ll; iiu|ii;Tciiii( 110 ,4i);u;i4 i)y (осуществления fpiii(ecR;i и но xajjaKTCpiiCTirKe исиильаонанных н нем импульсных |1;1: 1)ядов нредставляет соиой смешанный ялсктроконтактный и элек--п)одугш ой CHIM-OII n;i11лзП1; металла.
Изпес.тен сносоо электрпнаилавь:; мсталл1)и к их сплапо в (трус элоктрулт II.. мс. ип..Я(;мыГ1 1 И(1Чон(ыо свароч)||. I N,.i, чонтированной на токарном (T;iin;e. и с виирадтгрп ялгКТ1и1,та для
на
Bpaiuae ryio деталь
г. .I,; т
за 1ДН11 нрп.11,|.
tbli(i:i,)(
;i.;;)ii iiTiiiii( отличается ||| 1111.1 нанлавкл ir.M, ЧП1, с i(t HpiiXiiU ГО.ПЦЛНПЙ от
дичаллл мл ill)
II.Г| I , 1М,. ИЦМ-Щ.Ч
,М па..рядпые пмiiy.ii.ci) :1лг;|;т|1йчее ;()1() тика д;гмте;П|11пстмп 0.001-0.1)1 сек. 11))Н плотииетл
TIM,. ; ii:;--i Ч)() ММ-. ;: liaiipir.i.cHiiii: iiiiTNiinuniM iii;;a 8-2Г) i;.. iiepe ieilll( ) и. и|)|| ;oM H iiiipiiii;;iiiioM тике с 11алол;|М|П1 м iiocTiniiiiicr) тиьа в. на .M:i;i;.;i i;.
Для ровного отрыва от ilali.inB.iaeMoii M.reKVpojimii )ip(ii;i).(ii;ii л идноиремеино |||) «U|ioi;oBi;ii-yiiTOnie}i)iii) е.Гпя jiaii.iai-.iui iipO :;). (поГ|1ца1 тС 1, )ia)1яду с В 1:1В|1атчп-ис,туиат1. вип| аHiitii в 1 1рт1п,млГУНОМ наиравле);;;, ):ращенпе около ;орт ;:;аЛ1,нои пен ii.iii во: вратио-неспунате.и.пая внооащ; идол1. 1:аила|| Л |м;и | ппа.Ш. l;;lalliae :;li на TI карном станк . Ирн згом Н()Л чается на детали ровная напла1 ленная поверхность ое.ч местных выхватов нлн утолще-нпй.
Для защиты натглавляемого на деталь слоя металла от окисления его кислородом воздуха, а также умен1 шения miycка поверхности налла-вляемой закаленной детали, П1)н.1 еняется снециальлый алектР|.(НТ, в состав которого входят: вода 1,т .) 10 л., сода калыи1нлрова1 ная 350 г.. мыло техническое ,iO г., 10-нроueiKi-) X Ирнстый алюминий 0,2Г) л., 10-ироцентный ло |;1стый марганец О.Г) .I., глицерин 1лО г. и сачар 1ЛО г.
,.Я менее ответственных деталей в соcTai. :-1ле1;гролита мняат входить од.чн Л1С1|1 воды. г. кальциннропаннон соды 11 Г) г. техническиго мыла.
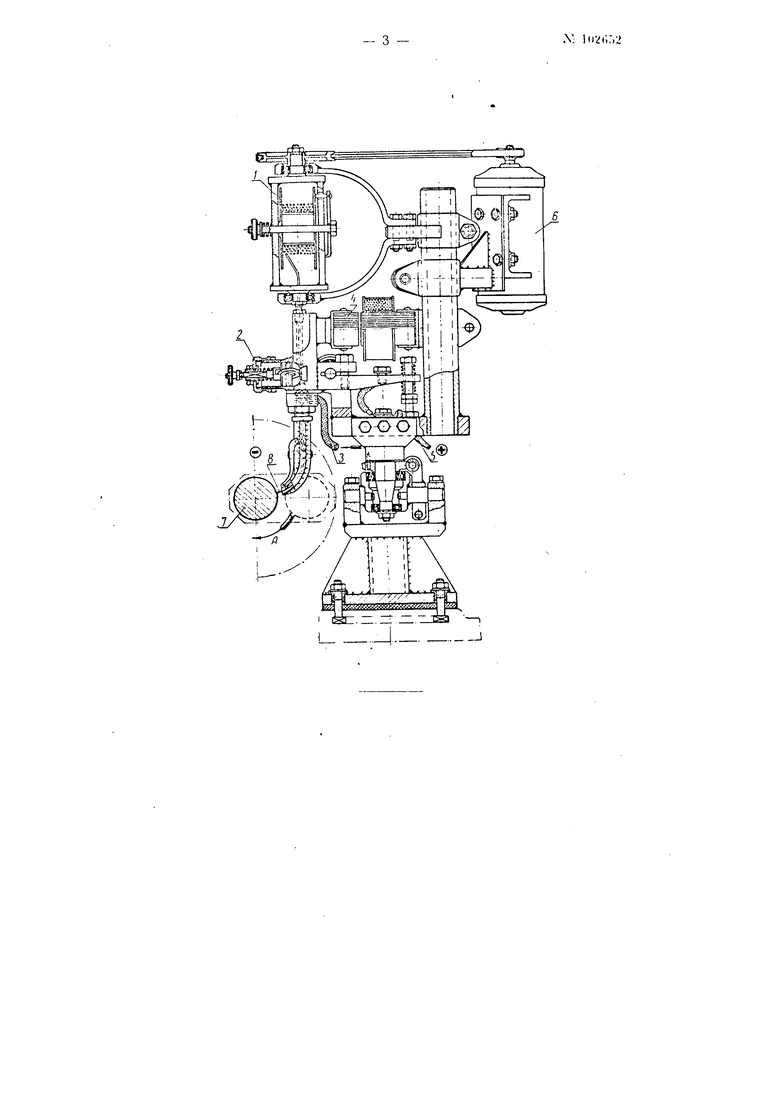
На черте ,|;е Г: 1едетавлено ycTpoiicTBo для :.1ектронанлав1мг, состоящее из:
(1)- катушки с :)лектродЕ ой щошолоьоИ:
(2)- усгройгтва для иодачн млектродной нрпюмокн 1C месту наплавки;
(. - нманг; для иодачн элоктро.гнта:
II)
-.MCKTiKtBHojiaiDiia: 1.-.)
