Группа изобретений, основанная на методе акустической анизотропии с одновременным определением дефектности, относится к контрольно-измерительной технике для неразрушающего контроля и может быть использована при контроле качества изделий, а именно для определения подверженности металлопроката изгибу посредством ультразвукового контроля механических напряжений в листовом или сортовом металлопрокате.
В основе заявляемых способа определения подверженности металлопроката изгибу и устройства для его осуществления лежит эффект «двойного лучепреломления» акустической волны. Волна, проходя через металл, взаимодействует с его структурообразующими элементами. В зависимости от свойств металла, акустическая волна имеет определенную скорость. При этом, если в металле есть механические напряжения, волна при продольном направлении (относительно направления проката) имеет одну скорость, при поперечном - другую. При прохождении через анизотропную среду волна распадается на две независимых волны, имеющих разные скорости. Кроме того, проходя через металл, волна ослабевает, теряя энергию от взаимодействия со структурообразующими элементами объекта контроля.
В настоящее время имеет актуальность контроль готового листового проката на предмет определения уровня механических напряжений в нем и величины возможного изгиба деталей, вырезанных из листового проката. Значительный изгиб деталей влечет убытки для потребителя металлопроката и создает проблемы для предприятия-изготовителя. Кроме того, введение оперативного контроля за уровнем механических напряжений позволяет воздействовать на процесс прокатки с целью минимизации уровня напряжений.
Известна группа изобретений «Способ дефектометрии прокатных листов и устройство для его осуществления» по патенту РФ 2123401 с датой публикации 20.12.1998. Предлагаемые способ и устройство могут быть применены на любых станах горячей и холодной прокатки, а также на любых линиях, предназначенных для дефектометрии листового проката.
В способе дефектометрии прокатных листов, включающем возбуждение в листе ультразвуковых волн, распространяющихся перпендикулярно плоскости контролируемого листа, прием отраженного сигнала и его обработку, в зоне контроля возбуждают электромагнитное поле, а между плоскостями электромагнитно-акустических преобразователей и плоскостью контролируемого листа подают сжатый воздух. При этом витки соседних электромагнитно-акустических преобразователей ориентируют в плоскости объекта контроля под отличными от нуля углами с частичным или полным перекрытием объекта контроля по сечению и дополнительно производят импульсную нормализацию магнитного состояния объекта контроля, а принимаемые ультразвуковые сигналы подвергают когерентной обработке.
Устройство для дефектометрии прокатных листов, содержащее совокупность преобразователей, подключенных к блоку генераторов и к блоку приемных усилителей, соединенных со входом регистрирующего устройства, содержит систему магнитно-пневматического поддержания постоянства зазора между плоскостью листа и преобразователем, блок когерентного накопления отраженного сигнала, включенный между выходами приемных усилителей и входом регистрирующего устройства, а также систему нормализации магнитного состояния объекта контроля, включающую блок выработки нормализующих импульсов, соединенных с блоком генераторов, и по крайней мере одну нормализующую катушку.
В процессе контроля магнитно-пневматическое взаимодействие обеспечивает необходимую величину зазора между ЭМАП и объектом контроля, а отличный от нуля угол между витками соседних ЭМАП снижает их влияние друг на друга.
Устройство дополнительно содержит блок когерентного накопления, включенный между выходами приемных усилителей и входом регистрирующего блока. Применение когерентной обработки гарантирует формирование четкого сигнала от дефекта и способствует эффективному подавлению помех.
В устройство входит система нормализации магнитного состояния объекта контроля, включающая блок выработки нормализующих импульсов, соединенных с блоком генераторов, и по крайней мере одну соединенную с ним электромагнитную катушку.
Улучшение качества дефектометрии происходит за счет того, что блок когерентного накопления обеспечивает гарантированное формирование полезного сигнала по большему числу n≥2 реализации. Физически сигнал когерентного накопления представляет собой результат многократного (n≥2) сложения отраженных сигналов с учетом их амплитуды и фазы. При этом помехи, имеющие, как правило, случайные амплитудно-фазовые характеристики, взаимокомпенсируются. При этом происходит увеличение отношения полезный сигнал/помеха. Блок нормализации объекта обеспечивает стабильность магнитного состояния контролируемого объекта, что значительно снижает помеху, возникающую при взаимном перемещении объекта контроля и ЭМАП.
