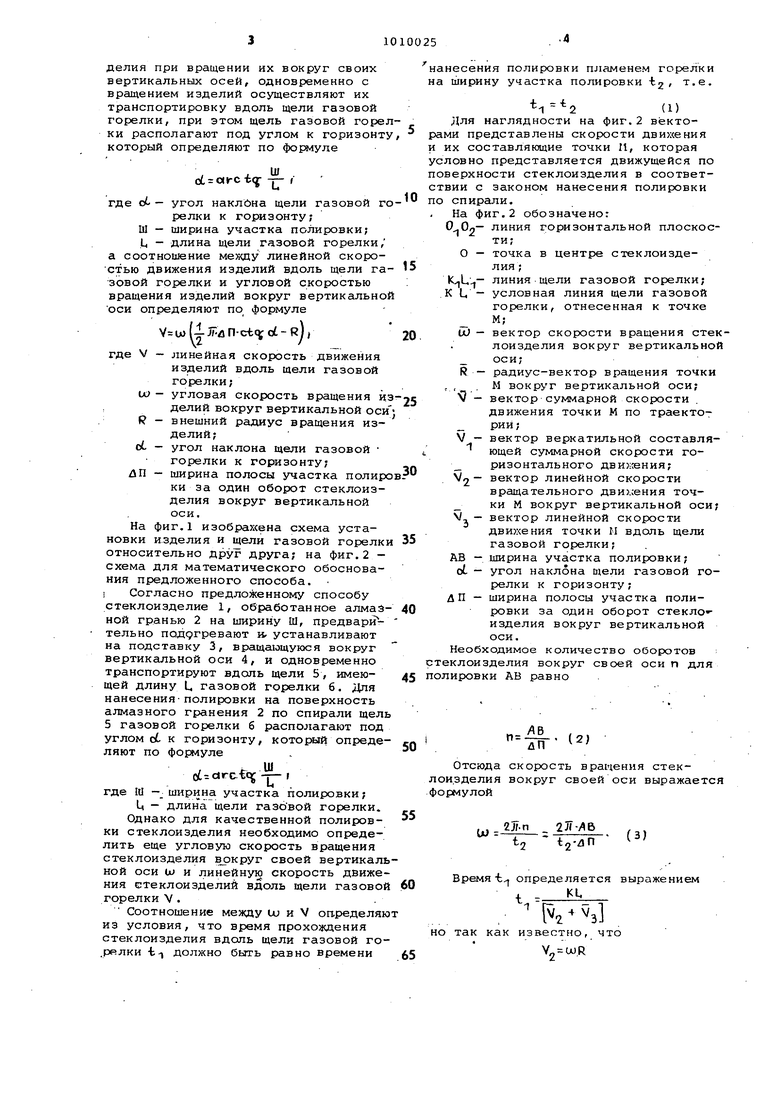
Изобретение относится к промыш- ленности строительных материалов, в частности к огневой полировке изделий из свинцавокремнеземистых стекол,а также высококачественной сортовой посуды, прошедших обработку алмазной г-ранью, и может быть использовано на Заводах стекольной промышленности. Известен способ полировки стеклоизделий, включающий многократное пог ружение .в раствор плавиковой кислоты 1 . .. Однако химическая полировка - сложный и многоэтапный процесс, требующий соблюдения строгой последовательности и тщательной отработки все Операций, Кроме того, в процессе химической полировки изделий из хрусталя образуются сточные воды, содержащие смеси серной и плавиковой кислот, значительное количество сульфатон и некоторые токсичные компоненты (фтор и свинец). Это обстоятельство требует принятие мер по охране водяной среды от загрязнe ; ия , для чего сточ вые воды подвергаются химической обработке на специально оборудованных При цехах станциях нейтрализации. Пр их эксплуатации возникают затруднения, Связанные с периодичностью процесса нейтрализации, и, кроме того, создание таких станций, оснащение их Оборудованием и эксплуатация требует от предприятия значительных капиталь ных за/грат. Известен поточный способ огневой ;полировки стеклоизделий, включающий транспортировку и воздействие бегспламенной горелки. Линия по обесп ечению данного способа включает машину для транспортирования изделий, бе беспламенные горелки, обеспечивающие окислительную среду и развивающие температуру 1400-1 , пульт управления горелками, механические или пневматические отставители и переста нители изделий 2. Данная установка для огненной полировки стеклоизделий вследствие отсутствия системы охлаждения изделий во время высокотемпературного нагрева поверхности стекла не исключает возможность избыточного прогрева всей массы стекла, как внутри зделия так и на его поверхности. В этом слу чае изделие может деформироваться раньше, чем поверхностный слой приоб ретает достаточную для полировки вяз кость, что существенно снижает качество готовой продукции. Установка дает возможность производить- огневую полировку всей боковой поверхности стеклоизделий, в тО время как при по лировании изделий, обработанных алмазной гранью, в большинстве случаях Требуется полировать только ту часть поверхности изделия, которая подвергалась алмазному гранению. Огневая полировка стеклоиэделий, обработанных алмазной гранью, на данной установке не .представляется.возможной, так как .она не включает в свой состав устройства для предварительного нагрева изделий. Наиболее близким к предлагаемому по технической сушности и достигаемому результату является способ огневой полировки стеклоизделий, обработанных алмазной гранью, включающий предварительный нагрев и воздейст:Вие пламени щелевой газовой горелки la изделия при вращении их вокруг своих вертикальных осей. Причем во время обработки пламени горелки в поверхностном слое стеклоизделия создают крлебание с частотой 100 Гц20кГц и интенсивностью 0,8-3 Вт/см. При помоди этого способа получают стеклонзделия, обработанные алмазной гранью улучшен,ного качества и геометрии получаемой поверхности f3 3. Однако качественные изделия по этому способу можно получить только при строго определенных параметрах работы газовой горелки, которые трудно регулировать конкретно для каждого ассор-. тимента изделий, а тем более при изменении вида продукции. Это объясняется тем/ что при воздействии пламени горелки на поверхность стеклоизделий в течение времени по тем или иным причинам происходят колебания интенсивности, следовательно, и температуры пламени газовой горелки, поэтому нагрев .