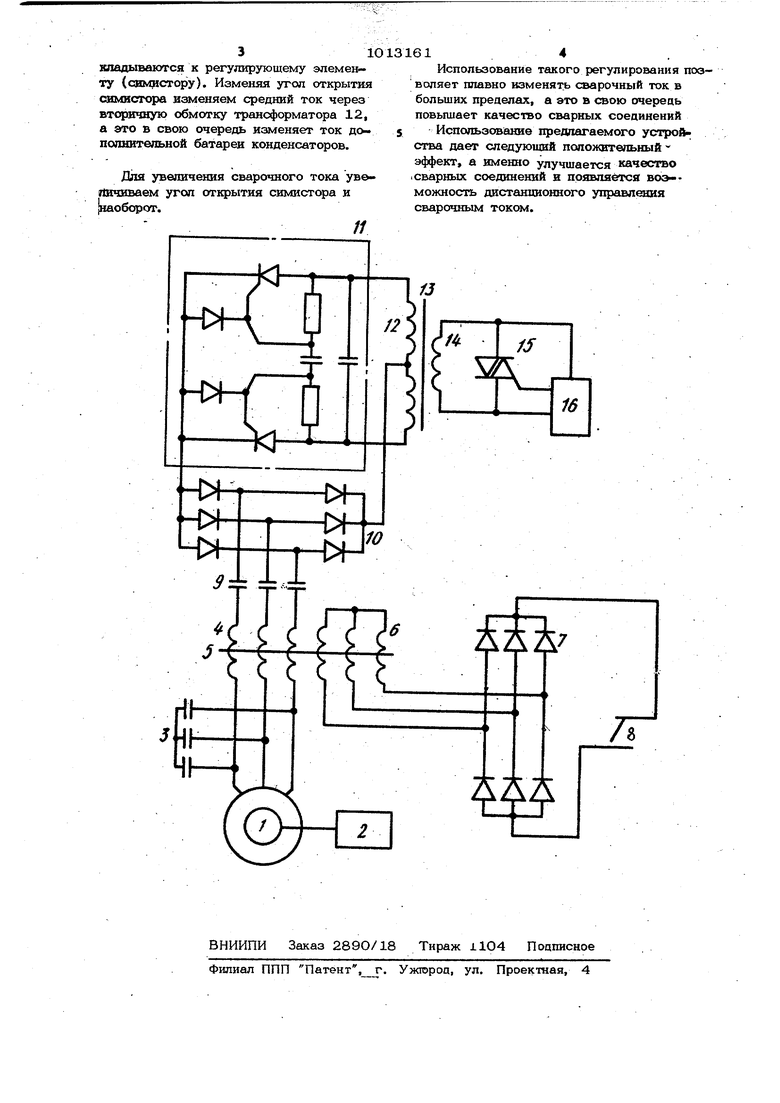
Изобретение относится к сварочному производству, а именно к источникам для дуговой CBagicH и может быть иопопьзовано для ирсизводства сварочных работ в полевых условиях. Известен источник питания сварочной дуги содержащий синхронный генератор постоянного тока fl 3 Недостатки этого источника заключаются в том, что он имеет высокие массо-габаритные показатели, стоимость не допускает бояьишх скоростей вращени и имеет также малую- надежность. Наиболее близким к: предлагаемому является источник питания сварочной дуги содержащий асинхронный генератор повышенной частоты тока с конденсатор- ным самоьозбуждением, трансформатор с двумя: обмотками, причем вторичная обмотка включена через выпрямитель в цепь сварочного тока, а первичная с одной стороны включена на зажимы г&нератора, а с другой - на зажимы допол нительной конденсаторной батареи, имеет свои положительные качества, как любое бесконтактное устройство 2 1. Однако известный источник не имеет устройства плаЁного регулирования сварочного тока, что ухудшает его конструкцию. Целью изобретения является повыщ. ние качества сварного соединения зак. счет возможности регулирования сварочного тока. Поставленная цепь достигается тем, что источник питания сварочной дуги, содержащий- асинхронный генератор повышенной частоты тока с конденсаторным самовозбуждением, трансформатор, дополнительную конденсаторную батарею и выпрямитель, через который вторичная обмотка трансформатора соединена с выходными клеммами источника, а первичная обмотка одними концами соедине на с асинхронным генератором повышенной частоты тока, другими с одними обкладками дополнительной конденсаторной батареи, в источник введены дополнитегаьнь й мостовой выпрямитель с объединенной катодной и анодной грухшами вентилей.однофазный инвертор, разделительный трансформатор, первичная обмот ка которого выполнена со средней точко и электронный ключ со схемой управления, при этом параллельно вторичной обмотке разделительного трансформатора подключен электронный ключ, к его первичной обмотке подключен однофазный инвертор, причем вход инвертора подключен к анодной группе вентилей мостового вьшрямителя, к средней точке первич- .ной обмотки разделительного -Грансформа- ра подсоединена катодная группа , а к обношг точкам попарйо средине ных вентилей подключен другой обкладкой |са}кдый дополнительный конденсатор конденсаторной батареи. Источник питания свйрочной дуги представлен на чертеже. Источник состоит из асинхронного: генератора повышенной частоты тока 1, .жестко соединенного с валом приводного двигателя 2. Генератор 1 возбуждается от конденсаторной батареи 3. К статору подключена первичная обмотка 4 трано форматора 5. Вторичная обмотка 6 ч&рез выпрямитель 7 включена в цепь сва рочного тока на электроды 8. В нулевой точке дополнительной конденсаторной батареи 9 имеется дополнительный выпрямитель 10, нагруженный на однофазный инвертор 11- и работающий на первичную обмотку 12 разделительного трансформатора 13. Во вторичной обмот ке 14 трансформатора 13 включен электронный ключ 15 со схемой управления 16. Источник питания сварочной дуги работает следующим образом. Асинхронный генератор повышенной частоты тока 1 вращается. приводным двигателем 2 и возбуждается от емкооти конденсаторной батареи 3. Напряж&« ние генератсфа 1 подается на обмотку 4. трансформатра 5, понижается во вторичной обмотке 6, выпрямляется вьшрямителем 7 и поступает на сварочные электроды 8. С