В этих условиях появляется возможность своевременного обнаружения дефекта. При этом, без снижения производительности, лист с недопустимым дефектом может быть отбракован, а в режиме нагрева и прокатки может быть осуществлена коррекция.
Сущность дефектометрии заключается в том, что генерируемые ЭМАП электромагнитные импульсы возбуждают в контролируемом объекте упругие колебания, пройдя сквозь толщу материала, сигнал - ультразвуковой импульс отражается от противоположной донной поверхности листа и, возвращаясь, попадает на ЭМАП. Регистрирующее устройство отображает как зондирующий, так и отраженный импульс. При наличии дефекта между начальным и донным импульсами возникает промежуточный импульс. Если дефект полностью перекрывает путь зондирующему импульсу, то на экране может наблюдаться только зондирующий импульс и импульс от дефекта.
Недостатком известного технического решения является отсутствие возможности определения подверженности металлопроката изгибу, а также установления причин, оказывающих влияние на распределение плотности уровней напряжений.
Из уровня техники известно изобретение «Способ определения остаточных напряжений в твердых материалах» из патента Кыргызской Республики 1245 с датой публикации 31.03.2010. Изобретение относится к области контрольно-измерительной техники механики деформируемого твердого тела, в частности к экспериментальным методам определения остаточных напряжений в твердых материалах. Задачей изобретения является повышение точности определения величины остаточных напряжений в твердых материалах, сохраняя их целостность.
Путем возбуждения ультразвуковых продольных и поляризованных поперечных волн в выделенном объеме, измеряют время прохождения продольной и поляризованной поперечной волны через заданную базу при параллельных и скрещенных векторах поляризации излучателя и приемника поперечной полны и по разнице времени прохождения скрещенной и параллельной поляризованной поперечной волн судят о величине остаточных напряжений, а измерения времени прохождения скрещенной и параллельной поляризованной поперечной волн проводят по кругу через каждые 1 град, или 10 град, в зависимости от требуемой точности, начиная от 0 град, до 360 град., а знак и величину нормальных остаточных напряжений и их главных максимальных и минимальных составляющих определяют по математической формуле.
Недостатком известного способа является отсутствие возможности определения подверженности металлопроката изгибу, а также установления причин, оказывающих влияние на распределение плотности уровней напряжений.
Из уровня техники известна полезная модель «Устройство для бесконтактного контроля напряженно-деформированного состояния и уровня поврежденности металлических конструкций» по патенту РФ 169803 с датой публикации 03.04.2016. Цель полезной модели - создание устройства для бесконтактного контроля напряженно-деформированного состояния и уровня поврежденности металлических конструкций при упрощении выделения диагностической информации из сигнала уровня поврежденности металлических конструкций путем комплексной оценки диагностических параметров исследуемого сигнала, количественного определения напряженно-деформированного состояния и уровня поврежденности за счет использования передаточной функции системы «объект контроля - электромагнитно-акустический преобразователь».
Устройство состоит из генератора зондирующих импульсов, источника питания генератора, электромагнитно-акустического преобразователя, приемного усилителя, аналого-цифрового преобразователя, источника питания схем блоков устройства и блока динамической идентификации, блока искусственной нейронной сети, блока связи, блока отображения информации и блока хранения информации. У входа электромагнитно-акустического преобразователя расположен объект контроля, к выходу электромагнитно-акустического преобразователя через аналого-цифровой преобразователь последовательно подключены блок динамической идентификации и блок искусственной нейронной сети, которые осуществляют комплексную оценку диагностических параметров исследуемого сигнала и производят количественную оценку напряженно-деформированного состояния и поврежденности металлической конструкции на основе анализа корней характеристического полинома передаточной функции системы «электромагнитно-акустический преобразователь - объект контроля».
Недостатком полезной модели является недостаточная достоверность результатов контроля.
Известно изобретение «Устройство для ультразвукового контроля прочных характеристик материала движущегося листового проката» из патента РФ 2231055 с датой публикации 20.06.2004, относящееся к методам исследования внутреннего строения материала с помощью ультразвуковых волн и может быть использовано для контроля прочностных характеристик металлопроката (предела прочности и предела текучести).
Данное устройство позволяет измерять скорость распространения ультразвуковой волны в пластине известной толщины, определять прочностные характеристики материала листового проката неизвестной толщины в динамическом режиме посредством известных корреляционных зависимостей прочностных характеристик со скоростью распространения поперечной волны в материале листового проката.
