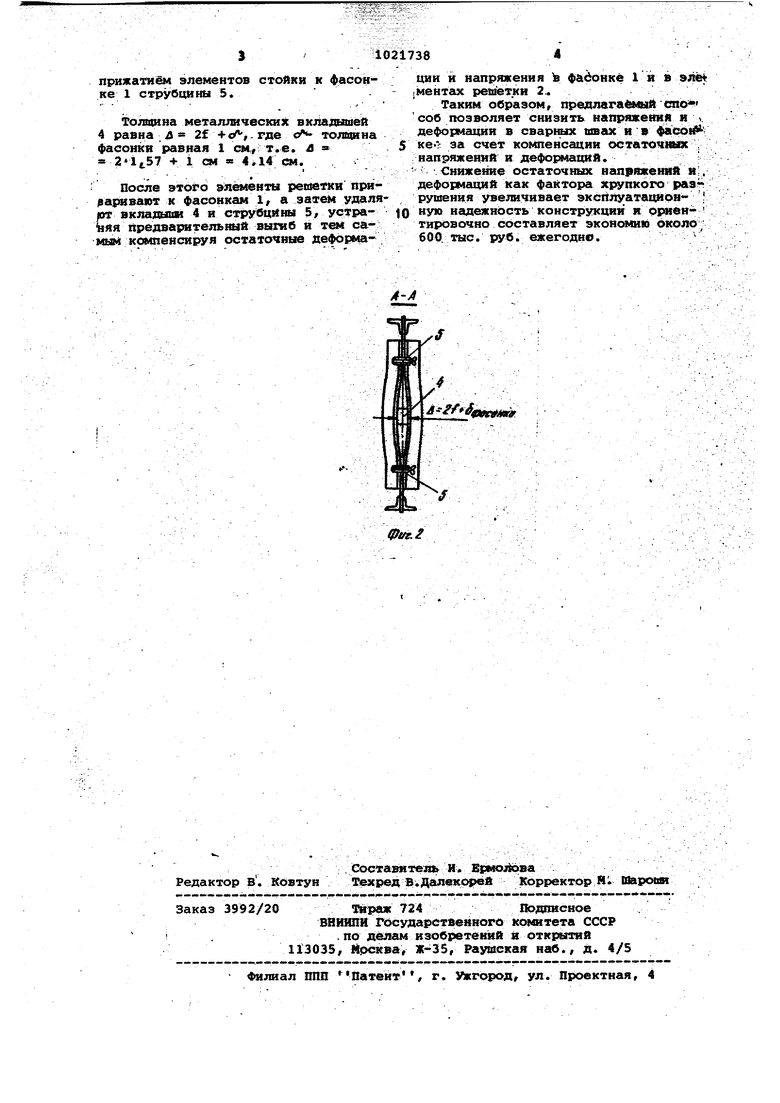
Изобретение относится к строительству и может быть использовано при сооружении промышленных и гражданских зданий. Известен способ повьаяения прочности решетчатых металлических конструкций заключающийся в усилении элементов .решетки путем наложения дополнительных уголков на болтовых соединениях fl. Однако этот способ характеризует ся дополнительным расходом материала и ослаблением элементов эа счет отверстий для болтовых соединений. Наиболее близким к изобретению является способ повышения эксплуатационной надежности рюшетчатых металлических ферм, стержни которых выполнены из парных элементов путем усиления фасонок, соединяюсоих пояса с решеткой 2}.. Недостатками известного способа являются увеличение расхода металла а также возникновение дополнительных сварочных напряжений и деформаций, что является очагом возникновения трещин и разрушений. Цель изобретения - снижение оста точных напряжений и дефо яхадий в сварных швах в фасонке. Цель достигается тем, что соглас но способу повышения эксплуатационной надежности металлических ферм, стержни которых выполнены из парных Элементов путем усиления фасонок, , соединяюяаюгх пояса с решеткой, парные элементы соединяют концами и выгибают, устанавливая между ними вкладыада, затем присоединяют решетку к фасонке, после чего устраняют предварительный выгиб, удаляя вкладалии . На фиг. 1 изображена решетчатая металлическая конструкция (ферма); на фиг. 2 - разрез А-А на фиг. 1. Ферма состоит из фасонки 1, элементов решетки 2, пояса 3, металлического вкладыша 4, струбцины 5. При сварке элементов решетки металлической конструкции на стадии охлаждения в 1нве и околошовной зоне происходят пластические деформации укорочения и удлинения, которые при водят к исчерпанию пластических свойств материала и к возникновению горячих и холодных микротрещин.. Кро ме того, при достижении .температур 140-160С в зоне шва и околошовной зоне модуль упругости и предел теку чести достигают своего номинальногс значения и пластические деформации укорочения вызывают упруго-пластические деформации . в-прилегающих зонах (фиг. 1). Таким образом, участок 1 между элементами решетки 2 и поясом 3 .