4 СП
00 Изобретение относится к литейному производству, в частности к способам получения форм по выплавляемым моделям. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является способ изготовления оболочковых форм по выплавляемым моделям, включающий послойное нанесение этилсиликатной суспензии с пылевидным кварцем на блок выплавляв мых моделей, обсыпку каждого слоя кварцевым песком, который подвергают псевдоожижению, прекращение псевдо ожижения для уплотнения кварцевого песка вокруг блока с выдержкой блока в уплотненном слое кварцевого песка и одновременным механическим воздействием на последний, возобновление псевдоожижения кварцевого песка, извлечение обсыпанного кварцевым песко блока, послойную сушку и удаление моделей fl 3Операция нанесения суспензии с по следующим ее закреплением на модельных блоках может повторяться несколько раз. Однако операция приготовлени и нанесения суспензии трудоемка и требует значительных затрат времени, Количество- слоев покрытия, образуемого, таким образом, может колебаться от 4 до 12 в зависимости от конкретных требований производства. Для сокращения времени получения форм либо ускоряют процесс приготовления суспензии путем более интенсивного ее перемешивания, либо использу|ЮТ Г1атериалы с высокими огнеупорными и прочностными свойствами. Это требует повышенних энергозатрат, более сложного оборудования, дорогостоящих материалов, поэтому удорожает процесс изготовления форм. Цель изобретения - сокращение времени формообразования путем уменьшения количества слоев покрытия. Для достижения указанной цели согласно способу изготовления оболочковых форм по выплавляемым моделям, , включающему послойное нанесение этилсиликатной суспензии с пылевидным кварцем на блок выплавляемых моделей, обсыпку каждого слоя кварцевым песком, который подвергают псевдоожижению, прекращение псевдоожижения для уплотнения кварцевого песка вокруг блока с выдержкой блока в уплотненном слое кварцевого песка и одновременным механическим воздействием на последний, возобновление псевдоожижения кварцевого песка, извлечение обсыпанного, кварцевым песком блока, послойную сушку, удаление моделей, образование второго и последующих слоев формы осуществляют путем нанесения на первый сформированный слой формы шликера на этилсиликате с добавлением 40-50 мас,% кварцевого песка фракции ОД-0,1б мм от веса пылевидного кварца, а при выдержке блока в уплотненном слое кварцевого песка производят его подпрессовку под давлением 3-4 ати в течение 20-30 с. Способ осуществляют следующим образом. Приготавливают суспензию из гидролизованного : тилсиликата и наполнителя - пылевидного 11Варца КП-3. Суспензию доводят до шликерного состояния введением кварцевого песка марки КО315 в количестве 40-50% от массы наполнителя. Подготовленный модельный блок с предварительно нанесенным облицовочным слоем по существующей технологии помещают в приготовленный керамический ыцикер вязкостью 2025 с (по ВЗ-10), Затем