Устройство для ультразвукового контроля прочностных характеристик материалов в динамическом режиме, содержащее генератор высокочастотных электрических колебаний, два электромагнитно-акустических преобразователя, каждый из которых состоит из плоской катушки индуктивности, расположенной параллельно поверхности изделия, и магнитной системы, последовательно соединенных усилителя высокой частоты, детектора, видеоусилителя, индикатора и генератора развертки. Второй вход индикатора подключен к генератору развертки, соединенному с генератором высокочастотных электрических колебаний. Оба электромагнитно-акустических преобразователя установлены с одной стороны контролируемого изделия. Направление поляризации одного электромагнитно-акустического преобразователя совпадает с направлением прокатки, а второго - перпендикулярно ему, и дополнительно к выходу видеоусилителя подключена последовательная цепь из измерителя временных интервалов, делителя указанных временных интервалов и регистратора.
Недостатком изобретения является низкая достоверность контроля, т.к. он основывается на сведениях о временных интервалах. Кроме того, необходимость использования двух преобразователей, расположенных перпендикулярно и разнесенных геометрически, усложняет оборудование и также способствует снижению достоверности контроля.
Наиболее близким техническим решением к заявленной группе изобретений является способ оценки однородности механических свойств листового проката, раскрытый в статье «О возможности автоматизированного ультразвукового контроля однородности механических свойств листового проката» авторов А.В. Кириков, А.Н. Забродин, С.К. Паврос, опубликованной в Известиях СПБГЭТУ серия «Приборостроение и информационные технологии», №1, 2006, стр. 42-46.
Каждый электромагнитно-акустический преобразователь (ЭМАП) в линейках ультразвукового контроля содержит два активных элемента, развернутых на 90 град. по отношению друг к другу, или как вариант - один активный элемент, ориентированный под углом 45 град. к направлению прокатки.
Способ заключается в реализации следующего алгоритма:
1. измеряются значения параметра анизотропии на каждом участке по всей площади листа посредством поперечных волн, поляризованных вдоль и поперек направления прокатки.
2. определяются участки листа, где значения анизотропии превышают допустимые.
3. создается карта распределения «проблемных» зон листа, где анизотропия выходит за допустимые пределы.
4. подсчитывается суммарная площадь «проблемных» участков и сравнивается с заданной предельно допустимой площадью. По результатам принимается решение об отбраковке или годности листа.
5. вырезаются темплеты на участках с «проблемными» зонами. Корректируются максимальное и минимальное значения анизотропии для контроля следующих партий листов.
В качестве информативного параметра используется отношение скорости волны в продольном и поперечном направлении - v1/v2 и времени распространения волн - t1/t2 (рис. 4 в статье).
Недостатками опубликованного технического решения являются низкая достоверность контроля, поскольку измерения производятся по следующей схеме.
1. Для возбуждения и приема используется раздельно-совмещенный первичный преобразователь (рис. 3а в статье), имеющий раздельные катушки для возбуждения и приема акустических волн. Таким образом, геометрически они разнесены на величину их площади. Учитывая, что участки с анизотропией могут иметь небольшие размеры, соизмеримые с размерами самих катушек, возникает дополнительная погрешность, так как возбуждение волн производится в одном месте на листе, а прием - в другом.
2. Определение времени прихода волн осуществляется по одному импульсу (на рис. 4 - 4 донный импульс), что не может обеспечить высокую точность определения времени прихода волн. Для определения времени прихода волны необходимо определить точное положение пика в сигнале, что проблематично с учетом качества принимаемых сигналов.
Технической задачей, на решение которой направлена заявляемая группа изобретений, является определение подверженности металлопроката изгибу за счет повышения достоверности установления величины микроструктурной анизотропии механических характеристик листового металлопроката, его внутренних механических напряжений и деформаций, распределения механических напряжений, в том числе с остаточными напряжениями и пластическими деформациями, являющимися следствием неоптимальных режимов металлообработки (например, слишком сильной степени сжатия листа металла валками для прокатки, неравномерным распределением легирующих добавок в жидком металле, формирующим отличия в химическом составе металла по всей площади листа и пр.).
