Изобретение относится к технологии машиностроения, в частности к способам отделочно-упрочняющей обработки сферических поверхностей деталей, например автомобильных шаровых пальцев из сталей и сплавов, поверхностным пластическим деформированием (ППД) с импульсным нагружением деформирующих элементов инструмента.
Известен способ и устройство для обработки неполных сферических поверхностей деталей ППД, при котором обрабатываемой заготовки и деформирующему инструменту сообщают вращательное движение, причем деформирующему устройству сообщают вращение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, при этом угловая скорость деформирующего устройства связана с угловой скоростью обрабатываемой заготовки соотношением ωин>>ωд, кроме того, дано математическое соотношение между усилием нагружения и усилием обкатывания [1].
Способ отличается низким КПД, недостаточно большой глубиной упрочненного слоя и невысокой степенью упрочнения обрабатываемой поверхности, что не приводит к изменению физико-механических показателей поверхностного слоя заготовки, низкая износостойкость, невысокий предел выносливости и другие эксплуатационные характеристики, при этом качество обрабатываемой поверхности невысокое.
Задачей изобретения является расширение технологических возможностей ППД благодаря использованию ударного и силового воздействия на поверхность обрабатываемой заготовки, что приводит к изменению показателей поверхностного слоя заготовки, повышению износостойкости, предела выносливости и других эксплуатационных характеристик, управлению глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности, а также повышению качества и точности обработки благодаря установке деформирующих элементов на плоских пружинах.
