленного в нем подпружиненного штока со штифтом- ограничителем, диаметр которого соответствует ширине радиальных пазов, а ось перпендикулярна оси штока, причем на наружной поверхности гайки нарезаны зубья, предназначенные для взаимодействия с ответными зубьями, выполненными на штоке.
Предложенная резцовая головка обеспечивает расширение технологических возможностей при растачивании ступенчатых отверстий в корпусных деталях на расточных станках за несколько рабочих ходов с бесступенчатым регулированием радиального размера врезания расточного резца, с обеспечением подвода и отвода резца от обрабатываемой поверхности, расширение диапазона диаметров растачиваемых отверстий за счет установки сменных резцов разной длины, растачивания ступенчатых отверстий-выборок в донной части глухих отверстий.
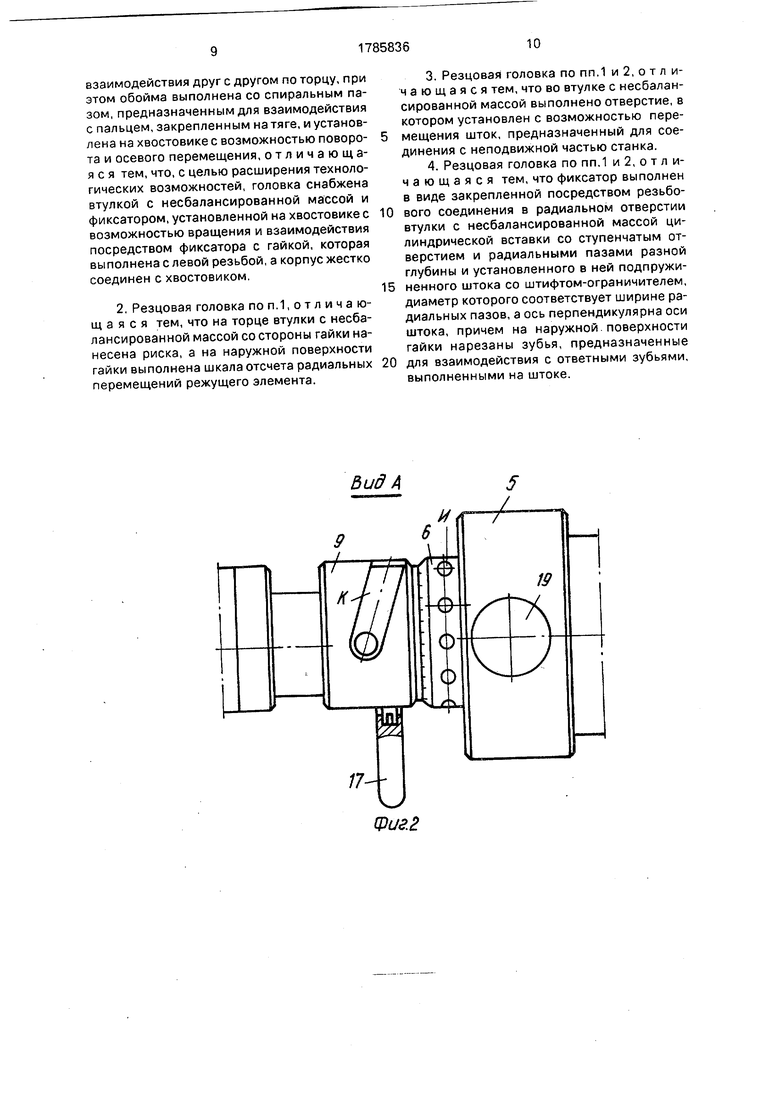
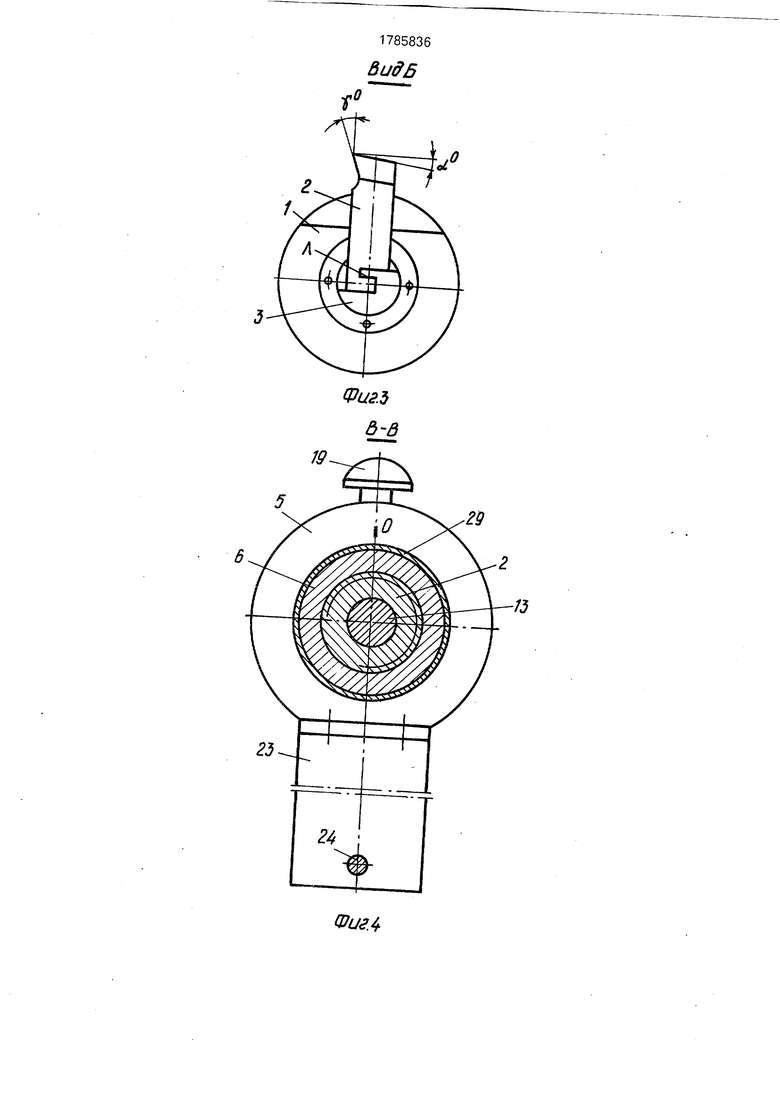
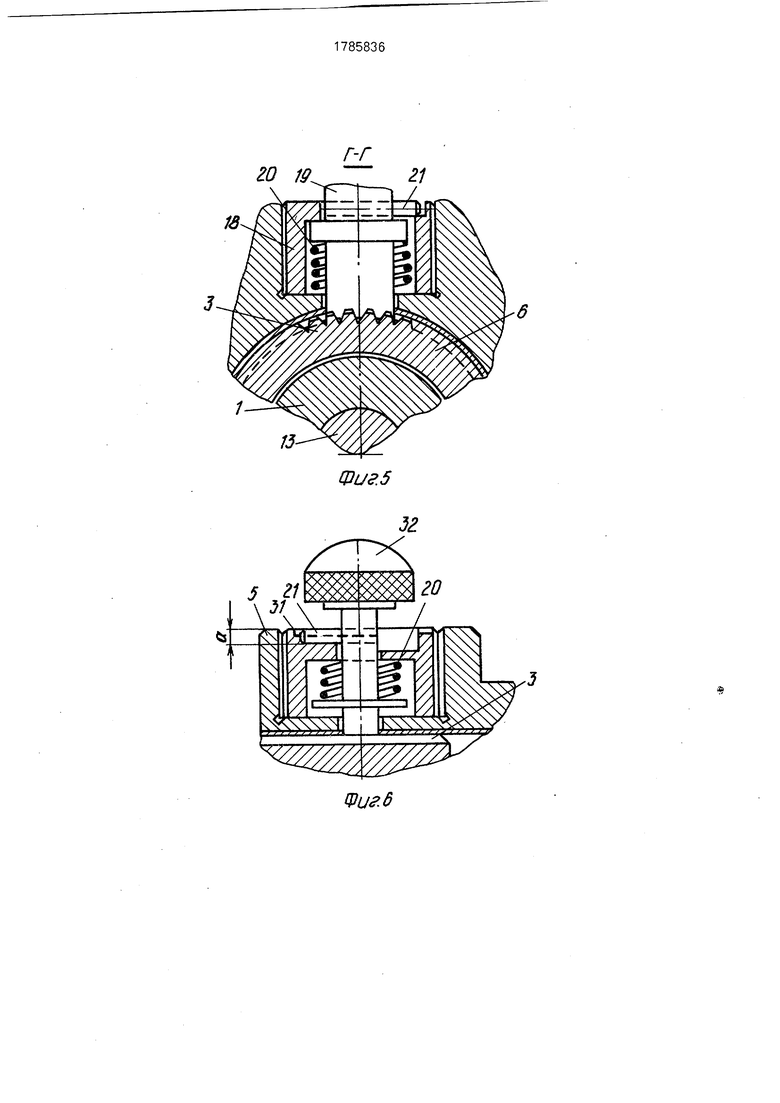
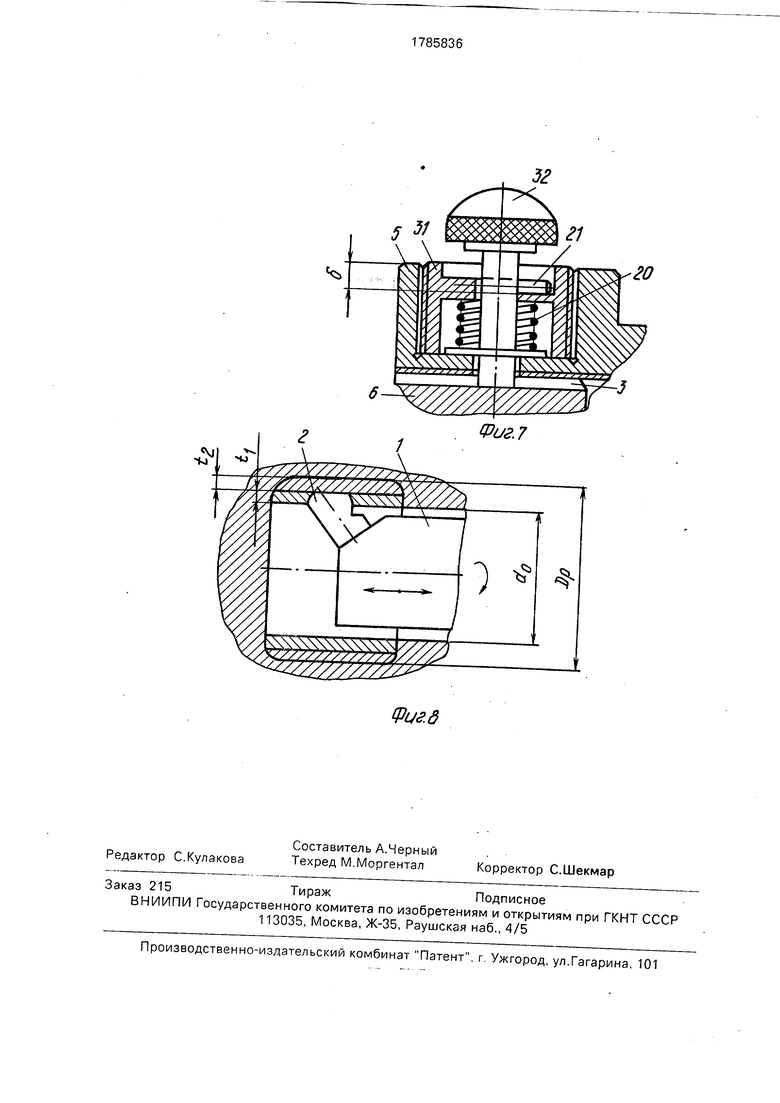
На фиг.1 показана резцовая головка, продольный разрез; на фиг.2 - вид А на фиг. 1; на фиг.З - вид Б {при снятой крышке) на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.1; на фиг.б - схема варианта выполнения механизма включения подачи радиального врезания резца (положение перед включением); на фиг.7 - схема варианта выполнения механизма включения подачи радиального врезания резца (положение после включения); на фиг.8 - схема растачивания ступенчатого отверстия в донной части глухого отверстия за два рабочих хода.