Техническими результатами, на достижение которых направлена заявляемая группа изобретений, являются реализация возможности определения подверженности металлопроката изгибу за счет проведения контроля всего сечения металла и всей площади объекта контроля при высокой скорости перемещения объекта контроля (от 1 м/сек и более) с дискретностью порядка 1000 измерений/сек, т.е. возможность проводить контроль практически мгновенно (время проведения одного измерения - около 100 мкс и более, в зависимости от толщины металлопроката), устранение погрешности измерений, свойственных прототипу (возникающих в результате того, возбуждение и прием волн производится в одном месте на листе, а прием - в другом), повышение точности определения времени прихода волн по сравнению с прототипом.
Дополнительно следует отметить, что установление величины микроструктурной анизотропии механических характеристик листового металлопроката, его внутренних механических напряжений и деформаций, распределения механических напряжений позволяет осуществлять косвенный контроль химического состава металлопроката, уровня кристаллизации, температуры формирования сляба и осуществлять подбор оптимальных составов сплава.
Технические результаты обеспечиваются за счет реализации способа определения подверженности металлопроката изгибу, заключающегося в том, что осуществляют возбуждение сдвиговой поперечной поляризованной акустической волны и запуск ее в металлопрокат посредством первичного электромагнитно-акустического преобразователя в виде плоской катушки индуктивности, выполненной с возможностью запуска и приема волн. Первичный преобразователь размещен под углом 45 градусов по отношению к направлению проката. Полученные вдоль направления проката и поперек направления проката донные сигналы, состоящие из двух волн, отделенные друг от друга по времени и имеющие определенную амплитуду, и фазу, суммируются с помощью первичного преобразователя в накопительном режиме. Время накопления волн составляет не менее 100 мкс и зависит от толщины металлопроката. В зависимости от уровня анизотропии выполняют полную или частичную компенсацию сигналов с помощью первичного преобразователя. При этом определяют время компенсации сигнала посредством блока обработки сигналов и осуществляют построение огибающей графика амплитуд, по параметрам которой судят об уровне напряжений. Результат измерений выводят на экран отображающего устройства в виде карты распределения плотности уровней механических напряжений с выделением зон с максимальным и минимальным уровнем напряжений. В результате того, что запуск и прием волн осуществляется одним элементом - плоской катушкой индуктивности, отмечается отсутствие погрешности измерений, свойственной прототипу.
Технические результаты обеспечиваются за счет использования устройства для определения подверженности металлопроката изгибу, содержащего датчик контроля, состоящий из первичного электромагнитно-акустического преобразователя и магнитной системы. Первичный преобразователь выполнен в виде плоской катушки индуктивности, выполненной с возможностью запуска и приема волн. Первичный преобразователь размещен под углом 45 градусов по отношению к направлению металлопроката и выполнен с возможностью приема донных сигналов, их суммирования в накопительном режиме, а также с возможностью полной или частичной компенсации сигналов в зависимости от уровня анизотропии, и соединен с генератором, выполненным с возможностью возбуждения сдвиговой поперечной поляризованной акустической волны, с усилителем, соединенным с аналогово-цифровым преобразователем и блоком обработки сигналов, выполненным с возможностью передачи сигналов на экран отображающего устройства в виде карты распределения плотности уровней напряжений с выделением зон с максимальным и минимальным уровнем механических напряжений.
Заявленная группа изобретений поясняется следующими графическими материалами.
