Изобретение относится к обработ ке металлов резанием и, в частности f к способам выбора оптимальных технологических параметров процесса резания, обеспечивающих наименьшу|р интенсивность износа режущего инструмента . Известен способ оптимизации процесса резания, заключающийся в том, что в реальных условиях обработки определяют-зависимость суммарного импульса упругих волн жений, генерируемых в зоне резания в единицу времени на единице пути от оптимизируемого технологического параметра, например скорости резания, геометрии режущего инструмента и т.п. и по наименьшей величине импульса находят оптимальное значение технологического параметра 1. Недостатком известного способа является то,что он не учитывает акустического сопротивления волново тракта зона резания - датчик, который представляет собой путь, пройде ный сигналом из зоны резания до датчика Это сопротивление зависит от усилия крепленая инструмента, состояния контактирующих поверхностей в опытах резец - резцедержатель, резцедержатель - датчик, места крепления датчика, усилия его крепления и т.д. Таким образом, недостатком известного способа является низкая точность определения ве личины оптимизируемого параметра, обусловленная тем, что известный способ не учитывает акустическое сопротивление волнового тракта зона резания - датчик. Цель изобретения - повышение точ ности определения величины оптимизируемого параметра. Эта цель достигается тем, что пр выборе технологических параметров с использованием графика зависимости суммарного импульса упругих волн напряжений, генерируекелх в зоне резания в единицу времени на единице пути от величины оптимизируемого параметра ,{(у) , на вход волноводного тракта зона резания датчик подают калиброванный сигнгш волн напряжений, на выходе измеряют амплитуду текущего его значения, , строят график зависимости X - величина оптимизируемог параметра| AN|V - суммарный импульс упругих волн напряжений, генерируемых в зоне ре эания в единицу времени на единице пути; А - амплитуда текущего чения сигнала волн напряжений на выходе волноводного тракта зона резания - датчик, минимгшьное значение амплитуды сигнала времени/, напряжений на вы ходе волноводного тракта зона резания - дат- -. чик, полученное в эксперименте.. Оптимальную величину оптимизированного параметра определяют по кшнимальному ее значению на указанно1«| графике. На чертеже (соответственно кривые 1 и 2 представлены графики зависимости актлитуды волн напряжений на выходе волновоДного тракта зона резания - датчик и суммарного импульса упругих волн напряжений, генерируемых в зоне резания в единицу времени на единице пути от оптимального параметра, например, от переднего угла резца/. На том же чертеже (кривая 3 представлен график Ж.4.{(,0 1 м т ЧЧ« N АСИММ . где X - величина оптимизируемого параметра (в рассматриваемом примере оптимизируекелм параметром процесса резания является величина переднего угла/Ь Предлагаемый ёпособ при опт имизга аея одного иэ технологических игаршютров процесса резания, например, переднего угла резца у, выполняется в следующей последовательности . При обработке резцами с различными передними углами записывают сигналы и N волн напряжений и строят график зависимости , AN -. . -Y(y где X - величина оптимизируемого параметра/ AW|V - суммарный импульс упругих волн напряжений, генерируемых в зоне резания в единицу времени на единице пути. Одновременно при каждой смене инструмента подают калиброванный сигнгш волн напряжений на вход волноводного тракта зона резания - датчик и записывают текущее значение этого сигнсша на выходе указанного волноводного тракта. По результатам измерений строят график зависимости .-.(,V XhAVtH
де X - величина оптимизируемого параметра;
AN|V - суммарный импульс упругих волн напряжений, генерируемых в зоне резания в единицу врфмени на еди нице пути;
А . - амплитуда текущего значе ния сигнгша волн напряжений, на выходе волноводного тракта зона резания . датчик,.
А . - минимальное значение сигспяи нала волн напряжений на
выходе волноводного тракта
зона резания - датчик, полученвое в эксперименте.
Оптимальную величину оптимизируощего параметра определяют по минимальному ее значению на указанном графике.
В приведенном примере оптимальным углом является «.