Поставленная задача решается предлагаемым способом импульсного упрочнения неполных сферических поверхностей, при котором заготовке сообщают вращательное движение, а устройству, содержащему индивидуальный привод со шпинделем и установленный на нем деформирующий инструмент с деформирующими элементами, сообщают вращательное движение и поперечную подачу, причем деформирующий инструмент содержит корпус в виде ступицы, в радиальных пазах которого на плоских пластинчатых пружинах установлены деформирующие элементы, минимум на двух пружинах каждый, причем элементы выполнены в форме пластин с рабочей поверхностью вогнутой внутрь, обратной обрабатываемой сферической поверхности радиусом (R3-h) мм, где R3 - радиус обрабатываемой сферической поверхности заготовки, мм; h - натяг, мм; при этом рабочая поверхность элементов выполнена прерывистой и имеет выступы и впадины, таким образом, что выступы предыдущего деформирующего элемента расположены против впадин последующего - в шахматном порядке, причем выступы перекрывают впадины, т.е. длина выступов больше длины впадин, кроме того, выступы расположены симметрично относительно плоскости, проходящей через центр обрабатываемой сферической поверхности и перпендикулярной оси вращения инструмента.
Сущность способа упрочнения сферических поверхностей поясняется чертежами.
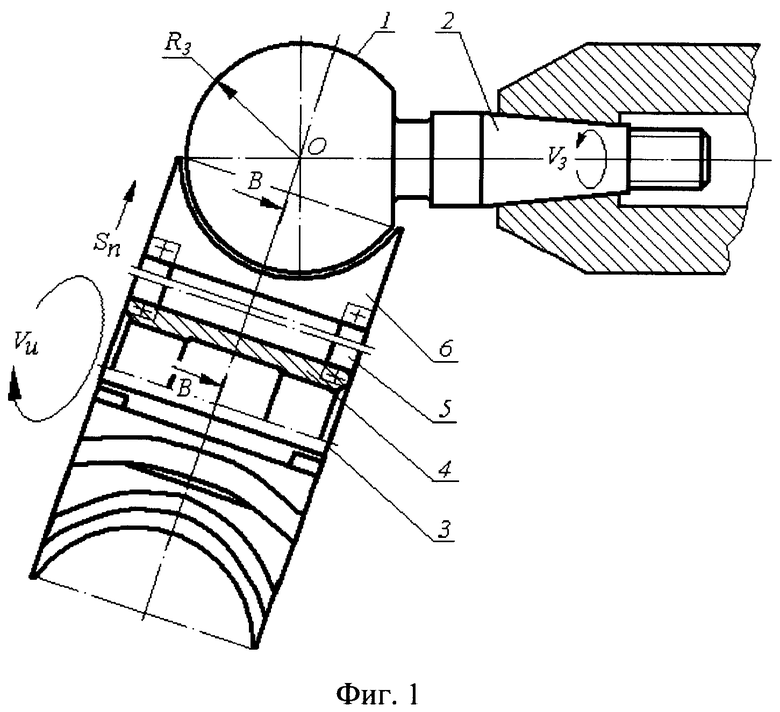
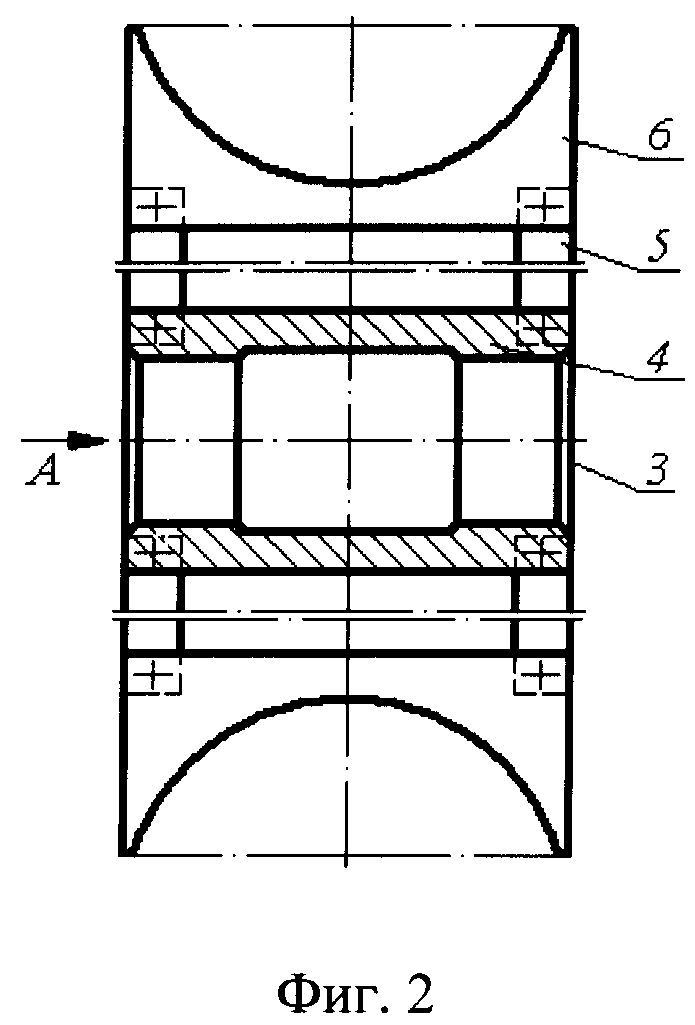
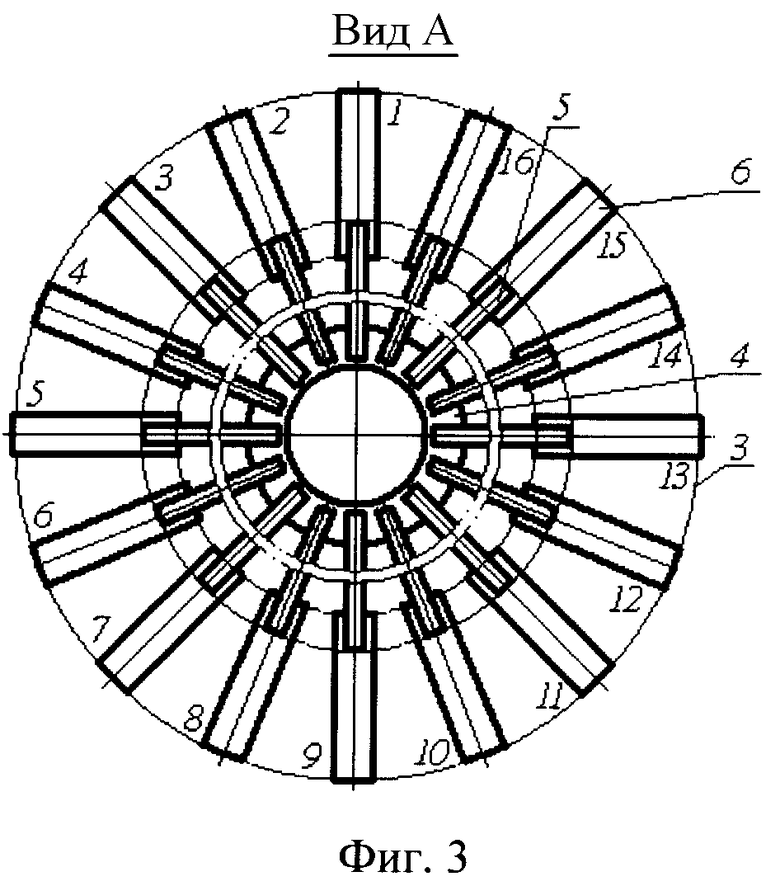
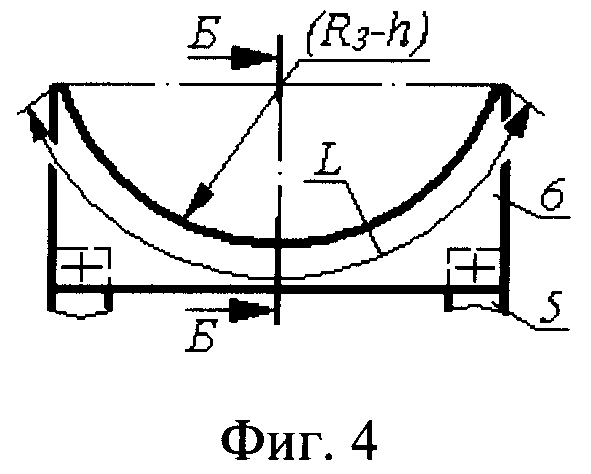
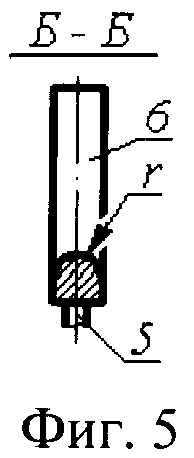
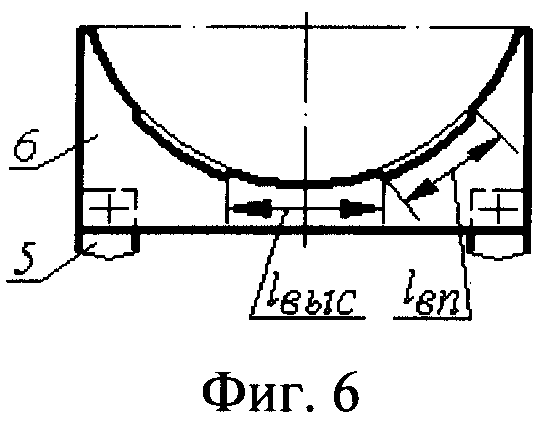
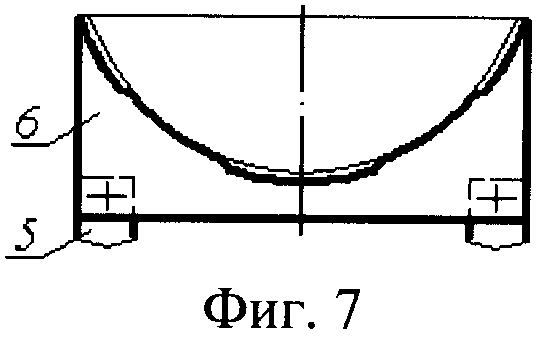
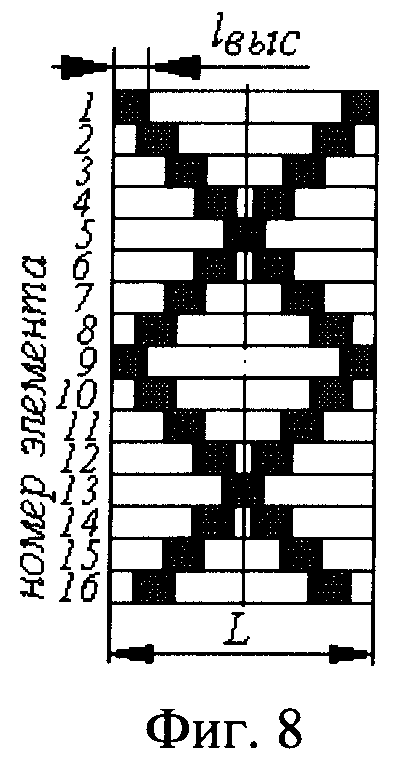
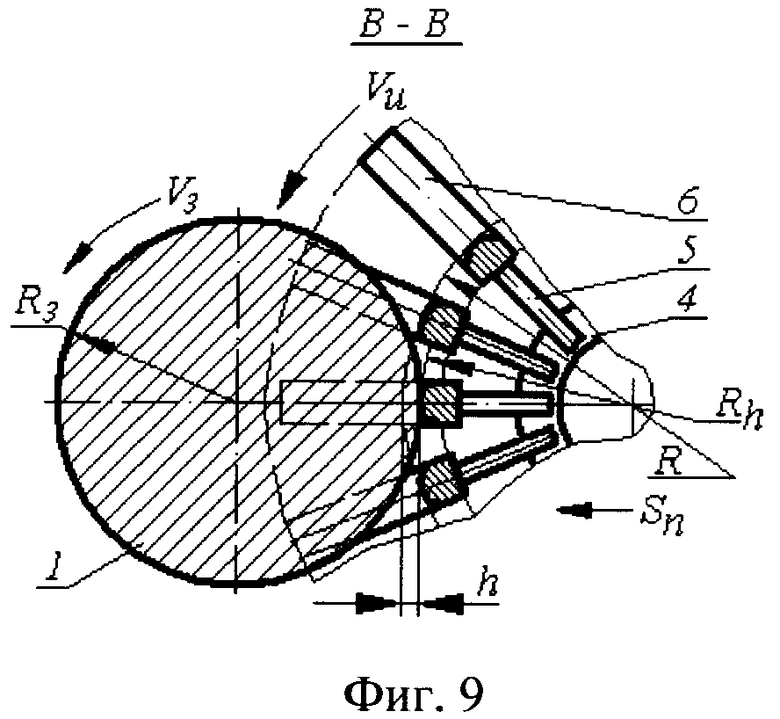
На фиг.1 представлена схема наладки для обработки заготовки автомобильного шарового пальца с неполной сферической поверхностью, установленного в специальном приспособлении с базированием по конической поверхности хвостовика, устройством, реализуемым предлагаемый способ, частичный продольный разрез; на фиг.2 - конструкция устройства, с помощью которого реализуется предлагаемый способ, продольный разрез; на фиг.3 - вид устройства с торца по А на фиг.2; на фиг.4 - деформирующий элемент со сплошной рабочей поверхностью; на фиг.5 - разрез по Б-Б на фиг.4; на фиг.6 - вариант конструкции деформирующего элемента с рабочей поверхностью, имеющей выступы и впадины; на фиг.7 - вариант конструкции деформирующего элемента с рабочей поверхностью, имеющей выступы и впадины, который устанавливается в инструмент вслед за предыдущим элементом, показанным на фиг.6; на фиг.8 - развертка рабочей поверхности инструмента, возможный вариант расположения выступов и впадин на деформирующих элементах; на фиг.9 - схема процесса упрочнения сферической поверхности предлагаемым способом.