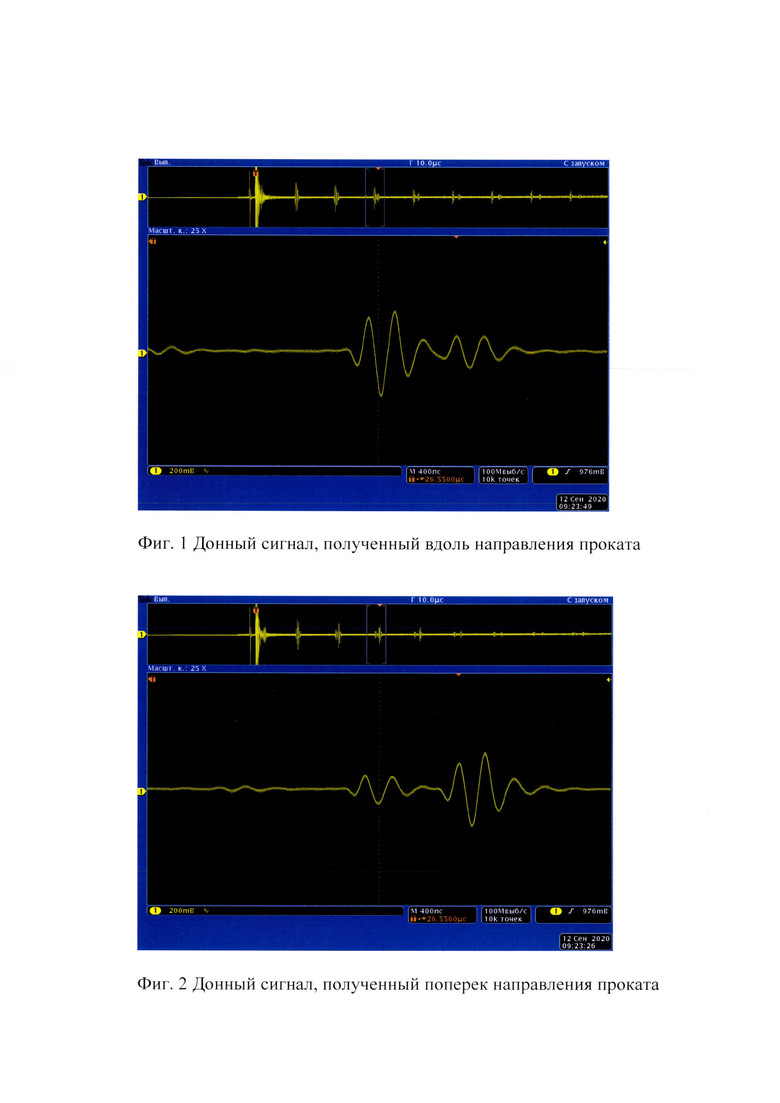
На фигуре 1 изображен донный сигнал, полученный вдоль направления проката.
На фигуре 2 изображен донный сигнал, полученный поперек направления проката.
На фигуре 3 представлен донный сигнал, полученный под углом 45 градусов относительно направления проката.
На фигуре 4 продемонстрирован суммарный сигнал полученных донных отражений при низком уровне анизотропии.
На фигуре 5 продемонстрирован суммарный сигнал полученных донных отражений при высоком уровне анизотропии с огибающей.
На фигуре 6 представлен пример карты распределения плотности уровней механических напряжений с выделением зон с максимальным уровнем напряжений на краях и минимальным уровнем напряжений в центре. Уровень напряжений определяется цветовой градацией. Высокий уровень - красный цвет, низкий - зеленый.
На фигуре 7 представлен пример карты распределения плотности уровней механических напряжений с максимальным уровнем по всей площади листа металлопроката. Уровень напряжений определяется цветовой градацией. Высокий уровень - красный цвет.
На фигуре 8 приведена схема устройства определения подверженности металлопроката изгибу.
На фигуре 9 приведена схема расположения первичного преобразователя относительно листа металлопроката.
На фигуре 10 изображена таблица зависимости результатов измерений от уровня изгиба заготовок металлопроката.
На фигуре 11 изображен график зависимости результатов измерений от уровня изгиба заготовок металлопроката.
На фигуре 12 изображена схема раскроя листа.
На фигуре 13 изображена схема измерения величины изгиба заготовки в горизонтальном положении.
Заявленная группа изобретений реализуется следующим образом.
Устройство для определения подверженности металлопроката изгибу содержит датчик контроля 1, состоящий из корпуса, в котором размещены первичный электромагнитно-акустического преобразователь 2 и магнитная система 3. Первичный преобразователь 2 выполнен в виде плоской катушки индуктивности, размещен под углом 45 градусов по отношению к направлению металлопроката и выполнен с возможностью приема донных сигналов, их суммирования в накопительном режиме, а также с возможностью полной или частичной компенсации сигналов в зависимости от уровня анизотропии (фиг.8). Плоская катушка индуктивности выполнена с возможностью запуска и приема волн одновременно.
Первичный преобразователь 2 соединен с генератором 4, выполненным с возможностью возбуждения сдвиговой поперечной поляризованной акустической волны, с усилителем 5, соединенным с аналогово-цифровым преобразователем 6 и блоком обработки сигналов 7, выполненным с возможностью передачи сигналов на экран отображающего устройства 8 в виде карты распределения плотности уровней напряжений с выделением зон с максимальным и минимальным уровнем механических напряжений (фиг. 6, 7).
Датчик контроля 1 устанавливают на объект контроля 9 (лист металлопроката) согласно фиг. 9.
Заявленный способ реализуется и устройство работает следующим образом.
