Известны устройства для вибродуговой сварки и наплавки металлов ленточным электродом, содержащие механизм для создания вибрации и подачи электрода, снабженный электроприводом и кривошипным механизмом, а также входной и выходной направляющие мундштуки. Однако такие устройства сложны по конструкции.
В описываемом устройстве для упрощения конструкции и повышения его надежности работы кривошипный механизм содержит водило с прорезью для ленточного электрода, а направляющие мундщтукч выполнены поворотными относительно своей продольной оси и устанавливаются при работе так, чтобы плоскости их направляющих отверстий были расположены под углом к плоскости прорези водила. Для обеспечения режима работы без соприкосновения электрода с издглием устройство снабжено электромагнитом, включенным в цепь сварочного тока и осуществляющим торможение электрода при его подаче в зону сварки. Удвоение частоты вибрации электрода может быть осуществлено благодаря тому, что направляющие мундштуки выполнены с возможностью смещения их в плоскости вращения кривошипа.
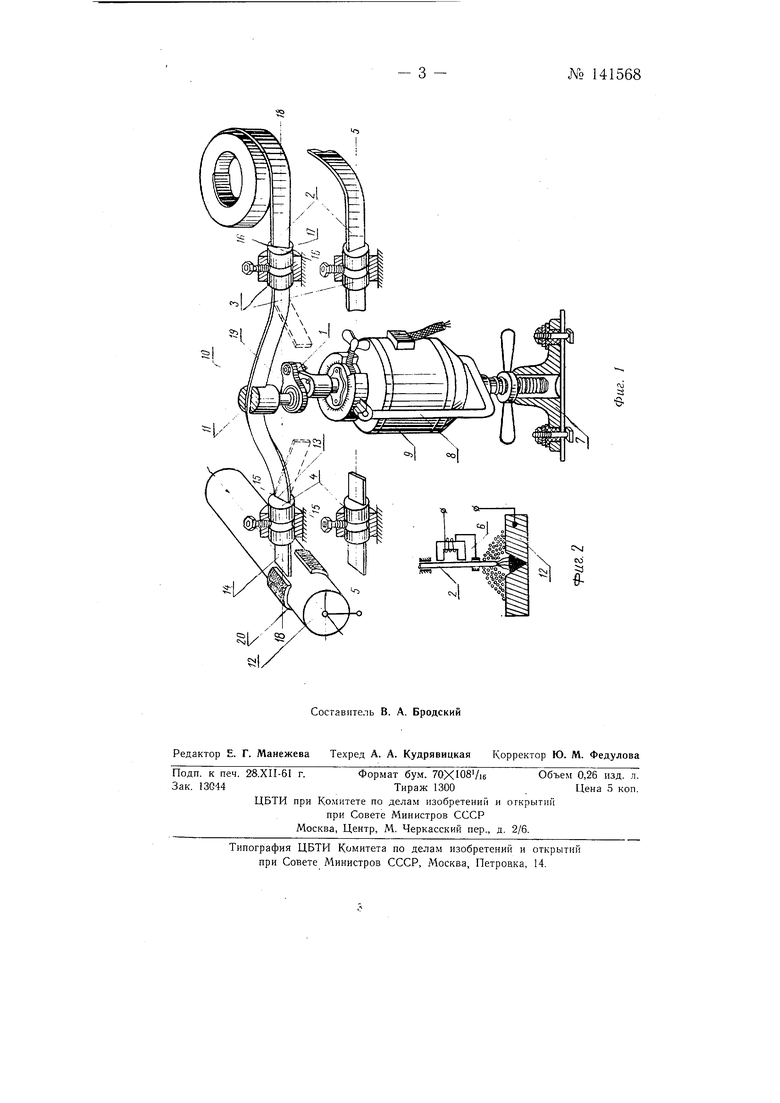
На фиг. 1 изображено устройство; на фиг. 2 - схема установки электромагнита.
Устройство для вибродуговой сварки и наплавки состоит из кривошипного механизма /, служащего для создания вибрации и подачи ленточного электрода 2, входного 3 и выходного 4 направляющих мундштуков, поворотных относительно продольной оси 5-5, электромагнита 6, основания 7 с подъемным механизмом 8 и электропривода 9.
Ленточный электрод 2 поступает из кассеты через мундщтук 3 к водилу 10 кривошипного механнзма /, проходит через прорезь 11 и через мундштук 4 подается к изделию 12. При вертикальном расположении направляющего отверстия 13 мундштука 4 продольная подача электрода 2 будет отсутствовать, его конец 14 будет лищь соверщать колебательное движение с амплитудой, величина которой зависит эт
№ 141568- 1 эксцентриситета водила 10 и от расстояния между водилом 10 и направляющими мундштуками 3 и 4. Подача электрода 2 начинает осуществляться лишь при повороте плоскости 15-15 паправляюшего отвер.стия 13 мундштука 4 на некоторый угол относительно -прорези // водила 10, причем скорость подачи регулируется за счет изменения этого угла, а также угла лаклова плоскости 16-16 направляющего отверстия 17 мундштука 3 и может бесступенчато изменяться в широких пределах.
При перемешении мундштуков 3 н 4 с. оси 5-5 в положение 18-18 частота вибрации электрода удваивается, а само перемещение осуществляется в плоскости вращения кривошипа 19 механизма /.
В случае, когда процесс сварки ведется без соприкосновения конца 14 электрода 2 с поверхностью 20 изделия 12, электромагнит 6 осуществляет торможение электрода 2 при его подаче в зону сварки, благодаря чему и оказывается возможным получить бесступенчатую плавную настройку скорости подачи ленточного электрода 2.
Описываемое устройство позволяет улучшить качество сварки, повысить производительность и сократить расход электродного материала.
Новизна предлагаемого устройства состоит в использовании в качестве основного рабочего органа самого ленточного электрода, который при закручивании выходного мундштука на некоторый угол выполняет роль гибкого клина, обеспечиваюшего бесступенчатую, плавную пастройку скорости подачи ленты.
Предмет изобретения
1.Устройство для вибродуговой сварки и наплавки металлов ленточпым электродом, содержащее механизм для создания вибрации и подачи элекгрода, снабженный электроприводом и кривошипным механизмом, а также входной и выходной направляющие мундштуки, отличающееся тем, что, с целью упрощения копструкции и повышения надежности устройства кривошипный механизм содержит водило с прорезью для ленточного электрода, а направляюшие мундштуки выполнены поворотными около своей продольной оси и устанавливаются при работе так, чтобы плоскости их направляющих отверстий были расположены под углом к плоскости прорези водила.
2.Устройство по п. 1, от л и ч а ю щ е е с я тем, что, с целью обеспечения режима работы без соприкосновепия электрода с изделием, оно снабжено электромагнитом, включенным в цепь сварочного тока и осуществляющим торможение электрода при его подаче в зону сварки.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью создания возможпости удвоения частоты вибрации электрода, направляющие мундштуки выполнены с возможностью смещения их в плоскости вращения кривошипа.