Изобретение относится к сварочному производству, в частности к источникам питания электродуговой сварки, и может найти применение в машиностроительной, приборостроительной и других отраслях промышленности.
Известен источник питания для дуговой сварки, содержащий трехфазный мостовой выпрямитель напряжения питающей сети на управляемых вентилях и трехфазный мо- стовой-выпрямитель на неуправляемых вентилях, блок управления, три управляемых вентиля, два резистора и силовой трансформатор, имеющий две первичные обмотки и вторичную обмотку, соединенную со сварочным электродом и изделием.
Недостатками данного источника являются невысокое качество сварочного соединения и низкие массо-габаритные характеристики источника питания. Это обусловлено тем, что для получения сварочного тока в источнике используется невысокая частота (до 300 Гц), значение сварочного тока не изменяет его частоту по заданному закону, что приводит к невысокому качеству шва и низким массо-габаритным характеристикам источника питания.
Наиболее близким по технической сущности к предлагаемому является источник питания сварочной дуги, содержащий неуправляемый выпрямитель, трансформатор, инверторный мост, управляемый выпрямитель, конденсатор фильтра, дроссель, тиристоры, блок управления.
Недостатком данного источника являются невысокое качество сварного соединения и низкие массо-габаритные характеристики источника питания. Это связано с тем, что для получения сварочного тока в источнике используется невысокая частота, значение сварочного тока не изменяет его частоту по заданному закону, что приводит к невысокому качеству шва и низким массо-габаритным характеристикам источника питания.
(Л
С
м
4 СП 4 СЛ .&ь
Цель изобретения - повышение качества сварных соединений.
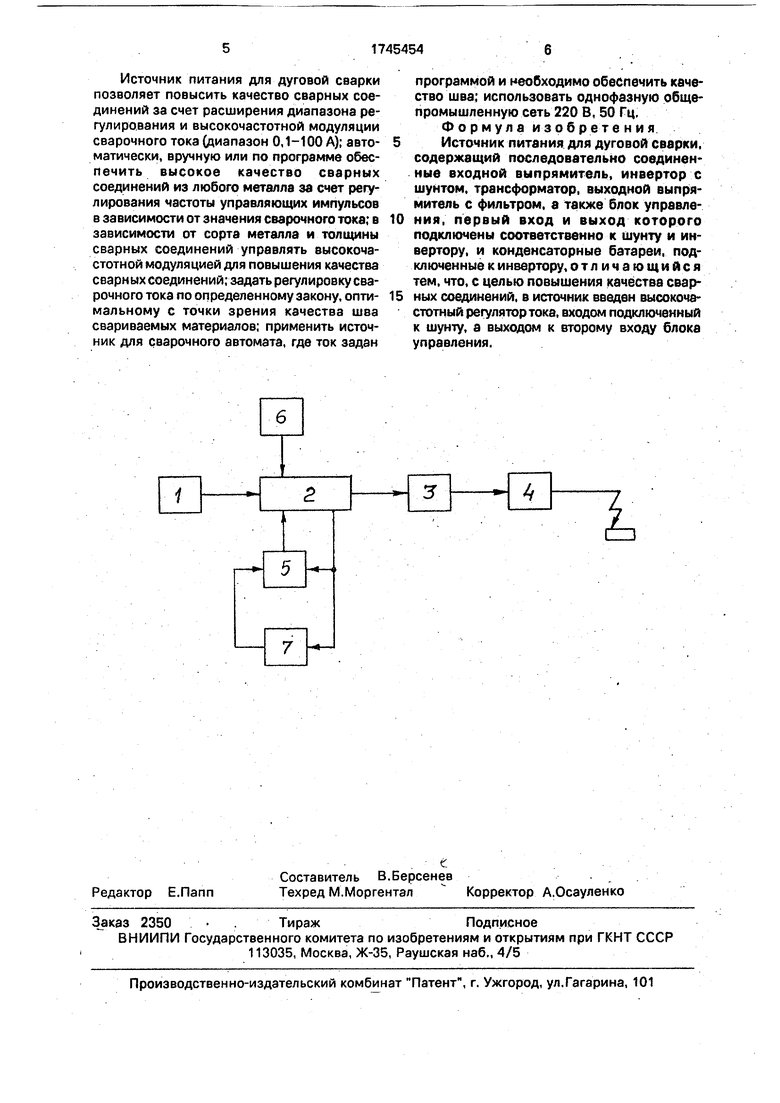
На чертеже показана блока-схема источника питания для дуговой сварки.
Источник состоит из выпрямителя 1, инвертора 2, трансформатора 3, выпрямителя с фильтром 4, блока 5 управления, конденсаторных батарей 6, высокочастотного регулятора 7 тока.
В источнике последовательно соединены входной выпрямитель 1, инвертор 2, трансформатор 3, выходной выпрямитель с фильтром 4. К инвертору 2 подключены блок 5 управления, конденсаторные батареи 6 и вход высокочастотного регулятора 7 тока- Выход регулятора 7 тока подключен к входу блока 5 управления.
Общепромышленная сеть 220 В, 50 Гц подключена к входному выпрямителю 1 и регулятору 7, электрод подключен к выходу фильтра 4.
Источник работает следующим образом.