После подачи электрической энергии в устройство для определения подверженности металлопроката 9 изгибу осуществляют возбуждение сдвиговой поперечной поляризованной акустической волны в генераторе 4. Из генератора 4 подается волна на первичный преобразователь 2 при поддержании действия (возбуждения) волны магнитной системой 3. При этом усилитель 5 осуществляет повышение мощности волны.
Запуск сдвиговой поперечной поляризованной акустической волны в металлопрокат 9 толщиной от 4 до 16 мм осуществляют посредством электромагнитно-акустического преобразователя 2 датчика контроля 1. Волна проходит от наружной до внутренней поверхности листа металлопроката 9. Многократно проходя через слой металла (донные отражения) волна ослабевает, рассеиваясь и теряя энергию от взаимодействия со структурообразующими элементами объекта контроля 9.
Получаемый первичным преобразователем 2 сигнал состоит из двух волн, отделенных друг от друга по времени. Поскольку разница в скорости между двумя волнами незначительная, измерить ее с высокой точностью не представляется возможным. По этой причине необходимо проводить измерения на значительном промежутке времени - в накопительном режиме. При этом первичный преобразователь 2 принимает сигнал как от первой волны, так и от второй и суммирует сигналы от первой и второй волны. В результате наложения волн (интерференции) друг на друга суммарный сигнал будет меняться во времени. Чем больше уровень анизотропии в объекте контроля, тем больше разница в скоростях первой и второй волны, и, соответственно, момент компенсации (либо частичной компенсации) волн происходит раньше.
Необходимым условием реализации заявленного способа является накопление так называемых «донных отражений» - отражений акустической волны от стенок листа металлопроката 9.
На представленных фигурах 1, 2, 3 сигнал снимается после третьего донного импульса, разница в скорости двух волн становится уже заметной. Время накопления составляет не менее 100 мкс - порядка 30-ти донных импульсов при толщине листа от 4 до 16 мм, в зависимости от толщины металлопроката 9, что позволяет повысить достоверность установления величины микроструктурной анизотропии механических характеристик листового металлопроката.
За счет проведения измерений, основанных на суммировании многочисленных донных сигналов, обеспечивается высокая точность определения времени прихода волн.
На начальном этапе практически невозможно обнаружить наложения. Однако с увеличением времени взаимодействия двух волн суммарный сигнал сильно изменяется. При этом степень изменения сильно зависит от анизотропии (уровня напряжений) объекта контроля 9. В определенный момент времени суммарный сигнал снижается до минимума - сигнал одной волны компенсирует сигнал от другой. Затем уровень суммарного сигнала возрастает, затем снова падает уже до нуля - в результате рассеяния энергии волн.
На фигуре 3 изображен донный сигнал, полученный под углом 45 градусов относительно направления проката. При наложении донных сигналов от двух волн происходит их компенсация на определенном временном интервале. Время компенсации и является информативным параметром для определения уровня анизотропии - подверженности металлопроката 9 изгибу.
Фигура 4 иллюстрирует суммарный сигнал полученных донных отражений при низком уровне анизотропии. Координата точки на горизонтальной оси, обозначенная желтой окружностью - положение первого минимума, является информативным параметром для определения подверженности металлопроката 9 изгибу.
Для проведения контроля представленные на фигурах 1, 2, 3 диаграммы дополнялись огибающими. На фигуре 5 представлен суммарный сигнал полученных донных отражений при высоком уровне анизотропии с огибающей. Координата точки на горизонтальной оси, обозначенная окружностью - положение первого минимума, является информативным параметром для определения подверженности металлопроката изгибу.
В зависимости от уровня анизотропии выполняют полную или частичную компенсацию сигналов с помощью первичного преобразователя 2. Полученный аналоговый сигнал преобразуется в дискретный код преобразователем 6. При этом определяют время компенсации сигнала посредством блока обработки сигналов 7 и осуществляют построение огибающей графика амплитуд посредством программного обеспечения, по параметрам которой судят об уровне напряжений. Результаты измерений выводят на экран отображающего устройства 8 в виде карты распределения плотности уровней механических напряжений с выделением зон с максимальным и минимальным уровнем напряжений (фиг. 6, 7).
В полученных сигналах находятся информативные параметры, имеющие однозначную зависимость от уровня механических напряжений и изгиба металлопроката. Чем ближе положение первого минимума к началу координат и чем выше амплитуда после первого минимума, тем выше уровень напряжений и уровень изгиба металлопроката.
