| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2332296C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332295C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2370355C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| Способ электрохимической обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1692779A1 |
| Способ обработки металлов с пропусканием через зону резания импульсов электрического тока | 2018 |
|
RU2677565C1 |
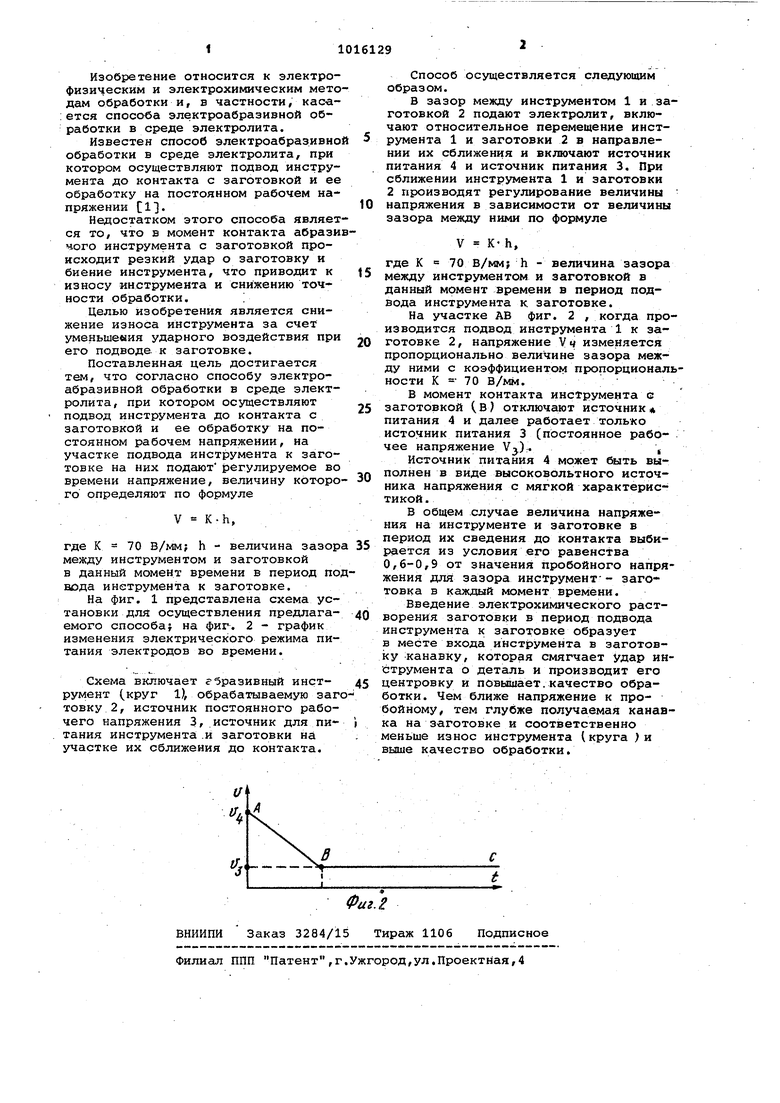
СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ В СРЕДЕ ЭЛЕКТРОЛИТА, при котором осуществляют подвод инструмент до контакта с заготовкой и ее обработку на постоянном рабочем напряжении, от лич ающи йс я тем, что, с целью сацтчення износа инструмента за счет уменьшения ударного воздействия при его подводе к заготовке , на участке подвода инструмента к заготовке на них подают регулируемое напряжение, величину которого определяют по формуле V K-h, где К 70 В/мм; h - величина зазора между инструментом и заготовкой в данный момент времени в период подвода инструмента к- заготовке. О) ю со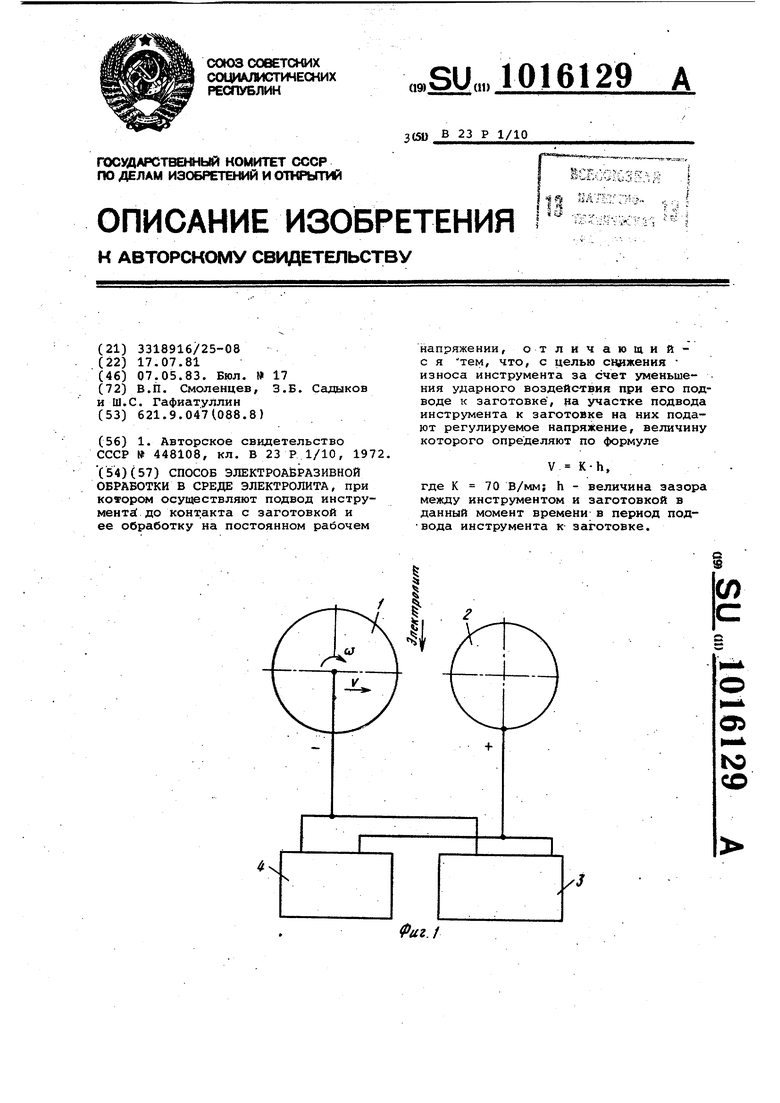
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ электроалмазной обработки твердосплавных материалов | 1972 |
|
SU448108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