Предлагаемый способ предназначен для поверхностного пластического деформирования (ППД) - упрочнения неполных сферических поверхностей 1 обрабатываемых заготовок 2, например, автомобильных шаровых пальцев. При обработке заготовке сообщают вращательное движение VЗ, а деформирующему инструменту 3 - вращательное движение VИ и поперечную подачу SП с целью подвода и поджатая деформирующих элементов к центру О сферической поверхности для установки нужного натяга h.
Предлагаемый способ реализуется устройством, которое содержит индивидуальный привод со шпинделем (не показаны) и установленный на нем деформирующий инструмент 3. Инструмент 3 состоит из корпуса 4 в виде ступицы, которая имеет центральное отверстие для монтирования на шпинделе. В периферийных радиальных пазах корпуса 4, выполненных с каждого торца, жестко одним концом радиально заделаны плоские пластинчатые пружины 5. На свободных концах пружин 5 жестко установлены деформирующие элементы 6. Каждый деформирующий элемент 6 закреплен минимум на двух пружинах 5. Деформирующие элементы 6 выполнены в форме пластин с рабочей поверхностью, вогнутой внутрь, обратной обрабатываемой сферической поверхности 1. Рабочая поверхность - это поверхность контакта деформирующего элемента 6 с обрабатываемой поверхностью 1 и в поперечном сечении она выполнена радиусом r (см. фиг.5). В продольном сечении деформирующего элемента рабочая поверхность выполнена радиусом (RЗ-h) мм, где
RЗ - радиус обрабатываемой сферической поверхности заготовки, мм; h - натяг, мм.