Резцовая головка состоит из корпуса 1, в расточке Д которого на его переднем конце размещен под углом р к оси корпуса расточной резец 2, сопрягаемый с подвижной опорной крестовиной 3 посредством Г- образного замка Е. В хвостовике 4 размещен механизм полуавтоматического бесступенчатого регулирования радиального врезания расточного резца 2 на рабочих ходах и механизм включения головки, содержащие втулку 5, гайку 6 с левой резьбой, взаимодействующую через шарики 7 в сепараторе 8 с подвижной и поворотной обоймой 9, пальцем 10 с роликами 11 и винтами 12, подвижную тягу 13, пружину 14, гайку 15 и шайбу 16, съемную рукоятку 17.
Механизм бесступенчатого регулирования радиального врезания резца содержит ввернутую во втулку 5 резцовую вставку 18 со ступенчатым отверстием и радиальными пазами, в которой размещен подпружиненный шток 19, пружина 20, штифт-ограничитель 21, размещенный перпендикулярно оси штока. Осевое положение втулки 5 фиксируется винтами 22, в нижней части втулки 5 прикреплен брус 23, выполняющий роль
несбалансированной массы и удерживающий от проворота втулку 5 относительно хвостовика 4 при его вращении и при включении механизма врезания расточного резца; дополнительно для предотвращения
0 возможности проворота втулки 5 брус 23 взаимодействует выполненным в нем отверстием со штоком, предназначенным для соединения с неподвижной частью станка. Корпус 1 соединен с хвостовиком 4 посред5 ством винтов 26, продольная тяга 13 на переднем конце имеет резьбовой конец, входящий в резьбовое гнездо крестовины 3. В крестовине 3 выполнен паз Ж, взаимодействующий с ввернутым в резьбовое отвер0 стие корпуса 1 винтом 27, на поворотной гайке 6 выполнены выступы и впадины 3, взаимодействующие при включении радиальной подачи врезания резца с зубьями подвижного штока 19, на торце втулки 5 с
5 несбалансированной массой со стороны гайки нанесена риска, а на наружной поверхности гайки 6 выполнена шкала отсчета радиальных перемещений режущего элемента, на обойме 9 нанесена риска О на0 чала отсчета перемещений резца. Для фиксации положения пальца 10 в хвостовике 4 на нем выполнена выточка Л, в которую входит конец резьбового винта, ввернутого в хвостовик 4. Для начальной установки рез5 ца на наружной поверхности гайки 6 выполнены отверстия И, с использованием которых осуществляют вращение гайки 6. Втулка 5 взаимодействует с хвостовиком 4 и гайкой б через бронзовые втулки 28 и 29,
0 запрессованные во втулку 5.
С переднего торца корпус 1 закрыт крышкой 30. Для работы механизма включения подачи врезания в полуавтоматическом режиме втулку фиксатора 31 (фиг.б и 7) вы5 полняют с радиальными пазами разной глу- бины, взаимодействующими с закрепленным в подпружиненном штоке 32 штифтом-ограничителем 21 при включении и выключении радиальной подачи врезания
0 резца.
Работа с применением предлагаемой резцовой головки осуществляется следующим образом.
Резцовую головку закрепляют хвосто5 виком 4 в шпинделе станка (не показан). Поворотом рукоятки 17 резцовую головку взводят в рабочее положение. При этом по рискам О на торце втулки 5 и на поверхности обоймы 9, расположенными по оси инструмента, фиксируют на градуированной
шкале, выполненной на наружной поверхности гайки 6, начало отсчета радиальных перемещений расточного резца. Вращением гайки 6 с использованием отверстий И устанавливают исходное положение расточ- ного резца 2. При вращении гайки 6 подвижная обойма 9, перемещаясь по хвостовику 4 через ролики 11 и палец 10 перемещает вдоль оси инструмента тягу 13 и связанную с ней крестовину 3, при этом расточной ре- зец перемещается в радиальном направлении, увеличивая (уменьшая) диаметральный размер. Осевым перемещением шпинделя станка резцовую головку вводят в расточенное отверстие do на требуемую глубину рас- положения ступенчатой выборки (фиг.8) и включают вращение шпинделя станка с минимальной частотой вращения. Нажимая на шток 19, Вводят в зацепление зубья на переднем конце штока 19с зубьями на повер- хности гайки 6, при этом вращение гайки 6 затормаживается, и гайка 6 получает вращение относительно хвостовика 4, при этом гайка 6 перемещает подвижную обойму 9, палец 10, тягу 13 и связанную с ней кресто- вину 3, выдвигая резец 2 в радиальном направлении, Происходит врезание расточного резца на требуемую глубину, отсчет радиального положения резца осуществляют по градуированной шкале на гайке 6..
