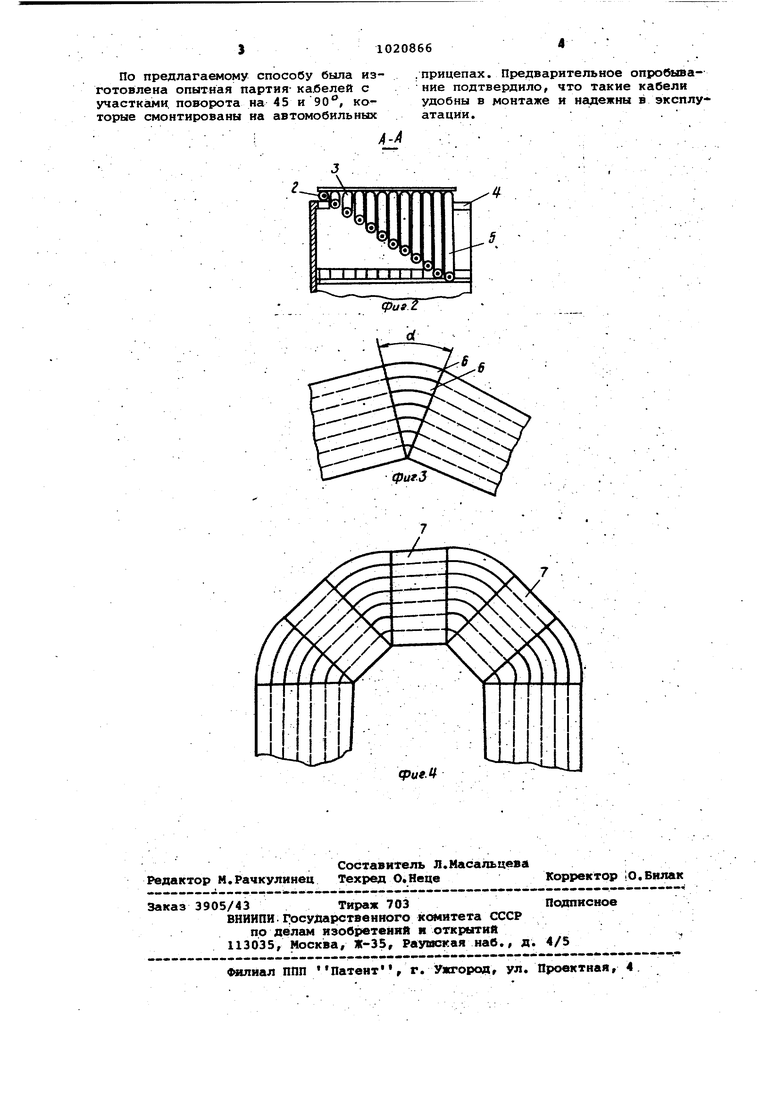
Изобретение относится к элекхротехнике, а шленно к кабельной технике, и может использовано при изготовлении плоских жгутов проводов бортсетл -транспортных средств. Известна электропроводка для транспортных средств, содержащая подложку в виде ленты из термопластичного материала, к. которюй приварены проводники в изоляции из тер пластичного материала,, причем для обеспечения отводов -и поворотов про вода в необХодимьсс местах/на пленке выкладывают петлей с поворотом, потом в пленке вдоль петли .прорезают цель для образования складки и последнюю отгибают под необходимые уг лом 11.- . : . Недостатками указанной электропроводки являются сложность и трудоемкость изготовления участка с . поворотом. Наиболее, близким к предлагаемому является способ изготовления плоско .го кабеля, заключающийся в скреплении между собой проводов, уложенных в одной плоскости, и формироваНИИ петель на проводах в месте поворота с последующим изгибанием кабеля в этом месте 2. Недостатком известного способа я ляется увеличение габарита кабеля в месте поворота. Цель изобретения - уменьшение га баритов плоского кабеля в месте изгиба. Поставленная цель достигается те что согласно способу изготовления плоского жгута проводов с криволине ным участком, заключающемуся в пара лельной укладке проводов на основаНИИ, их скреплении с последующим снятием жгута с основания, каждый и проводов на криволинейном участке жгута уклгщывают с образованием нескрепляемых между собой петельг дли которых увеличивается от центра поворота к его периферии. При этом длина петель каждого пр вода может быть выбрана из соотно{0ения-Дх (R X - R-,)-otV . где оС - угол поворота жгута, рад; .. R-1 радиус изгиба провода, ближайшего к центру изгиба;R - радиус изгиба провода. Образуквдего петлю длиной Ах. На фиг.1 изображен жгут проводов в момент изготовления на устройстве на фиг.2 - разрез А-А на фиг.1; на фиг.З - жгут проводов, нзотнутаЛ на /заданный угол; на фиг. 4 - то nts, с большим углом поворота по большому радиусу, образованным несйолькшш . .местными поворотами на малрм угйл п большему радиусу.