другой стороны напряжение с первичной обмотки 4 трансформатора 5 поступает на дополнительную батарею конденсаторов 9, проходит их и выпрямляется выпрямителем 10. Выпрямленное напряжение преобразуется в инверторе 11 в 1 мпульсы прямоугольной формы и первичную обмотку 12 раэделительного трансформатора 13 поступают во вторичную обмотку 14, электронный ключ 15, например симистор со схемой управления 16. Регулирование сварочного тока происходит за счет изменения среднего значения емкостного тока. проходящего через дополнительную батарею конденсаторов 9, выпрямитель 10, инвертор 11 и в конечном счете электронный ключ 15, Инвертор вырабатывает импульсы прямоугольной формы заданной частоты, и скважности, определяемые параметрами самого инвертора. Эти импульсы прв(кпадываются к регулирующему элементу (сямистору). Измешш угол открытия свмистора изменяем средний ток через вторичную обмотку трансформатора 12, а это в свою очередь изменяет ток дополнительной батареи конденсаторов.
Для увеличения сварочного тока увеличиваем угол открытия симистора и |наоборот.
-//
Использование такого регулирования пволяет плавно изменять сварочный ток в больших пределах, а это в свою очереаь повышает качество сварных соединений
Использо1В ание предлагаемого устройства дает СЛЕДУЮЩЕЙ положительный эффект, а именно улучшается качество Iсварных соединений и появляется во -можность дистанционного управления сварочным током.
/J
J t I
iii
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2007 |
|
RU2356709C1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Источник питания сварочной дуги | 1982 |
|
SU1013160A1 |
| Электропривод переменного тока | 1979 |
|
SU900396A1 |
| Электропривод переменного тока | 1981 |
|
SU955487A1 |
| Асинхронный вентильный каскад | 1983 |
|
SU1092689A1 |
| Преобразователь @ -фазного низкочастотного напряжения в однофазное высокочастотное | 1985 |
|
SU1381666A1 |
| Асинхронно-вентильный каскад | 1989 |
|
SU1757076A1 |
| Стенд для обкатки и испытания двигателя внутреннего сгорания | 1980 |
|
SU1002875A2 |
| Система возбуждения асинхронизированной синхронной машины | 2021 |
|
RU2761246C1 |
ИСТОЧНИК ПИТАНИЯ СВА-РОЧНОЙ ДУГИ, содержащий асинхрсш} Ый генератор повышенной частоты тока с конденсаторным самовозбуждением, тХ ансфсфматор, дополнительную конденса тсфную &1тарею и выпрямитель, через вторвЕчная обмотка трансформатора .соединена с выходными клеммами источника, а первичная обмотка рднгауш концами соединена с аашхронным гене ратором повышенной частоты тока, другими - с одними обкладками допошштепь. ной кoндeнcaтqpнoй батареи,о т л и ч а ю щ и и с я тем, что, с цепью повышения качества сварного соединения за счет возможности дистанционного регулзан рования сварочного тока,в источник введены дополнительный мостовой выпр . митель с об1&единенной катодной и анодной группами вентилей f однофазный инвер тор, разделитепьный трансформатор, первичная обмотка выполнена со средней-точкой, и электронный кгооч ,со схемой управления, при этс парал- . лельно. вторичной обмотке раздвш ного трансформатора подключен электронный ключ к первичной ой«готке того же трано форматер подключен однофазный инве| тор, щяп&л вход инвертора подключен к анодной группе вентилей мостового выпрямителя, к средней точке первичной обмотки разделительного транс9ф рматора подсоединена катодная группа вентвлей, а к общим точкам посюрно соединенных вентилей подключен другой обкладков каждый дополнительный конденсатор конденсаторной батарея. . СО