Q Способ позволяет, таким образом, повысить точность определения величины оптимизируемого параметра за счет учета акустического сопротивления волнового тракта зона ре зания - датчик.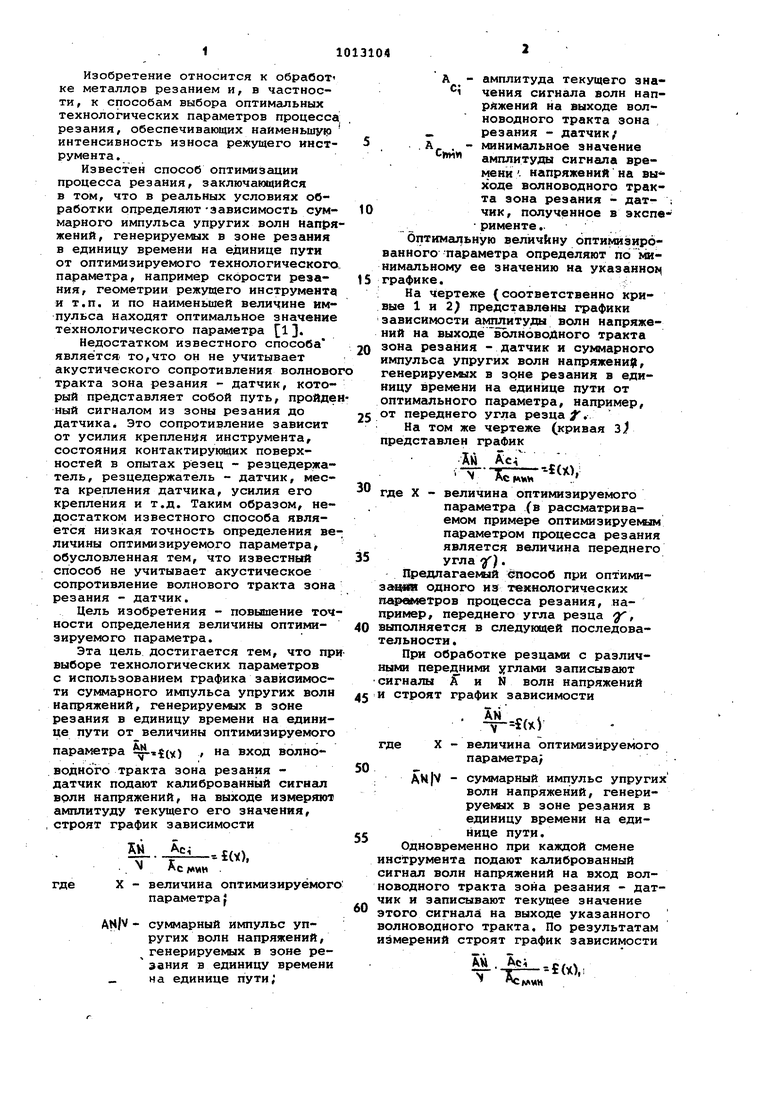
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оптимизации процесса механической обработки | 1983 |
|
SU1098674A1 |
| Способ прогнозирования стойкости режущего инструмента | 1984 |
|
SU1232380A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДВЕСТНИКА ЦУНАМИ | 2005 |
|
RU2292569C1 |
| Способ определения промежуточных припусков чернового и чистового проходов | 1982 |
|
SU1085673A1 |
| Способ непрерывной регистрации положения, профиля и скорости неподвижной поверхности пластины, подвергающейся деформации в результате ударно-волнового воздействия | 2021 |
|
RU2775827C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТНЫХ ПАРАМЕТРОВ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2298454C1 |
| Способ управления процессом обработки и устройство для его осуществления | 1984 |
|
SU1189656A1 |
| СПОСОБ УВЕЛИЧЕНИЯ АМПЛИТУДЫ ВОЛНОВОГО ВОЗДЕЙСТВИЯ НА ПРОДУКТИВНЫЕ ПЛАСТЫ | 2010 |
|
RU2456438C2 |
| Способ определения подверженности металлопроката изгибу и устройство для его осуществления | 2021 |
|
RU2780147C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДВЕСТНИКА ЦУНАМИ | 2011 |
|
RU2455664C1 |
СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ, заключающийся в выборе оптимальных технологических параметров с использованием графикатяависимости суммарного импульса упругих волн напряжений, генерируемых в зоне резания в единицу времени на единице пути от ..оптимизи;руемогр параметра АВ.../ул о т л и ч а ю щ и и с я тем, что, с целью повышения точности за счет учета акустического сопротивления ВОЛНОВОГО тракта зона резания датчик, на вход указанного тракта ,подают калиброванный сигнал волн напряжений, на выходе измеряют амплитуду текущего его значения, строят г рафик зависимости ). . где X - величина оптимизируемого параметра; AN |V суммарный импульс упругих волн напряжений, г енерируемых в зоне резания за еди ницу времени на единице пути Aci- амплитуда текущего значения сигнала волн напряжений на выходе волноводного тракта зона резания - датчик А . - минимальное значение ампли туда сигнала волн напряжений на выходе волноводного тракта зона резания - датчик полученное в эксперименте а оптимальную величину , : рованного параметра определяют по минимальному ее значению на указаноо ном графике. о 4;