В основании 1 для укладки прово-. дов 2 в одной плоскости и сохранения их между собой скрепляющим элементом 3 выполнены пазы 4, служащие для формирования в местах поворота плоского жгута петель 5. При изготовлении жгута по предлагаемому способу провода 2 укладыва- . ют на основание 1, При необходимости образования поворота плоского жгуа провода 2 заводят в паз 4, форми- . руя петли 5, длинакоторых может быть определена по формуле Ах (Rj( - R)oi , где ot - угол пово4)ота жгута, рад; R - радиус изгиба провода, ближайшего к центру изгиба j Ry - радиус изгиба проаода, образующего петлю длиной лх. . После этого участки проводов 2, расположенные на основании 1, скрепляют между собой скрепляющим элементом 3, при.этом л астки проводов 2, образующие петли 5, оказываются не скрепленными друг с другом. . . Жгут, снятый с основания 1 после скрепления за счет распрямления петель 5, изгибается в плоскости расположения проводов, как показано на фиг.З. ПРИ этом Петли 5, распрямляясь, образуют дуги 6с центральные углом. Если при изготовлении участка жгута, на которых образуют петли 5, -чередуются с участками 7 прямолинейно уложенных скрепленных между собой проводов, то после снятия с основания 1 жгут изгибается на большой угол по дуге большего радиуса, при этом участки 7 придают жгуту жесткость . Использование предлагаемого способа позволяет изготовлять плоские жгуты, у которых в местах поворота габариты не отличаются от габаритов в . других местах. По сравнению с известные (он же базовый объект) предлагаемый способ позволяет получить жгут на участке поворота по толцяне, равный жгуту вне указанного участка, в то вр&ля как известный способ требует увеличения габаритов по толщине жгута минимум в два (для трехжильно о плоского кабеля) и соответственно в 4.-5 раз для жгута, состоящего из 10-12 проводов при их изгибе на угол в преяёлах 90. Как показывает опыт, арм этом существенные недостатком известного способа является невозможность протаскивания изогнутого участка через щели, зазор в которых не превышает Толщину жгута по мере в двое, а практически в три раза, так как со стороны центра изгиба жгут на участке поворота Фак тически имеет три сложения.
По предлагаемому способу была изготовлена опытная партия- кабелей с участками, поворота на 45 и 90, которые смонтированы на автомобильных
