ее.
00
ко
00
i.
Изобретение относится к литейному дроизводству, а именно к способам изготовления форм по выплавляемым 1 оделям.
Цель изобретения, - сокращение гшк 4а изготовления форм, снижение их (Себестоимости, повышение прочности и термостойкости. I П р и м е р. На модельный блок модельного состава Р-3 или наносят 3-5 слоев этилсиликатной сус рензии, состоящей, .мас,%. I Этилсиликат 32-11,36 Этиловый спирт 6,57 Вода5,52
Соляная кислота 0,45 Серная кислота 0,32 Пылевидный кварц 75,3%, Каждый слой обсыпают огнеупорньм атериалом - Кварцевым песком: первый слой марки КО 16 А (в), последующие К04А (Б) и сушат при 22-28°С в течение 3,5-4 ч. После сушки послед- iHero слоя до остаточной влажности 11,2% из формы выплавляют модель в ;модельном составе при 135 t 2°С или iгорячим воздухом при 170 ± . Зачтем все углубления и полости с наруж ной стороны формы заполняют при виб- рагуии огнеупорным материалом, например кварцевым песком или формовочной смесью, .(песок 70%, цемент марки 400 15%, вода - 15%), и закрывают отверстия крьппками из токопроводного материала, например металлическими. Чашу литниковой системы плотно закрывают заглушкой из токопроводного материала.
Блок с крышкой-токоподводом устанавливают в зйжимы каретки электролизера. Далее на блок методом окунания наносят токопроводный слой из токопроводпой суспензии таким образом, чтобы токопроводное покрытие касалось крьпики - токоподвода. После извлечения блока из ванны и стекания излишков суспензии его обсыпают зернистым огнеупорным материалом - шамотом.
Состав токопроводной суспензии, мас,%:
Шамот пылевидный 59,94 Кальциймагнийалюмохром- фосфатная связка, модифицированная девятивод- ным хромом40,0
ПАВ (ОП-7)0,06 .
Затем без промежуточной сушки блок погружают в ванну с фг)ретичес- кой суспензией, в которой наносят основной огнеупорный слой толщиной 2,5-3,0 мм методом электрофореза при напряжении 60 В в течение 90 с.
Состав форетической суспензии, мас.%;
Шамот пылевидный 40,48 Шамот зернистый 27,0 Асбест2,5
Вода30,0
Электролит - 10%-ный водный раствор гексомртафосфата натрия 0,2 После извлечения блока из ванны и стекания излишков суспензии его обсыпают зернистым огнеупорным мате- риалом - шамотом. Далее блок сушат в сушильной камере при 40 - в течение 120 мин до остаточной влажности 1 ,0% по режиму
1 камера40 t 2°С30мин
2камера70 t 2°С30мин
3камера100 ± 2°С30мин
4камера150 t 2°С30мин
При изготовлении крупных отливок на оболочковую форму наносят слои методом электрофореза из токопроводной и форетической суспензии повторно (2-3 цикла). Перед нанесением каждого повторного цикла форму охлаждашт до 20 - 25°С путем обдувки ее воздухом в течение 15-20 мин.
Нанесение последующих слоев методом электрофореза обеспечивает повышение производительности и уменьшекие времени формирования оболочки вследствие нанесения спаренных слоев из юкопроводной и форетической суспензии, увеличения толищны слоев и одновременной их сушки при более вы сокой температуре (от 40 до ); способствует повьш1ению прочности в нагретом состоянии и термостойкости форм, а также уменьшению их стоимости. Указанный эффект достигается тем
что для приготовления токопроводной суспензии используют термосто11кое и недорогое связующее - кальциймаг- нийалюмохромфосфатную связку, моди- фицированную девятиводным хромом.
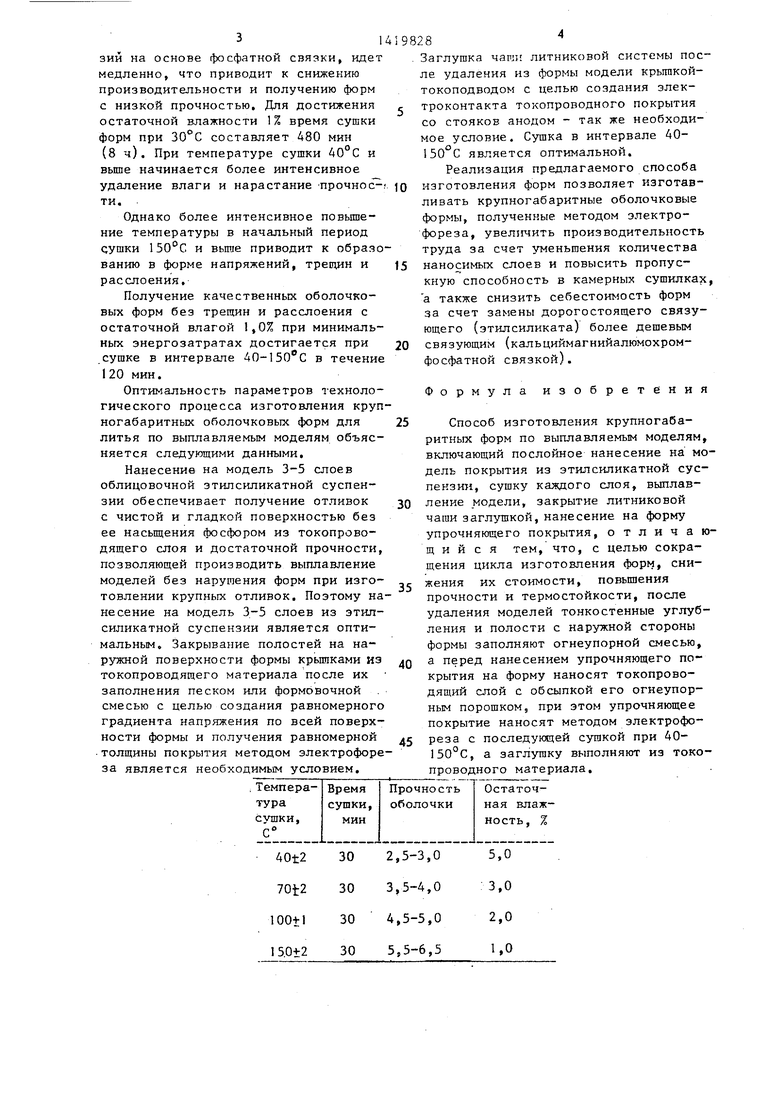
Влияние режима сушки на свойства формы приведено в таблице.