Рабочая поверхность деформируемых элементов 6 выполнена прерывистой и имеет выступы и впадины, таким образом, что выступы предыдущего деформирующего элемента расположены против впадин последующего - в шахматном порядке, при этом выступы перекрывают впадины, т.е. длина выступов lВЫС больше длины впадин
lBП, кроме того, выступы расположены симметрично относительно плоскости, проходящей через центр О обрабатываемой сферической поверхности и перпендикулярной оси вращения инструмента.
Сущность предлагаемого процесса с использованием данного устройства заключается в следующем. При работе деформирующие элементы могут смещаться в радиальном и окружном направлениях за счет прогиба пружин. Используя поперечную подачу SП, подводят и поджимают деформирующие элементы к центру О сферической поверхности заготовки и устанавливают нужный натяг h. Инструмент с деформирующими элементами вращается с высокой скоростью. Элементы при этом наносят по поверхности детали многочисленные удары, пластически деформируя поверхность, и мгновенно отскакивают от нее. В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 400…800 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Предлагаемую ударную обработку применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58…64. Помимо наружных сферических поверхностей этим способом обрабатывают внутренние фасонные поверхности вращения, а также плоскости, соответствующим образом изготовив профиль деформирующих элементов. Можно также обрабатывать прерывистые поверхности и места сопряжений поверхностей.
Обработку выполняют на шлифовальных, токарных и фрезерных станках. Изготовляют деформирующие элементы из сталей марок ШХ15 и 9ХС с твердостью HRC 56-60 для обработки заготовок из цветных металлов, а для обработки заготовок из сталей и чугуна - из твердых сплавов. Пластинчатые пружины 5 изготовляют, например, из стальной холоднокатанной ленты согласно ГОСТ 21996-76.
Твердость поверхностного слоя, глубина наклепа и шероховатость поверхности зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости инструмента, натяга h, размера элементов, их числа в инструменте, частоты вращения заготовки и времени обработки.
Режимы обработки сферических поверхностей деформирующими элементами - пластинами толщиной 7…10 мм и радиусом рабочей поверхности r=3,5…5 мм приведены в таблице 1.
В конкретных случаях необходима экспериментальная отработка режимов. При неправильно выбранном режиме может возникнуть перенаклеп поверхности и в поверхностном слое могут возникнуть растягивающие остаточные напряжения [2].
Для получения хороших результатов необходимо соблюдать следующие условия обработки. Необходимо обеспечивать постоянную величину натяга h. Допускаемое радиальное биение элементов, отклонения формы и радиальное биение заготовки не должны превышать 0,03…0,04 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности заготовки высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием СОТС. Элементы смазывают смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (1…5 мкм). После обработки по этому способу данным устройством точность заготовок соответствует 7…9-му квалитетам.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного по предлагаемому способу данным устройством, проведены экспериментальные исследования обработки автомобильного шарового пальца. Заготовку пальца шарового верхнего 2101-2904187 устанавливали в специальном электромеханическом приспособлении и упрочняли на станке мод. 16К20 с помощью данного устройства. Заготовка изготовлена из стали 20Х ГОСТ 1050-74. Смазывающе-охлаждающей технологической смесью служил сульфофрезол (5%-ная эмульсия). Обрабатывали сферу диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63 мкм. Значения технологических факторов (величины натяга, скорости вращения заготовки и инструмента) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
С учетом перебега инструмента заготовка полностью обрабатывалась за 1,25…1,5 оборота.
Требуемая шероховатость и точность сферической поверхности была достигнута за Тм=0,81 мин (против Тм баз=2,75 мин по базовому варианту при традиционной обработке обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл.1 ГОСТ 577-68 и на профилометре мод. 283 тип АII ГОСТ 19300-86. В обработанной партии (равной 100 шт.) бракованных деталей не обнаружено. Отклонение обработанной поверхности от сферичности составило не более 0,02 мм, что допустимо ТУ.