-л.чектрокаоеля: ((
-нле1;тромотора.
черге.же цнфроП (7) ойозиачена н.швляемаи деталь, (S) пыхода ялектролитп. Стрелка (.) показыiiaeT нанра лони( вращения напллвляемий детали.
111.
;. Oirocou эл(Г1;тр|)яа)1лаге.н моталлоп и 1 снлапш в cTjiyo элсктрнлитя i: примоHI I IIPM ЛМПУЛТ.ГНОГИ HdiTOli-ICuri; ЛЛ1 III1,гм;е1П1пго тока jr.iii их иа/шжеиля ,Tiivi яд д)уга, мпфпрующой ялсктро.тной iiiinг,п, ОКИ, nowciuiHHou и катушке гва)) Kdii гплоикп, MffflTiuinnainioii на Tireapiro.M птаикг. пращашщом иаллавляому ДРта.и., о т л и ч а 10 1Ц 11 li с II тем, что для тголучтпя нанлатзки металла па один 1Т(1Ход толщпион от 0,5 Д|) 2 мм. прпчпнямт ра;11)|1Д11ЫР импульсы длитслыгогтып 0,001-().{)1 1ск. при плотности токл 100-1000 Л/мм. и нанряжолппг прп uiiтаппп Td.ibfji) П()сто11нп1,м током (S-2.i п. НЛП т:-роменнъп1 Toiimi 10-25 и. и при KOMointiiponaTiHOM токе г, послсдот ательным ч яа1)аллельным наложением лостаяшшго тока 8-20 в. на пер мрнный 5-20 н.
2. Прием вынолненпя способа по н. 1. о т л и -ч а н) IU и и с я тем, что для cfiecле-чоння равного отрыва от наттлавляемон детали лроволоки-элсктрода. последней сообщают, вдновре,мганп с ватаратно-поступатплькоп влирацшП и аертп1;,1.1ьпмм ианравлелпи. врал1(:ило околи оо rirpTiiкалънон (сп л.тн во: кратнг1-1 олту11.1тел ную B)iopaiu№ вдоль на1гл;п;л; емпГ1 детал1.
:. Электролит дли псуществлгчпг, (миспоа но пл. 1 л 2. о т л ч а in щ п п i- и Tf. что для :)а1цпты )1анлавл1 е,М11Гй слим на детали от ошимепля ки ло1111Д(1М кюдуха II уменыиення отпуска полерхипгтп закаленной деталл. к его состав входят: вода влнячем.п 10 л., (да кальнппнни1:1 1;1Нная )0 i., мыли т хнпческое 50 г., J О-фоцентныи ли;111сты 1 ал1чМ1П11п | 0,25 л.. 10-прочентнын хлорнстыи мтр1лпец 0,5 л., глицерин 150 г. п сахар 150 г.
.1. Вндол:оге,нен11е йлг КТ110ллтл ни п. Л. о т л н ч а ю HI с е с я , что л его состав может входить воды одни ллтр, соды калы{иинр(ка1ннон 35 г. л М1.гла технического 5 г.
5. Прнменекпо в качестве источников нлтанля ооычных сварочных аг1 сгатоп за счет некотчурого снлжСНия качества наплавленного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129269A1 |
| Торцевой захват к грейферу для бревен | 1955 |
|
SU115033A1 |
| Устройство для вибродуговой сварки и наплавки | 1960 |
|
SU141568A1 |
| Сварочный пистолет для импульсно-дуговой наплавки и сварки | 1958 |
|
SU118924A1 |
| Универсальный автомат для виброконтактной и вибродуговой наплавки и сварки | 1960 |
|
SU138681A1 |
| Регулируемый реверсивный электропривод | 1955 |
|
SU103630A1 |
| Счетно-контрольный механизм для билетопечатающих машин | 1932 |
|
SU99003A1 |
| Устройство для очистки, промывки и промасливания тросов | 1950 |
|
SU89066A1 |
| Устройство для компенсации взаимного влияния цепей тока и напряжения в схемах защиты | 1955 |
|
SU102865A1 |
| Устройство для обезвоживания материалов | 1985 |
|
SU1340623A2 |