При включении питания напряжение 220 В, 50 Гц поступает на выпрямитель 1 и регулятор. При нажатии кнопки Пуск регулятора 7 напряжение от входного выпрямителя 1 через инвертор 2 поступает на батареи 6. Батареи 6 заряжаются постоянным напряжением до максимального значения напряжения питания. На управляющие электроды тиристоров инвертора 2 приходят с блока 5 управляющие импульсы малой длительности с частотой следования от 100 Гц до 5 кГц. Причем частота импульсов меняется регулятором 7 и тем выше, чем больше значение сварочного тока. При этом качество сварных соединений значительно повышается за счет расширения диапазона регулирования и высокочастотной модуляции сварочного тока. Трансформатор 3 является силовым. Увеличение частоты магнитного потока в сердечнике до 5 кГц позволяет резко уменьшить сечение маг- иитопровода сердечника силового трансформатор 3, которое является обратно пропорциональным частоте магнитного потока в сердечнике и тем самым уменьшить вес и габариты силового трансформатора 3.
Высокочастотый регулятор 7 сварочного тока работает следующим образом.
Управляющие импульсы, поступающие на управляющие электроды тиристоров инвертора 2, формируются высокочастотным генератором импульсов регулятора 7. Управление генератором осуществляется вручную, автоматически или по программе. При ручном управлении частота следования управляющих импульсов задается потенциометром схемы генератора. При автоматическом управлении частота следования управляющих импульсов прямо пропорциональна значению сварочного тока: чем больше сварочный ток, тем выше частота
следования импульсов. Для этой цели в цепи питания инвертора 2 включен шунт (на ,075 В). Напряжение с шунта инвертора 2 поступает на генератор импульсов регуля- тора 7 и автоматически определяет частоту
0 следования импульсов.
При управлении по программе регулятор 7 задает закон регулирования частотой следования импульсов от значения сварочного тока в процессе сварки, который авто5 матически реализуется. Это позволяет получить высокое качество сварных соединений при любом значении сварочного тока и из любых металлов.
Далее управляющие импульсы от гене0 ратора поступают на электронный ключ регулятора 7,с его выхода - на счетчик регулятора 7, затем на дешифратор регулятора 7, который служит для разделения импульсов по каналам (импульсы чередуются
5 поочередно то на один, то на другой тиристор инвертора 2) и обеспечения постоянной скважности между импульсами. Длительность импульсов задается блоком 5 и определяет ток сварки. С выхода дешиф0 ратора импульсы поступают на два усилителя мощности блока 5 и разделительные трансформаторы блока 5. С выхода разделительных трансформаторов управляющие импульсы поступают на управляющие элек5 троды тиристоров инвертора 2.
Тиристоры инвертора 2 после выхода управляющих импульсов поочередно открываются и шунтируют батареи 6. Батареи 6 разряжаются на первичную обмотку транс0 форматора 3 через тиристоры инвертора 2. Напряжение вторичной обмотки трансформатора 3 выпрямляется и сглаживается выходным выпрямителем с фильтром 4, а затем поступает на электрод.
5 Защита от коротких замыканий осуществляется блоком 5. Напряжение с шунта (,075 В) инвертора 2 подается на герко- новое реле (с малым временем срабатывания) блока 5. Выход реле подключен к схеме
0 управления тиристоров блока 5 и электронному ключу регулятора 7. При коротком замыкании напряжение на шунте увеличивается до максимальной величины, при этом реле срабатывает. При срабатыва5 нии реле тиристоры инвертора 2 закрываются и электронный ключ регулятора 7 не пропускает управляющие импульсы в блок 5. Таким образом, напряжение с трансформатора 3 снимается и источник питания отключается.
Источник питания для дуговой сварки позволяет повысить качество сварных соединений за счет расширения диапазона регулирования и высокочастотной модуляции сварочного тока (диапазон 0,1-100 А); автоматически, вручную или по программе обеспечить высокое качество сварных соединений из любого металла за счет регулирования частоты управляющих импульсов в зависимости от значения сварочного тока; в зависимости от сорта металла и толщины сварных соединений управлять высокочастотной модуляцией для повышения качества сварных соединений; задать регулировку сварочного тока по определенному закону, оптимальному с точки зрения качества шва свариваемых материалов; применить источник для сварочного автомата, где ток задан
программой и необходимо обеспечить качество шва; использовать однофазную общепромышленную сеть 220 В, 50 Гц. Формула изобретения
Источник питания для дуговой сварки, содержащий последовательно соединенные входной выпрямитель, инвертор с шунтом, трансформатор, выходной выпрямитель с фильтром, а также блок управления, первый вход и выход которого подключены соответственно к шунту и инвертору, и конденсаторные батареи, подключенные к инвертору, отличающийся тем, что, с целью повышения качества сварных соединений, в источник введен высокочастотный регулятор тока, входом подключенный к шунту, а выходом к второму входу блока управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Устройство для дуговой сварки | 1978 |
|
SU725833A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Устройство для контроля сварки | 1975 |
|
SU593861A1 |
| Инверторный сварочный источник питания | 1987 |
|
SU1530367A1 |
| Устройство для компенсации постоянной составляющей при сварке на переменном токе | 1980 |
|
SU893440A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
Использование: в переносных источниках питания для дуговой сварки во всех отраслях народного хозяйства. Сущность изобретения: источник питания содержит входной выпрямитель, инвертор, конденсаторную батарею, блок управления, трансформатор, выходной выпрямитель и высокочастотный регулятор тока. Источник питания повышает качество сварных соединений за счет расширения диапазона регулирования и высокочастотной модуляции сварочного тока. 1 ил. /
| Источник питания для дуговой сварки | 1986 |
|
SU1393561A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Источник питания сварочной дуги | 1986 |
|
SU1333495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