Величина силы импульсного воздействия деформируемых элементов на обрабатываемую поверхность составляла РИМ=255…400 кН. Глубина упрочненного импульсной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном обкатывании формируется в условиях длительного действия больших статических усилий. С помощью предлагаемого способа аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии.
Исследования напряженного состояния упрочненного поверхностного слоя импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования. Обработка показала, что параметр шероховатости обработанных сферических поверхностей уменьшился до значения Ra=0,32…0,63 мкм при исходном - Ra=3,2…6,3 мкм, производительность повысилась более чем в три раз по сравнению с традиционным обкатыванием. Энергоемкость процесса уменьшилась в 2,2 раза.
Микровибрации в процессе обработки благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование упрочняемой поверхности. Колебания способствуют лучшему проникновению СОТС в зону обработки. При наложении колебаний деформирующие элементы инструмента периодически «отдыхают», что способствует увеличению их стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОТС вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Предлагаемый способ расширяет технологические возможности импульсной обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя и микрорельефом сферической поверхности путем использования устройства и инструмента специальной формы с большим количеством деформирующих элементов, что позволяет увеличить производительность и снизить расходы на изготовление благодаря простоте конструкции.
Источники информации
1. Патент РФ 2031770, МКП6 В24В 39/04, 39/00. Способ обработки неполных сферических поверхностей деталей ППД. Гаврилин A.M., Самойлов Н.Н. 5045958/27; 14.04.92; 27.03.95. Бюл. №9 - прототип.
2. Справочник технолога-машиностроителя. В 3-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1983. С.412-414.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332293C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| СПОСОБ УПРОЧНЕНИЯ | 2008 |
|
RU2367562C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2329134C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2329132C1 |
Изобретение относится к технологии машиностроения, в частности к способам отделочно-упрочняющей обработки неполных сферических поверхностей деталей. Сообщают вращательное движение заготовке и вращательное движение и поперечную подачу устройству, содержащему индивидуальный привод со шпинделем и установленный на нем деформирующий инструмент. Используют деформирующий инструмент, содержащий корпус в виде ступицы с радиальными пазами. Каждый из деформирующих элементов которого установлен по меньшей мере на двух плоских пластинчатых пружинах в радиальных пазах корпуса. Деформирующие элементы выполняют в виде пластин с вогнутой внутрь рабочей поверхностью, обратной обрабатываемой сферической поверхности. Рабочую поверхность деформирующих элементов выполняют прерывистой с выступами и впадинами с расположением выступов предыдущего деформирующего элемента в шахматном порядке напротив впадин последующего и перекрытием впадин выступами. Длина выступов больше длины впадин, выступы расположены симметрично относительно плоскости, проходящей через центр обрабатываемой сферической поверхности и перпендикулярной оси вращения инструмента. В результате расширяются технологические возможности, увеличивается производительность и снижаются расходы. 9 ил., 1 табл.
Способ импульсного упрочнения неполных сферических поверхностей, включающий сообщение вращательного движения заготовке и вращательного движения и поперечной подачи устройству, содержащему индивидуальный привод со шпинделем и установленный на нем деформирующий инструмент с деформирующими элементами, отличающийся тем, что используют деформирующий инструмент, содержащий корпус в виде ступицы с радиальными пазами, каждый из деформирующих элементов которого установлен по меньшей мере на двух плоских пластинчатых пружинах в радиальных пазах корпуса, причем деформирующие элементы выполняют в виде пластин с вогнутой внутрь рабочей поверхностью, обратной обрабатываемой сферической поверхности и имеющей радиус (R3-h) мм, где R3 - радиус обрабатываемой сферической поверхности заготовки, мм; h - натяг, мм, при этом рабочую поверхность деформирующих элементов выполняют прерывистой с выступами и впадинами с расположением выступов предыдущего деформирующего элемента в шахматном порядке напротив впадин последующего и перекрытием впадин выступами, при этом длина выступов больше длины впадин, выступы расположены симметрично относительно плоскости, проходящей через центр обрабатываемой сферической поверхности и перпендикулярной оси вращения инструмента.
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| СПОСОБ УВЕЛИЧЕНИЯ РЕСУРСА СФЕРИЧЕСКОГО ШАРНИРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2103571C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2128574C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| Устройство для обнаружения неисправности электрических цепей | 1986 |
|
SU1397855A1 |