после полного погружения блока со шликерным покрытием в пескосып с псевдоожиженным кварцевым песком КО315 кипение прекращают и в установке создают избыточное давлвниа 3-4 ати в течение 20ЗО с, затем обсыпочный материал приводят в состояние кипения, блок извлекают из установки и подают на операцию сушки. Указанную операцию повторяют 2-3 раза. Затем из полученной формы удаляют модели. Введение зернистого наполнителя с азмером частиц более 1,6 мм не технологично. В таблице приведены сравнительные анные известного и предлагаемого способа, .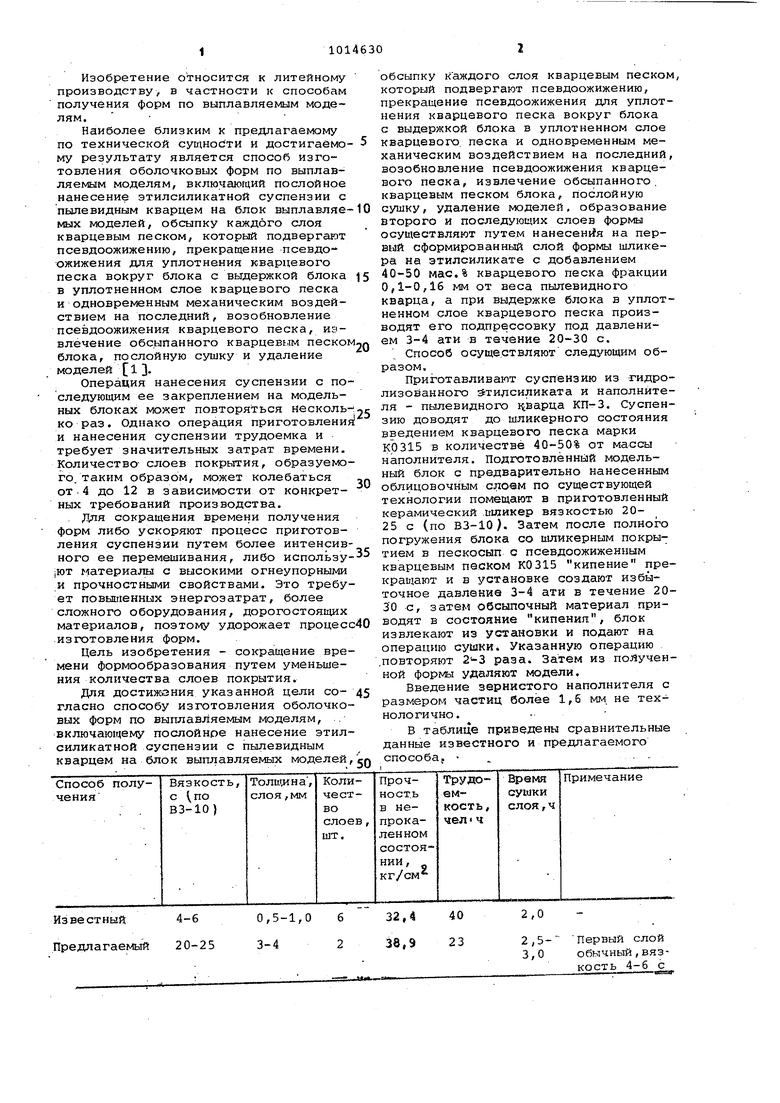
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Способ изготовления многослойных комбинированных форм по выплавляемым моделям | 1982 |
|
SU1129014A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ СВЯЗУЮЩЕГО ЖИДКОГО СТЕКЛА | 2003 |
|
RU2266172C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1992 |
|
RU2043825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368451C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ дёошч:КОШХ ФОРМ ПО ВЫПЛАВЛЯЕ ИЫМ МОДЕЛЯМ, включаняций послойное нанесрние этилЪиликатной суспензии с пылевиднымкварцем на блок выплавляемых мр.делей, обсыпку каждого слоя кварцевым песком, кото1яЖ подвергают псёвдоожижению, прекращение псевдоожижений для уплотнения кварцевого песка вокруг блока с вЬщержкой блока в уплотненном слое кварцевого песка и одновременным механическим воздействием на последний, возобновление псевдоожижения кварцевого песка, извлечение обсыпанного кварцевым песком бло- ка, послойную сушку, удаление моделей, отличающийся тем, что, с цель. сокращения времени формообразования путем снижения количества слоев оболочковой фор№л, образование BTOpotxJ и последующих слоев форMts осуществляют путем нанесения «а . первый сформированный слой шликера на этилсиликате с добавлением 40-50 мас.% кварцевого песка фракции 0,1-0,16 мм от веса пылевидного квар-§ :ца, а при выдержке блока в уплотнен- i ном слое кварцевого песка производят Л его подпрессовку под давлением 3-4 F в течение 20-30 с.
3,0 обычный,вязкость 4-6 с
31014630-4
При содержании кварцевого пескащает количество наносимых слоев поменее 40% вязкость суспензии уменьша-крытия, не уменьшая, а наоборот уве-.
ется, а количество слоев покрытияличивая прочность полученной оволочIувеличивается. При содержании пескаки. Общая трудоемкость операции форболее 50% суспензия нетехнологична.мообразования сокращается, в два раза.
Результаты испытаний показали,чтои нанесения суспензии, обсыпки слоев
;добавлёние крупной фракции в суспен-покрытия не требует существенного
зйю и последующая подпрессовка кера-.изменения используемой технологии и
мического покрытия в два раза сокра-дополнительных затрат.
5Технологический процесс приготовления
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье по Игшлавляемьам кгоде-рям/ Инженерная монография | |||
| Под ред Я.И.Шкяенника | |||
| П., Машиностроение, 1971, С.235.. | |||