На фигуре 6 механические напряжения распределены неравномерно, локально и имеют разные значения по площади и уровням. На карте видно, что участки металлопроката, прилегающие к периферии - внешним границам - более подвержены изгибу. Соответственно, степень изгиба образцов контроля зависит от наложения механических напряжений друг на друга. Наличие одной аномальной зоны небольшой площади не приведет к существенному искривлению образца. Зоны локальной неоднородности имеют различную протяженность - от 20 мм и более.
На фигуре 7 представлен пример карты распределения плотности уровней механических напряжений с максимальным уровнем по всей площади листа металлопроката. На карте видно, что металлопрокат весь подвержен изгибу в результате неоптимального уровня проката.
Кроме того, на одном и том же образце напряжения могут формировать изгиб как в одну, так и в другую стороны. На образце, вырезанном поперек направления проката 9, обнаружены изгибы в обоих плоскостях (типа «пропеллер») величиной до 7 мм, что свидетельствует о нарушении нормативов химического состава металлопроката, уровня кристаллизации, температуры формирования сляба, что в дальнейшем позволяет осуществить подбор оптимальных составов сплава и технологических параметров.
На фигуре 12 изображена схема раскроя листа металлопроката. Заготовки вырезаются из средней части листа с помощью лазерной резки. Далее следует процедура измерения величины изгиба заготовки, схема которой представлена на фигуре 13. Измерение производится в горизонтальном положении с помощью двух линеек.
С учетом локальности зон с механическими напряжениями, при проведении контроля желательно обеспечить максимальное покрытие датчиками контроля 1 площади объекта контроля 9 с обеспечением максимально возможного количества замеров в единицу времени.
Заявляемая группа изобретений позволяет проводить не менее 1000 замеров в секунду по каждому датчику контроля 1. Время одного замера составляет 100 мкс (для толщины металлопроката 4 мм), за это время, при скорости перемещения объекта контроля 1 м/сек, датчик 1, относительно объекта контроля 9 переместится всего на 0,1 мм, что при ширине обмотки первичного преобразователя 4 мм составит всего 2,5%, что никак не скажется на качестве сигнала. Это достигается за счет первичного преобразователя, выполненного в виде плоской катушки индуктивности и размещенного на поверхности листа металла 9 и ориентированного под углом 45 градусов относительно направления проката (фиг. 9), а также выполнения первичного преобразователя с возможностью приема донных сигналов, их суммирования в накопительном режиме, а также с возможностью полной или частичной компенсации сигналов в зависимости от уровня анизотропии.
На фигуре 10 приведена таблица зависимости результатов измерений от уровня изгиба заготовок. Среднее положение первого минимума (см. фиг. 4 и фиг. 5) определяется на основании усреднения 100 измерений, проведенных на всей площади каждой заготовки до ее вырезания из листа.
На фигуре 11 представлен график зависимости результатов измерений от уровня изгиба заготовок. По горизонтальной оси - координаты среднего минимума (в мкс, желтая окружность на фиг. 4 и фиг. 5). Измерения проведены до вырезания заготовок из листа. По вертикальной оси - величина изгиба заготовки (в мм) после ее вырезания из листа. График подтверждает явно выраженную зависимость уровня изгиба заготовки от положения среднего минимума.
С учетом нестабильного распределения напряжений, целесообразно выводить на экран отображающего устройства 8 информацию о «плотности распределения зон с локальной неоднородностью» - т.е. о количестве аномальных зон на единицу площади листа 9.