стекла по толщине в каждом конкретном случае неравномерный. В случае, если нагрев недостаточньай, имеет место некачественная полировка стеклоизделий. При перегреве стеклоизделия по толщине вследст вие значительной теплопроводности предварительно нагретого стекла вышэ температуры размягчения стекла (для свинцовосоДе.ржащих стекол ) возможна деформация всего стеклоизделия или изменение геометрии рисунка, нанесенного алмазным гранением. В обоих случаях имеет место снижение качества готовой продукции. Такое положение требует решения вопроса охлаждения внутренней поверхности стеклоизделий в процессе огневой полировки, но не ниые температуры, определякзщей возможность разрувления стекла. Цель изобретения - повьт1ение качества изделий, а также повьииение производительности и удобства эксплуатации при освоении новых видов стеклоизделий. Поставленная цель достигается тем, что согласно способу огневой полировки стеклоизделий, обработанных алмазной гранью, включающему предварительный нагрев и воздействие пламени щелевой газовой горелки на изделия при вращении их вокруг своих вертикальных осей, одновременно с вращением изделий осуществляют их транспортировку вдоль щели газовой горелки, при этом щель газовой горе ки располагают под углом к горизонт который определяют по формуле ot o(|rciq;- - i где о(- - угол наклона щели газовой г релки к горизонту; Ш - ширина участка полировки; L, - длина щели газовой горелки/ а соотношение между линейной скоростью движения изделий вдоль щели га зовой горелки и угловой скоростью вращения изделий вокруг вертикально оси определяют по формуле V u {jjT/in-ctSfot-RJ V - линейная скорость движения изделий вдоль щели газовой горелки; Ш - угловая скорость вращения и делий вокруг вертикальной оси R - внешний радиус вращения изделий;cL - угол наклона щели газовой горелки к горизонту; ЛП - ширина полосы участка полир ки за один оборот стеклоизделия вокруг вертикальной На фиг.1 изображена схема установки изделия и щели газовой горелк относительно друг друга; на фиг.2 схема для математического обоснования предложенного способа. I Согласно предложенному способу стеклоизделие 1, обработанное алмаЭ ной гранью 2 на ширину Ш, предвари тельно под9Гревают и. устанавливают на подставку 3, вращающуюся вокруг вертиксшьной оси 4, и одновременно транспортируют вдоль щели 5, имеющей длину L. газовой горелки 6. Для нанесения-полировки на поверхность алмазного гранения 2 по спирали щел 5 газовой горелки 6 располагают под углом оС к горизонту, который опреде ляют по формуле Otrdrc-icg -J-I где Ш - ширина участка полировки; U - длина щели газовой горелки. Однако для качественной полировки стеклоизделия необходимо определить еще угловуъэ скорость вращения стеклоизделия вокруг своей вертикал ной оси UI и линейную скорость движе ния стеклоизделий вдоль щели газово горелки V. Соотношение между tu и V определя из условия, что время прохождения стеклоизделия вдоль щели газовой го .рилки -k-, должно быть равно времени есения полировки пламенем горелки ирину участка полировки 2 т.е. ля наглядности на фиг.2 вектопредставлены скорости движения х составляющие точки И, которая овно представляется движущейся по ерхности стеклоизделия в соответии с законом нанесения полировки спирали. На фиг.2 обозначено: Ол- линия горизонтальной плоскости;О - точка в центре стеклоизделия; линия щели газовой горелки; L, - условная линия щели газовой горелки, отнесенная к точке М; и) - вектор скорости вращения стеклоизделия вокруг вертикальной оси; R - радиус-вектор вращения точки , М вокруг вертикальной оси; - вектор суммарной скорости движения точки М по траекторий ; V - вектор веркатильной составля ющей суммарной скорости го ризонтального ДВИЖЕНИЯ; V2 - вектор линейной скорости вращательного движения точ ки М вокруг вертикальной оси; Vj - вектор линейной скорости движения точки М вдоль щели газовой горелки; В - ширина участка полировки; oL - угол наклона щели газовой горелки к горизонту; П - ширина полосы участка полировки за один оборот стекло-изделия вокруг вертикальной оси. Необходимое количество оборотов клоизделия вокруг своей оси п для ировки АВ равно -тг- ( Отсюда скорость вращения стекзделия вокруг своей оси выражается мулой U,..:: t,to-лП Время-fc определяется выражением . КЦ так как известно, что V2 aj.R
