Изобретение относится к промышленной трубопроводной арматуре и может найти применение в химической, пищевой: и цругих отраслях промышленности. Известна конструкция диафрагмового вентиля, содержащего гуммированный корпус, крышку и эластичную диафрагму, связанную с приводом. Такой вентиль изготовляется нанесением защитной оболочки на внутреннюю поверхность корпуса путем подачи материала оболочки под давлением в полость, образованную между внутренней поверхностью заглушенного корпуса и поверхностью металлических сердечников, устанавпивае- мых в корпус для оформления поверхности защитной оболочки Ij . Недостатком известной конструкции является наличие разъема в месте соеди- нения корпуса с крышкой, что не обеспечивает полной Герметичности относительно внешней среды и, тем самым, снижает надежность вентиля. Целью изобретений является повышение надежности. Указанная цель достигается тем, что в диафрагмовом вентиле, содержащем гум мированный корпус, крышку и эластичную диафрагму, связанную с приводом, диафра ма выполнена за одно целое с гуммировкой корпуса. Такая конструкция вентиля изготавливается путем вулканизации внутренней резиновой оболочки, при этом на корпус вентиля устанавливают матрицу с форм образующей поверхностью и покрытием, предовращающим крепление резины,а под лежащую гуммированию внутреннюю поверхность корпуса подвергают обработке, обеспечивающей крепление резины, затем в корпус помещают газообразующее вещество и надевают корпус с матрицей до температуры газообразования помещенного в корпус вещества. На фиг. 1 изображен предлагаемый вентиль, pa3pe3j на фиг. 2 - схема,поясняющая осуществление способа изготовления,. Вентиль содержит корпус 1, крышку эластичную диафрагму 3, выполненную как единое целое с гуммировкой 4 корпуса и связанную с приводом 5 через винт 6 и крестовину 7. Для установки вентиля в положение закрыто производится перемещение центра диафрагмы 3 с помощью привоца 5 и крестовины 7 вниз до-плотного прижатия к ответной поверхности гум мированного корпуса 1. Ход центра диафрагмы 3 осуществляется за счет перегиба периферийной поверхности диафрагмового участка (гофры) 8. При этом достигается герметичность вентиля в затворе и полная герметичность 1энутренних полостей , ограниченных цельной i, резиновой обо лочкой, относительно внешней среды. Установка вентиля в положение открыто производится перемещением вверх крестовины 7 и связанного с ней через винт 6 центра диафрагмы 3. Способ гуммировки корпуса с одновременным изготовлением эластичной диафрагмы, представляющей единое целое с гуммировкой, заключается в следующем. В корпус 1 вентиля, подготовленный для гуммирования (с требуемой шероховатостью поверхности и нанесенным клеевым составом), устанавливается невулканизированная резиновая трубка 9, в которую помещается дозированное количество газообразующего