Таким образом, повышение достоверности установления величины микроструктурной анизотропии механических характеристик листового металлопроката 9, его внутренних механических напряжений и деформаций, распределения механических напряжений, в том числе с остаточными напряжениями и пластическими деформациями, являющимися следствием неоптимальных режимов металлообработки обеспечивается за счет проведения суммирования с помощью первичного преобразователя в накопительном режиме, и выполнения, в зависимости от уровня анизотропии, полной или частичной компенсации сигналов с помощью первичного преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обнаружения зон с неоднородными физическими свойствами в изделиях из металлопроката | 2021 |
|
RU2767939C1 |
| Способ определения размеров зерна в листовом металлопрокате | 2022 |
|
RU2782966C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| СПОСОБ КОНТРОЛЯ ОДНОРОДНОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ ЛИСТОВОГО, СОРТОВОГО ПРОКАТА И ТРУБ | 2003 |
|
RU2258217C2 |
| Устройство для определения однородности механических свойств изделий их металла и обнаружения в них зон с аномальной твердостью | 2017 |
|
RU2690074C2 |
| Способ определения акустической анизотропии слабо анизотропного проката | 2020 |
|
RU2745211C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ | 2009 |
|
RU2442106C2 |
| СПОСОБ КОНТРОЛЯ РАВНОМЕРНОСТИ РАСПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 2008 |
|
RU2387985C1 |
| Акустический способ определения упругих констант токопроводящих твёрдых тел | 2017 |
|
RU2660770C1 |







Группа изобретений относится к определению подверженности металлопроката изгибу. Способ состоит в том, что осуществляют возбуждение сдвиговой поперечной поляризованной акустической волны и запуск ее в металлопрокат посредством устройства электромагнитно-акустического преобразователя в виде плоской катушки индуктивности, выполненной с возможностью запуска и приема волн, размещенного под углом 45 градусов по отношению к направлению проката. Полученные донные сигналы суммируются, время накопления волн составляет не менее 100 мкс, выполняют компенсацию сигналов с помощью первичного преобразователя, определяют время компенсации сигнала посредством блока обработки сигналов, осуществляют построение огибающей графика амплитуд, по параметрам которой судят об уровне напряжений. Результат выводят в виде карты распределения плотности уровней механических напряжений. Технический результат - реализация возможности определения подверженности металлопроката изгибу за счет повышения достоверности установления величины микроструктурной анизотропии механических характеристик листового металлопроката при обеспечении контроля всего сечения металла и всей площади объекта контроля при высокой скорости перемещения объекта контроля. 2 н.п. ф-лы, 13 ил.
1. Способ определения подверженности металлопроката изгибу, заключающийся в том, что осуществляют возбуждение сдвиговой поперечной поляризованной акустической волны и запуск ее в металлопрокат посредством первичного электромагнитно-акустического преобразователя, выполненного в виде плоской катушки индуктивности, выполненной с возможностью запуска и приема волн, размещенного под углом 45 градусов по отношению к направлению проката, полученные вдоль направления проката и поперек направления проката донные сигналы, состоящие из двух волн, отделенные друг от друга по времени и имеющие определенную амплитуду и фазу, суммируются с помощью первичного преобразователя в накопительном режиме, время накопления волн составляет не менее 100 мкс и более, в зависимости от толщины металлопроката, и в зависимости от уровня анизотропии выполняют полную или частичную компенсацию сигналов с помощью первичного преобразователя, при этом определяют время компенсации сигнала посредством блока обработки сигналов и осуществляют построение огибающей графика амплитуд, по параметрам которой судят об уровне напряжений, кроме того, результат измерений выводят на экран отображающего устройства в виде карты распределения плотности уровней механических напряжений с выделением зон с максимальным и минимальным уровнем напряжений.
2. Устройство для определения подверженности металлопроката изгибу, содержащее датчик контроля, состоящий из первичного электромагнитно-акустического преобразователя и магнитной системы, при этом первичный преобразователь выполнен в виде плоской катушки индуктивности, выполненной с возможностью запуска и приема волн, размещен под углом 45 градусов по отношению к направлению металлопроката, и выполнен с возможностью приема донных сигналов, их суммирования в накопительном режиме, а также с возможностью полной или частичной компенсации сигналов в зависимости от уровня анизотропии, и соединен с генератором и усилителем, соединенным с аналогово-цифровым преобразователем и блоком обработки сигналов, выполненным с возможностью передачи сигналов на экран отображающего устройства в виде карты распределения плотности уровней напряжений с выделением зон с максимальным и минимальным уровнем механических напряжений.
| "О возможности автоматизированного ультразвукового контроля однородности механических свойств листового проката" авторов А.В | |||
| Кириков, А.Н | |||
| Забродин, С.К | |||
| Паврос, Известия СПБГЭТУ серия "Приборостроение и информационные технологии", Номер 1, 2006, стр | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| ЭЛЕКТРОМАГНИТНЫЙ АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2345356C2 |
| СПОСОБ АКТИВНОГО ПОДАВЛЕНИЯ ШУМОВ | 1995 |
|
RU2097715C1 |
| СПОСОБ ДЕФЕКТОМЕТРИИ ПРОКАТНЫХ ЛИСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123401C1 |
| Способ пирогенации органических кислот | 1923 |
|
SU1245A1 |