и векторы Vg и Vj располо сены на одной прямой и направлены в одну CTOpotiy, то получаем Vj+uJR Из условия (1) подставляемл выражение (4) и (3) иполучаем +2ЛvABw „ 2Л.Л8 (. V -7 i7 i 7 Представляем (5) в в.иде прос равенства и проводим некоторые образования U),2 F-A&V.j+2J -ABWR ; 2 / B-V ьи-Л П-К L, - 2 J-A B-U) R, .отсюда ч, 27r.AB.wR 3 27Г-АБZJ/i/АБ v,-()
но так .ка,к.,
Jikr Ji-:ci ro6, лд III . v
АВ Ш Td окончательно получаем V,ujf j7-fln.ct yci-R) (ЬГ Таким образом, предложенный спо-.соб. позволяет, не только повысить качество изделий за счет оЬраничёния зоны обработки изделия пламени щелевой газовой горелки и предотвращения, тем самым/ его перегрева и , последунядей деформации путем обеспечения воздействия пламени щелевой газовой горелки на изделия по спирали с частичным наложением.соседних витков ее друг ра друга, но и повысить производительность и удобство при эксплуатации при освоении новых видов стеклоиздвлий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ огневой полировки стеклоизделий | 1978 |
|
SU775057A1 |
| Устройство для огневой полировкиСТЕКлОиздЕлий | 1978 |
|
SU804004A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1993 |
|
RU2087433C1 |
| Способ термической полировки стеклоизделий | 1979 |
|
SU1108080A1 |
| Установка для огневой полировки стеклоизделий | 1980 |
|
SU926890A1 |
| СПОСОБ ПОЛИРОВКИ ИЗДЕЛИЙ ИЗ СВИНЕЦСОДЕРЖАЩЕГО СТЕКЛА | 1967 |
|
SU429034A1 |
| УСТАНОВКА ДЛЯ ОГНЕВОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ | 1979 |
|
SU925027A1 |
| Способ огневой полировки стеклоизделий | 1982 |
|
SU1141073A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ И ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2081068C1 |
| Способ обработки изделий из хрусталя | 1983 |
|
SU1144993A1 |
СПОСОБ ОГНЕВОЙ ПОЛИЮВКИ СТЕКЛО ИЗДЕЛИЙ, ОБРАБОТАННЫХ АЛМАЗНОЙГРАНЬЮ, включающий предварительный нагрев и воздействие пламени щелевой газовой горелки на изделия при вращении их вокруг своих вертикальных осей, отличающийся тем, что, с целью повышения качества, а также производительности и удобства эксплуатации при освоении новых видов стеклоизделий, одновременно с :вращением изделий осуг ествляют их транспортировку вдоль щели газовой горелки, при этом щель газовой горелки располагают под углом к горизонту, который определяют по формуле Ш d ctrctq;- где d- - угил наклона щели газовой ,горелки к горизонту; Ш - ширина участка полировки; L, - длина щели газовой горелки, а соотношение между линейной скоростью движения изделий вдоль щели газовой горелки и угловой скоростью вращения изделий вокруг вертикальной оси определяют из формулы V w YJ7-fln.c-tqro6-Rj, СП где V - линейная скорость движения изделий вдоль щели газовой горелки;« Ш - угловая скорость вращения изделий вокруг вертикальной оси; R - внешний радиус вращения изделий; d - угол наклона щели газовой горелки к горизонту; дП - ширина полосы участка полировки за один оборот стеклоизделия вокруг вертикальной 1чЭ оси. ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин Н.А., Гулоян Ю.А | |||
| Технология стеклотары и сортовой посуды | |||
| М., Стройиздат, 1977, с.291-296 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М., ГОСИНТИ, 1973, № 5-, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