.прицепах. Предварительное опробывание подтвердило, что такие кабели удобны в монтаже и надежны в эксплу атации.. 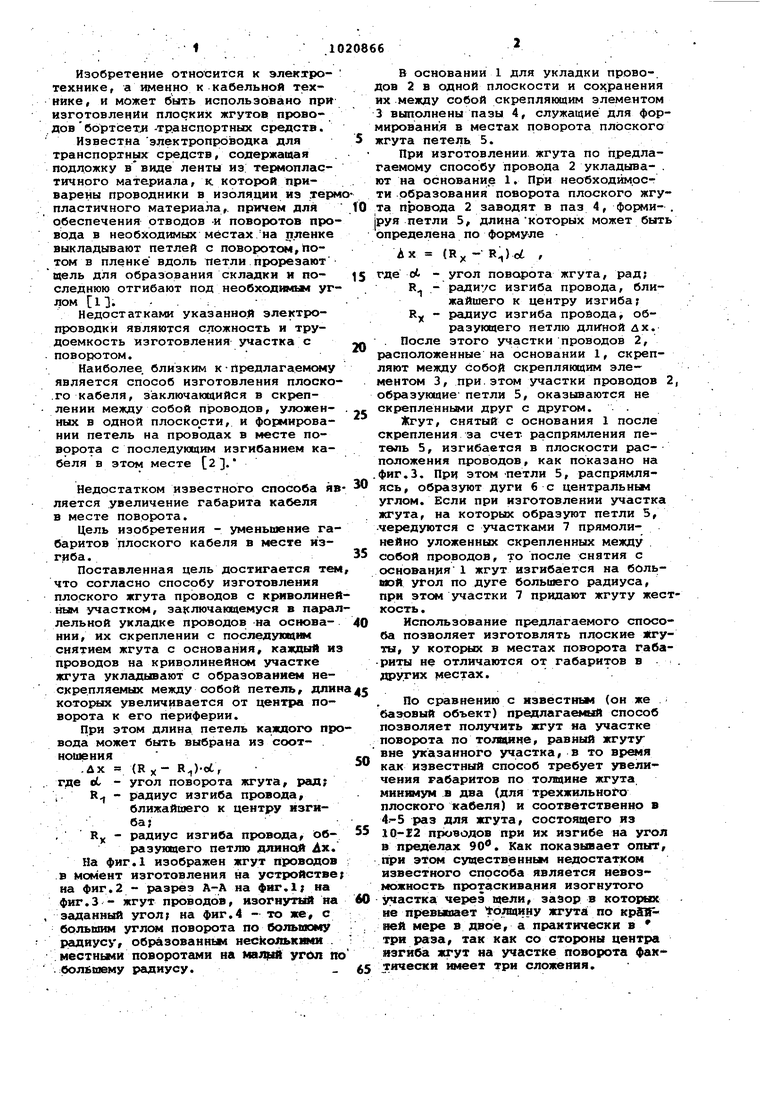
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления плоского кабеля | 1983 |
|
SU1364116A1 |
| Водоохлаждаемый кабель и способ изготовления кабельной линии с водоохлаждаемым кабелем | 1980 |
|
SU968859A1 |
| Ленточный провод | 1979 |
|
SU881878A1 |
| Устройство для изготовления плоских монтажных жгутов проводов | 1981 |
|
SU1076958A1 |
| Устройство для электрической связи неподвижной и подвижной частей объекта | 1989 |
|
SU1713008A1 |
| Устройство для обмотки длинномерного сердечника | 1988 |
|
SU1745658A1 |
| ЛАЗЕРНО-ЛЮМИНЕСЦЕНТНЫЙ КОНЦЕНТРАТОМЕР, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОКАБЕЛЬНОГО НАКОНЕЧНИКА (ВАРИАНТЫ) | 2005 |
|
RU2356032C2 |
| Способ изготовления водоохлаждаемого кабеля и водоохлаждаемый кабель, изготовленный по данному способу | 2023 |
|
RU2825433C1 |
| Устройство для соединения гибкими кабелями или шлангами неподвижной части машины с поворотной | 1985 |
|
SU1339718A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ЭНЕРГИИ С НЕПОДВИЖНОЙ ЧАСТИ ОБЪЕКТА НА ВРАЩАЮЩУЮСЯ | 1996 |
|
RU2115985C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ЖГУТА ПРОВОДОВ С КРИВОЛИНЕЙНЫМ УЧАСТКОМ, заключающийся в :параллельной укладке проводов на основании, их скреплении с последующим снятием жгута с -основания, о т л и ч а ю ц и. и с я тем, что,, .с целью уменьшения габаритов, каждый из )оводс в на криволинейном участке жгута укладывают с образованием нескрепляемых между собой петель, длина которых увеличивается от центра поворота к его периферии. 2. Способ по п.1, о тли ч а юnt и и с я тем, что длину петель каждого провода выбирают из соотношения ( I где OL - угол поворота жгута, рад7 радиус изгиба провода, (Л ближайшего к центру изгиба; RJ,- ргшиус изгиба провода, об . разуюцего петлю длиной Лх. ю оо сь О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электропроводка для транспортных средств | 1974 |
|
SU588936A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для отображения информации на экране цветного видеоконтрольного блока | 1988 |
|
SU1529280A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
