Известны устройства для вязки поддонов морских плотов прошивочными тросами, выполненные в виде шарнирно-соединенных между собой бонов с установленными на них стойками, оборудованными вяжущими приспособлениями. При этом обноска бревен поддона тросом (восьмеркой) производится вручную.
Описываемый станок позволяет в значительной мере механизировать вязку поддонов и, улучшая условия труда рабочих, повысить производительность.
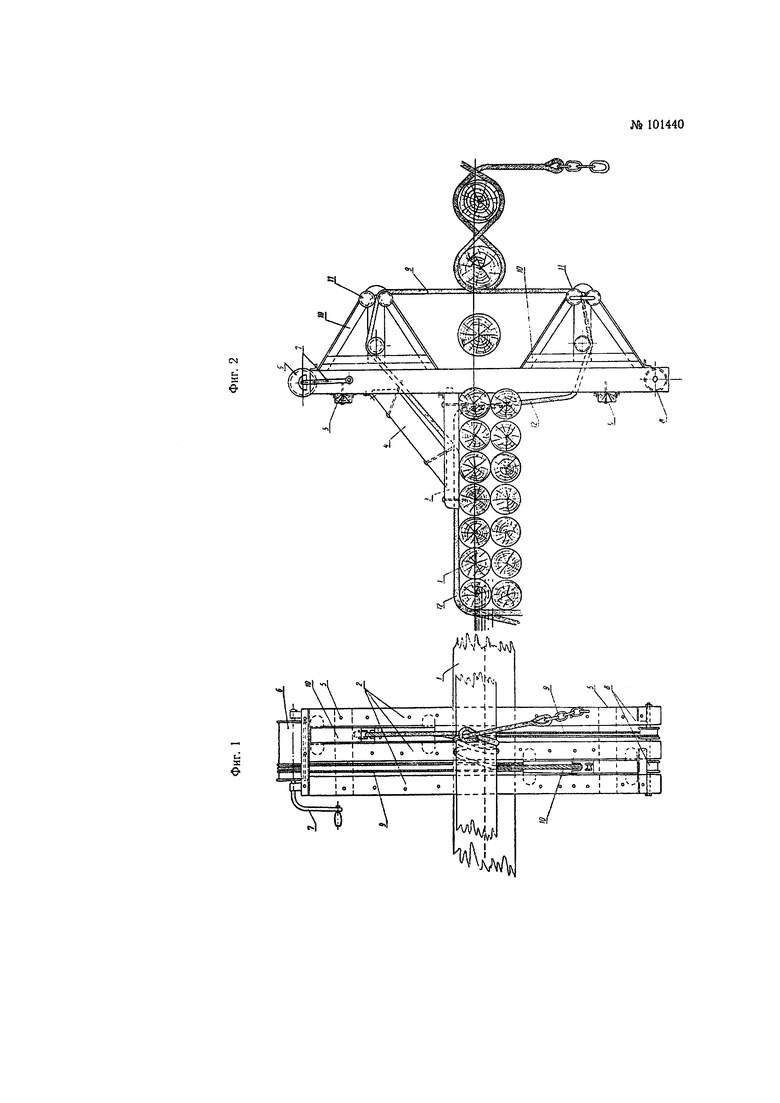
На фиг. 1 - вид станка спереди; на фиг. 2 - вид его сбоку.
На бонах 1 укреплены три стойки 2 посредством брусьев 3 с подкосом 4. Стойки соединены между собой брусьями 5. На верхнем конце стоек укреплен барабан 6, вращаемый рукояткой 7. На нижнем конце стоек расположены два ролика 8, которые огибают тяговые тросы 9, имеющие один правую, а другой левую навивку на общий вращающийся барабан 6. Концы тяговых тросов прикреплены к скользящим в пазах стоек угольникам 10, каждый из которых снабжен направляющими роликами 11 для прошивочного троса 12. Угольники под воздействием тяговых тросов могут перемещаться в вертикальной плоскости одновременно в разные стороны.
Прошивочные тросы обвязки раскладываются парами по одной паре к каждой стойке. Затем конец обвязки с большим коушем пропускают через паз в стойках и укрепляют в верхнем угольнике, оставляя свободный отрезок обвязки размером около 0,5 м.
После закрепления первой обвязки, вращением рукоятки угольники перемещаются, при этом большой коуш первой обвязки временно поддерживают над водой с помощью багра или тросика. В переместившийся вверх свободный угольник закладывается вторая обвязка, которая продевается в коуш первой и закрепляется. При этом расстояние между коушами двух продетых одна в другую обвязок должно быть равно 1 м. В образовавшийся интервал между натянутыми обвязками и бортом бона пропускаются бревна на бортовую линию поддона. Подача леса производится с двух сторон причем набирается сразу вся линия бревен с установкой их торец к торцу.
После установки бревен, вращением рукояток угольники перемещаются и затягивают бревна обвязками (восьмеркой). Обвязки укрепляются монтажными скобами на бортовые линии бревен поддона, затем указанным выше способом набирается второй и последующий ряды бревен с соблюдением принятого правила разгонки стыков.
В процессе вязки второй половины поддона концевые части бона устанавливаются под углом к среднему бону для образования конической части поддона. Перестановка их производится путем подтягивания шейм якорей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сплоточная пучковязальная машина | 1939 |
|
SU59925A1 |
| СПОСОБ СОСТАВЛЕНИЯ ОЗЕРНОГО ПЛОТА | 1947 |
|
SU80049A1 |
| Плавучая машина для сплотки бревен в длинные и короткие пучки | 1950 |
|
SU91528A1 |
| Жесткий секционный плот | 1937 |
|
SU55870A1 |
| СОРТИРОВОЧНО-ФОРМИРОВОЧНАЯ УСТАНОВКА | 1972 |
|
SU331014A1 |
| СПЛОТОЧНАЯ МАШИНА | 1945 |
|
SU67987A1 |
| Сплоточная машина | 1946 |
|
SU84502A1 |
| СПОСОБ ЗИМНЕЙ СПЛОТКИ ПУЧКОВ | 1949 |
|
SU81201A1 |
| СПОСОБ СПЛОТКИ ПУЧКОВ БРЕВЕН | 1965 |
|
SU214387A1 |
| Плавучее устройство для сплотки бревен | 1931 |
|
SU32379A1 |
Станок для вязки поддонов морских плотов прошивочными тросами, выполненный в виде шарнирно-соединенных между собой бонов с установленными на них стойками, оборудованными вяжущими приспособлениями, отличающийся тем, что, с целью удобства обноски бревен поддона прошивочными тросами, в пазах между стойками применены скользящие вдоль стоек угольники, снабженные направляющими роликами для прошивочного троса и могущие перемещаться одновременно в разные стороны под действием тяговых тросов, имеющих один правую, а другой левую навивку на общий вращающийся барабан, укрепленный в верхней части стоек.