находится под действием растягивающих напряжений с искаженной кристаллической решеткой, так как деформации в этой зоне происходят при сравнительно низких температурах (ниже +150°С). В процессе эксплуатации в условиях низких температур и знакопеременных нагрузок дефекты от сварки в швах и фасонке прогрессируют и приводят к разрушению конструкции. Для устранения разрушения конст- .рукций по фасонке и сварным швам элементы решетки перед сваркой подвергают выгибу, при этом величину выгиба определяет по формуле; Кзе , 9 где f - прогиб, см; о1 - коэффициент линейного расширения, г длина элемента решетки, см; объемная теплоемкость, Дж/см Ъ; длина флангового шва см; модуль упругости первого рода;. скорость сварки, см/с; толщина свариваемого элемента решетки, см; эффективная тепловая мощность источника сварки, Дж/с; усадочная сила, kH. р -А, , где It - коэффициент полезного действия;J - сварочный ток, А; и - сварочное напряжение, Bj F - площадь сечения фасонки, см. После сварки всех элементов решетки прогиб устраняют путем легкого постукивания по решеткам и тем саилым компенсируют остаточные деформации и напряжения в фасонке и сварных швах и, следовательно, увеличивают эксплуатационную надежность конструкции в целом. Перед сйаркой элементов решетки к фасонкам 1 поясов 3 фермы элемены решетки 2 подвергаются предвариельному выгибу на величину ,57 см. та величина получена из следуквдих словий L 300 см; oi 12-10 1 ; CB см/с; 1 ф lyg 12 см; 25. и 50 В; J 200 а; 0,7. Выгиб осуществляют посредством становления металлических вкладыей 4 между элементами решетки 2 из авнополочных уголков 70 и плотным
прижатием элементов стойки к фасонке 1 струбцииы 5.
Толщина металлических вкладышей 4 равна л 2f « tf,. где о толвдна фасовки равная 1 снг т.е. и 2l.57 + i см ем.
После этого эпёменты решепси при заривают к фасонкам 1/ а удаляют вкладыши 4 и струбцины 5, устраняя предварительный выгиб и т®« сатш компенсируя остаточные дефорцации и напряжения Ъ фадонкё 1 и в эле
.;ментгис решетки 2..