вещества 10, Трубка отбортовывается на фланцы 11 вентилж после чего фланцы герметично закрываются заглушками 12. В горловину вентиля 13 вводится заготовка с диаметром, большим диаметра горловины, собранная из армирующих резино-ткане- вых заготовок 14 и 15, крепежного винта 6 и резиновой заготовки 16, После этого навинчивается на резьбовую часть винта и затем крепится к корпусу вентиля матрица 17, рабочая поверхность которой имеет заданную конфигурацию и покры и предот ащакяцее крепление резины к матрице ; 17 в процессе вулканизации. Собранное приспособление помещается в нагревательную камеру, где выдерживается в соответствии с заданным режимом вулканизации. Давление, создаваемое внутри корпуса вследствие газообразования специального газообразующего вещества при нагревании, обеспечивает принятие резиновой трубчатой зеготовкой требуемой формы, крепление ее к специально обработанной гуммируемой поверхности корпуса и создание монолитного армированного тканью и крепежным винтом свободного диафрагмового участка с конфигурацией, повторяющий конфигурацию рабочей поверхности матрицы. Технико-экономическая эффективность изобретения заключается в повышении надежности конструкции диафрагмового вентиля.
16
Фиг.2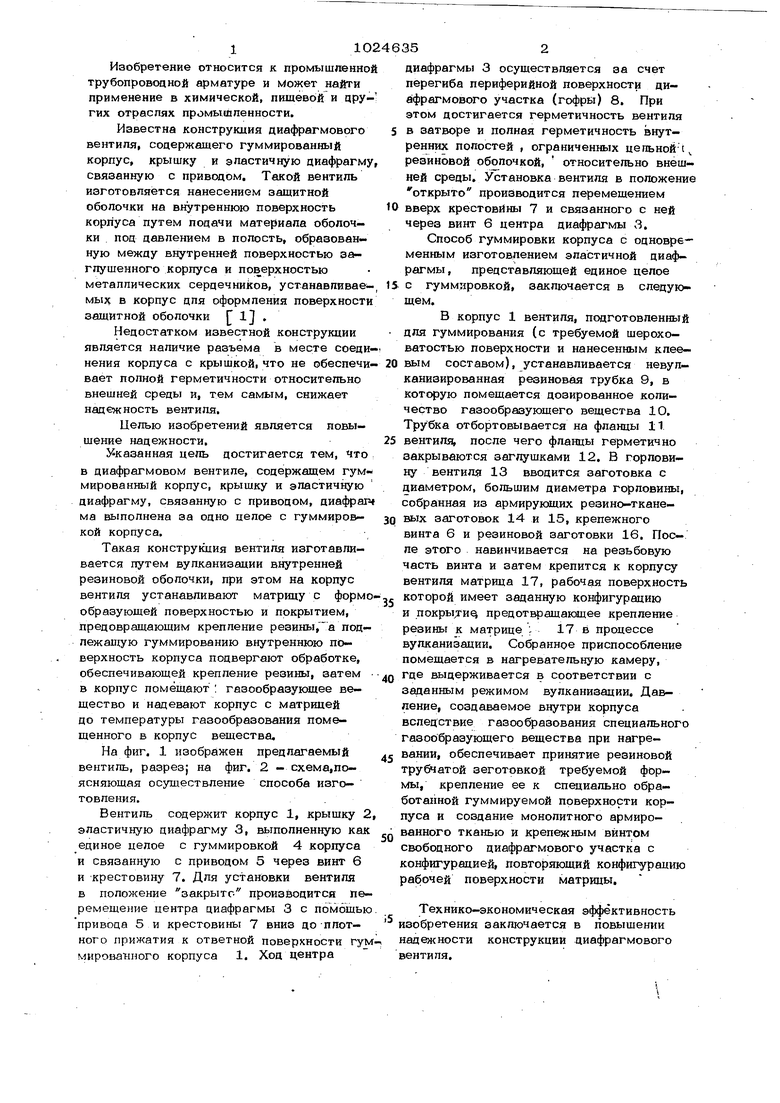
| название | год | авторы | номер документа |
|---|---|---|---|
| Диафрагмовый вентиль | 1982 |
|
SU1079930A2 |
| Устройство для гуммирования внутренних поверхностей труб | 1973 |
|
SU506176A1 |
| ШАРНИР | 2001 |
|
RU2210013C2 |
| КОРПУС ГРУНТОВОГО НАСОСА | 1998 |
|
RU2133881C1 |
| Способ гуммирования металлических изделий | 1989 |
|
SU1712180A1 |
| Ванна для химической обработки проката | 1982 |
|
SU1043183A1 |
| ДИАФРАГМОВЫЙ ВЕНТИЛЬ | 2000 |
|
RU2190141C2 |
| Устройство для гуммирования внутренних поверхностей труб | 1974 |
|
SU490681A1 |
| Способ гуммирования металлической емкости | 2023 |
|
RU2791780C1 |
| СПОСОБ ГУММИРОВАНИЯ ИЗДЕЛИЙ | 1993 |
|
RU2060891C1 |

1. Диа4 агмовый вентйль, соцержшЛий гуммированный корпус, крышку в эпастич1 ю циафра му, свазанную с приводом, от пич аюшййся тем, что, с цепью повышения надежности, ; диафрагма выпопнена, ва одно целое с гуммировкой корпуса. 2.. Способ изготовления диафрагмоэого вентиля путем вулканизации внутренней резиновой оболочки, отличающий с я тем, что на корпус вентиля устанавливают матрицу с формообразующей поверхностью и покрытием, предотвращакшйм крепление резины, а подлежащую гуммированию внутреннюю поверхность корпуса подвергают обработке, обеспечивающей крепление резижь затем в корпус помещают газообрааукяцее вещество и нагревают корпус с матрицей до температуры газообразования помещенного в корпус вещества.g 10 4 Од 00 СП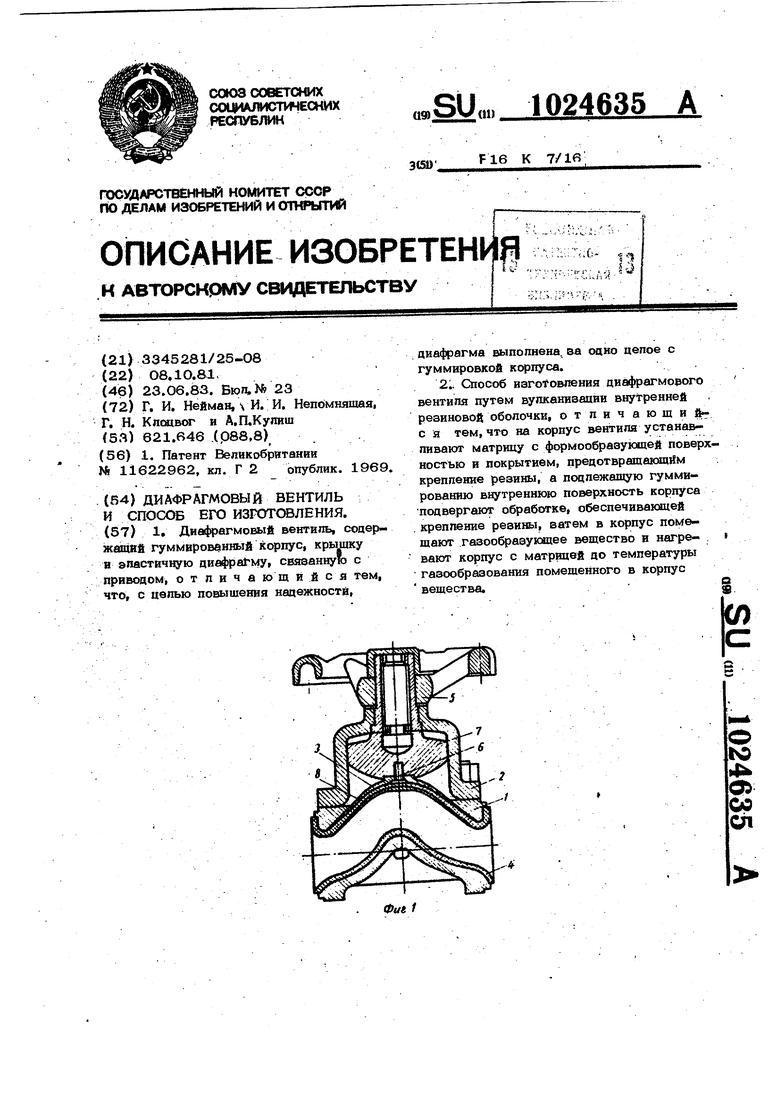
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании N 11622962, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
