Изобретение относится к автоматам для импульспо-дуговой наплавки и сварки металлов в струе электролита 11Л11 защитного газа.
Известные автоматы такого рода, содержащие механизм для подачи электродной проволоки и механизм для создания колебательных движений конца электродной проволоки, вынолнепный в виде вращающегося щнннделя с эксцентрично расположенным отверстием для электрода и неподвижно закрепленного выходного мундштука, не обеспечивают повышение частоты вибрации электрода без увеличения ско1)ост1 вращения мундштука.
Для устранения указанного недостатка предлагается ось шп1М1дел-д сместить относительно оси мундщтука, а выходному отверстию и П1П1доля придать элипсообразную форму. Для повыщения долговечности и надежности в работе предлагается выходной мундштук закрепить между двумя нодающими электролит трубками с помощью зажимного хомутика, а между шпинделем и выходным мундщтуком установить подпружиненную трубку, через которую проход т электродная про волока.
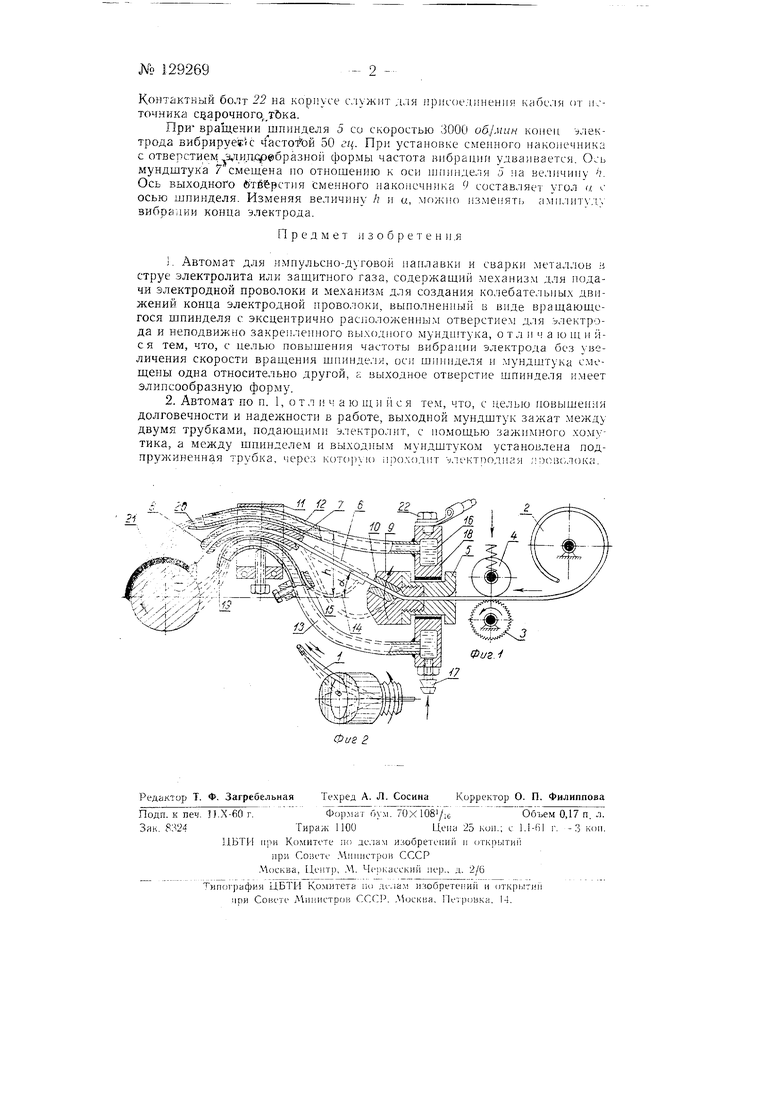
На фиг. 1 схематически изображен предлагаемы авто.мат; а на фиг. 2-сменный наконечннк шпинделя с выходным отверстием элннсообразной формы.
Электродная проволока / из кассеты 2 нодается с но.мощью ведущего 3 и нрнжимного 4 роликов во вращающийся шпиндель ,5, из которого через трубку 6 поступает в выходной мундщтук 7 с наконечннком S. Сменный наконечник 9 шпинделя имеет эксцентрично расположенную втулку W из твердого сплава. Для удвоения частоты вибрации конца электрода сменный наконечник выполняют с выходным отверстием элипсообразной формы (фиг. 2). Мундштук 7 закреплен с помощью зажимного хомутика // между трубками 12 н 13, подающ|;М : электролнт в зону сварки. Трубка 6 крепится с помощью пружины J4 и зажима / на трубке 13. Электролит 6 подается через ниппель /7, канал в корпусе J8 и трубки 12 и 13. Пластинчатые отражатели 19 и 20 предназь;ачепо1 для направления струи электролита в необходимое место на издел1-:и 2.
Контактный болт 22 на корпусе с.лужит д.ля присоединения кабс,1Я от источника счарочного,,тбка.
При вращении шпинделя 5 со скоростью 3000 о6,1мин копен электрода вибрируег с часто Ьй 50 гц. При установке сменного наконечника с отверстием адидфебразной формы частота вибрации удваивается. Ось мундштука 7 смещена по отношению к оси илишделя 5 на ве.шчину выходного бтйёрстия сменного наконечника 9 составляет угол ч. с осью шпинделя. Изменяя величину /; и и, можно 11змеият1) амилиту.т, вибрйаии конца электрода.
Предмет ii з о б р е т е н н .я
1.Автомат для имнульсно-дуговой наплавки и сварки металлов У струе электролита или защитного газа, содержащий механизм для подачи электродной проволоки и механизм для создания колебательных движений конца электродной ироволоки, выполненный в виде вращающегося шпинделя с эксцентрично расположенны.м отверстием для электрода и неподвижно закренленного выходного мундигтука, о т л и ч а ю щ и йся тем, что, с целью повышения частоты вибрации электрода без увеличения скорости вращения шпинделя, оси шпинделя и л1ундштука смещены одна относительно другой, к выходное отверстие шпинделя имеет элипсообразную форму.
2.Автомат по н. 1, о т л i; ч а ю uj, и и с я тем, что, с целью цовышенмя долговечности и надежности в работе, выходной мундштук зажат между двумя трубками, подающими электролит, с номощью зажимного хомутика, а между шпинделем и выходным мундштуком установлена подпружиненная трубка, через которую проходит электподная лооволока.