Таким образом, предлагаемый
соб позволяет снизить напряжения и .. деформации в сваршлх швах и в фасоя ке- за счет компенсации остаточтас , напряжений и деформаций. Снижение остаточных напряжений я;, деформаций как фактора хрупкого р&эг; рушения увеличивает эксйлуатацирнную надежность конструкции и рцпгентировочно составляет экономию около; 600. тыс. руб. ежегодно. 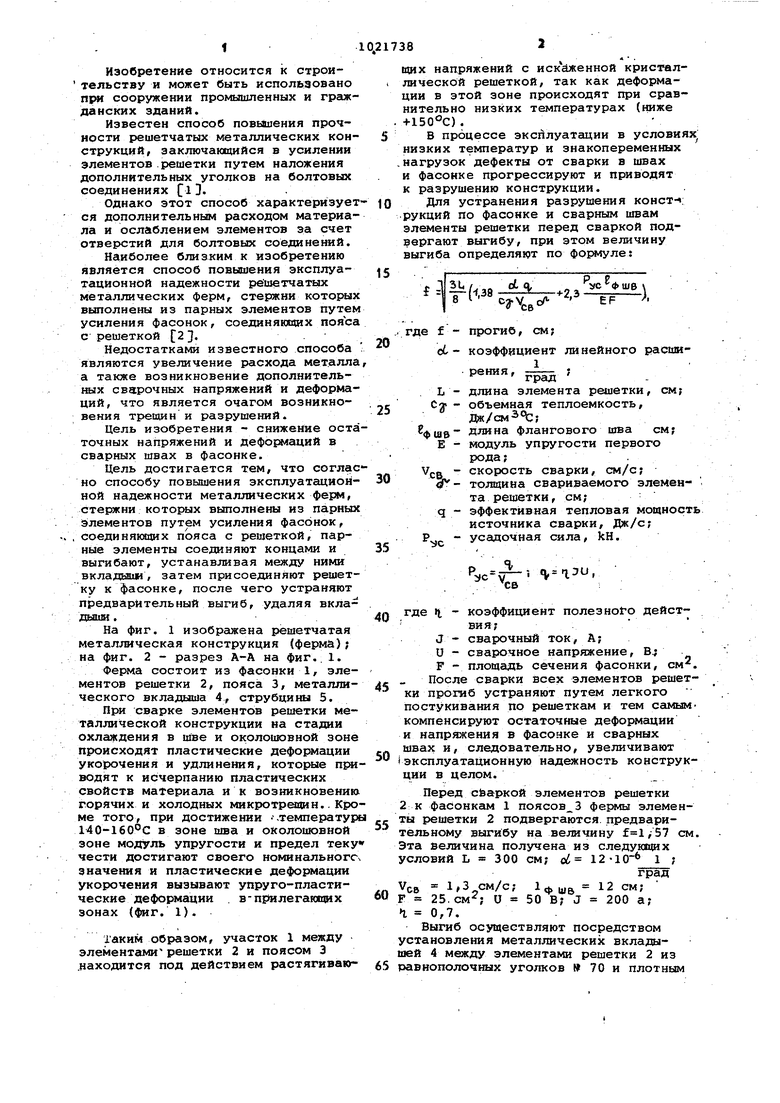
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНОЙ ФЕРМЫ ИЗ КОРОБЧАТЫХ ПРОФИЛЕЙ | 2010 |
|
RU2439257C1 |
| Решетчатая конструкция | 2024 |
|
RU2831492C1 |
| ФЕРМА ИЗ СТЕКЛОПЛАСТИКОВЫХ ПРОФИЛЕЙ | 2022 |
|
RU2793501C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ РАСТЯНУТЫХ СТЕРЖНЕЙ | 2016 |
|
RU2620114C1 |
| УЗЛОВОЕ СОЕДИНЕНИЕ ПЕРЕКРЕСТНЫХ СТЕРЖНЕВЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2501917C2 |
| ЦЕНТРАЛЬНЫЙ УЗЕЛ ВЕРХНЕГО ПОЯСА ДВУСКАТНОЙ ФЕРМЫ | 2019 |
|
RU2725378C1 |
| УЗЕЛ РЕШЕТЧАТОЙ СКВОЗНОЙ ФЕРМЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2407852C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТНОЙ ФЕРМЫ | 2011 |
|
RU2487221C1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2019 |
|
RU2728076C1 |
| ФЕРМА ИЗ ШВЕЛЛЕРОВ | 2009 |
|
RU2415233C1 |
СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННОЙ Ш ЕЖНОСТЙ МЕТАЛЛИЧЕСКИХ ФЕРМ, стержни которых выполнены из парных элементов путем усиления 1 фасонок, соединяющих пояса с решетКОЙ, о т л и ч а ю щ и и с я тем, что, с uejFibro сниження остаточных напряжений и деформаций в сварных швах в фасонке, парные.элементы соел линяют концами и выгибают, ус ганавливая между ними вкладьв, затем присоединяют решетку к фасонке, после чего устраняют предварительный выгиб, удаляя вкладыши. ko с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для подачи в топку фрезерного торфа | 1931 |
|
SU24514A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| , 2 | |||
| МИхеев И.И | |||
| и др | |||
| Усиление конструкций прокслшленных знаний | |||
| Киев, Буд1вельник, 1969, с.40-41. | |||