При температуре сушки менее 40 С влагоудаление и формирование прочности оболочки, изготовленной из су- спензий на основе фосфатной связки, идет медленно, что приводит к снижению производительности и получению форм с низкой прочностью. Для достижения остаточной влажности 1% время сушки форм при 30°С составляет 480 мин (8 ч). При температуре сушки 40°С и выше начинается более интенсивное удаление влаги и нарастание прочноети.
Однако более интенсивное повышение температуры в начальный период сушки и выгае приводит к образованию в форме напряжений, трещин и расслоения.
Получение качественных оболочковых форм без трещин и расслоения с остаточной влагой 1,0% при минимальных энергозатратах достигается при сушке в интервале 40-150 С в течение 120 мин.
Оптимальность параметров технологического процесса изготовления крупногабаритных оболочковых форм для литья по выплавляемым моделям объясняется следующими данными.
Нанесение на модель 3-5 слоев облицовочной этилсиликатной суспензии обеспечивает получение отливок с чистой и гладкой поверхностью без ее насьш;ения фосфором из токопрово- дящего слоя и достаточной прочности, позволяющей производить выплавление моделей без нарушения форм при изготовлении крупных отливок. Поэтому нанесение на модель 3-5 слоев из этил- силикатной суспензии является оптимальным. Закрывание полостей на наружной поверхности формы крьшками из токопроводящего материала после их заполнения песком или формовочной смесью с целью создания равномерного градиента напряжения по всей поверхности формы и получения равномерной толщины покрытия методом электрофореза является необходимым условием.
О Q
5
Заглушка чагги литниковой системы после удаления из формы модели крышкой- токоподводом с целью создания электроконтакта токопроводного покрытия со стояков анодом - так же необходимое условие. Сушка в интервале 40- 150°С является оптимальной.
Реализация предлагаемого способа изготовления форм позволяет изготавливать крупногабаритные оболочковые формы, полученные методом электрофореза, увеличить производительность труда за счет уменьшения количества наносимых слоев и повысить пропускную способность в камерных сушилках, а также снизить себестоимость форм за счет замены дорогостоящего связующего (этилсиликата) более дешевым связующим (кальциймагнийалюмохром- фосфатной связкой).
Формула изобретения
Способ изготовления крупногабаритных форм по выплавляемым моделям, включающий послойное нанесение на модель покрытия из этилсиликатной суспензии, сушку каждого слоя, выплавление модели, закрытие литниковой чагаи заглушкой, нанесение на форму упрочняющего покрытия, отличающийся тем, что, с целью сокращения цикла изготовления форм, снижения их стоимости, повьш1ения прочности и термостойкости, после удаления моделей тонкостенные углубления и полости с наружной стороны формы заполняют огнеупорной смесью, а перед нанесением упрочняющего покрытия на форму наносят токопрово- дящий слой с обсыпкой его огнеупорным порошком, при этом упрочняющее покрытие наносят методом электрофореза с последующей сушкой при 40- 150°С, а заглушку выполняют из токопроводного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отверждения оболочковых форм,получаемых по выплавляемым моделям методом электрофореза | 1981 |
|
SU984635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2295419C1 |
| Токопроводящее покрытие для изготовления литейных форм по разовым моделям методом электрофореза | 1978 |
|
SU790023A1 |
| Способ изготовления многослойных комбинированных форм по выплавляемым моделям | 1982 |
|
SU1129014A1 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| Состав наполнителя для изготовления оболочковых форм | 1983 |
|
SU1156798A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Способ изготовления литейных форм по выплавляемым моделям | 1989 |
|
SU1731406A1 |
Изобретение отн осится к литейному производству. Цель изобретения- сокращение цикла изготовления форм, снижение их стоимости, повьшение проч- HoctH и-термостойкости. Существо спосо ба. На модельный блок наносят 3-5 слоев этилсиликатной суспензии с обсыпкой и сушкой каждого слоя. После выплавления моделей все углубления с наружной части формы заполняют огнеупорной, смесью, а литниковую чашу закрывают заглушкой из токопровод- ного материала. Подготовленный таким образом блок устанавливают в электролизер и методом окунания наносят токопроводный слой. После извлечения блока из ванны его обсыпают шамотом. Без промежуточной сушки блок погружают в ванну с форетической суспензией и наносят слой толщиной 2-,5-3 мм с последующей обсыпкой шамотом. Далее блок сушат при 40-150°С 2 ч. В зависимости от габаритов отливки электро- форетический слой наносят повторно 
| Литье , по выплавляемым моделям, / Под ред | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Озерова, М.: Магошостроение, 1984, с | |||
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приготовление и нанесение покрытий на жидком стелке | |||
| М.: ЗИЛ, 1967 | |||