После врезания резца на глубинуti первого рабочего хода отпускают шток 19с выходом его под действием пружины 20 из зацепления с зубьями на гайке 6. Далее включают осевое перемещение шпинделя станка, осуществляя расточку ступени. После достижения заданной глубины растачиваемой ступени останавливают вращение шпинделя станка и выключают резцовую головку поворотом съемной рукоятки 17. При этом осуществляется поворот обоймы 9, ролики 11 при этом выходят на наклонный участок спирального паза К обоймы 9, и под действием пружины 14 подвижная тяга 13 вместе с крестовиной 3 сдвигается вправо с отводом резца от обрабатываемой поверхности. После выключения шпинделя станка резцовая головка отводится в исходное положение. Обусловленное радиальным выдвижением резца, расположенного под углом р, осевое смещение резца на рабочих ходах учитывается начальным осевым смещением шпинделя станка. С помощью съемной рукоятки 17 поворотом обоймы 9 резцовая головка взводится в рабочее поло- жение, включается вращение шпинделя станка, нажатием на шток 19 осуществляют включение радиального врезания расточного резца на глубину t2 следующего рабочего хода, и циклы повторяются до достижения
требуемого диаметра растачиваемой ступени Dp. После завершения растачивания сту- пени вращением гайки 6 (вправо) устанавливают исходное положение расточного резца.
Для работы резцовой головки в режиме полуавтоматического радиального врезания расточного резца используется механизм включения подачи, приведенный на фиг.б и 7. В этом случае после того, как резцовая головка осевым перемещением шпинделя станка введена в отверстие на требуемую величину, включают вращение шпинделя станка, подпружиненный шток 32 отводят вверх, сжимая пружину 20 и после выхода штифта-ограничителя 21 из паза во втулке 31, поворачивают шток 32 на 180° и отпускают его с вводом штифта 21 в паз втулки на глубину б (фиг.7), после чего шток 32 передним концом входит в зацепление с гайкой 6, гайка 6 при этом затормаживается и осуществляется автоматическая подача на радиальное врезание расточного резца на заданную величину припуска с отсчетом величины врезания по шкале на гайке 6, После радиального врезания на требуемую глубину шток 32 отводят вверх с выводом штифта-ограничителя 21 из паза глубиной б, поворачивают его на 180° и отпускают с вводом штифта-ограничителя 21 в паз глубиной а, при этом шток выведен из зацепления с гайкой 6 и радиальная подача врезания прекращена. Далее сообщают осевое движение подачи шпинделю станка, и циклы повторяются аналогично выше из- ложенному. За счет замены расточного резца 2 разной длины изменяют диапазон диаметров растачиваемых ступенчатых отверстий.
Резцовая головка найдет широкое применение в различных отраслях машиностроения при растачивании ступенчатых отверстий диаметром от 30 мм и неограниченным верхним пределом диаметров при обеспечении требуемого качества растачиваемых ступенчатых отверстий и высокой надежности выполнения операции растачивания.
Формула изобретения
взаимодействия друг с другом по торцу, при этом обойма выполнена со спиральным пазом, предназначенным для взаимодействия с пальцем, закрепленным натяге, и установлена на хвостовике с возможностью поворота и осевого перемещения, отличающаяся тем, что, с целью расширения технологических возможностей, головка снабжена втулкой с несбалансированной массой и фиксатором, установленной на хвостовике с возможностью вращения и взаимодействия посредством фиксатора с гайкой, которая выполнена с левой резьбой, а корпус жестко соединен с хвостовиком.
2, Резцовая головка поп.1,отличаю- щ а я с я тем, что на торце втулки с несбалансированной массой со стороны гайки нанесена риска, а на наружной поверхности гайки выполнена шкала отсчета радиальных перемещений режущего элемента.
для взаимодействия с ответными зубьями, выполненными на штоке.
Фиг.2
Фиг.5
Фиг б
Фи&д
| Авторское свидетельство СССР № 761173, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
