ю
кг
00
2. Устройство ПОП.1, отличающееся тем, что прорезь имеет li -образную Лорму и выполнена с одной стороны открытой, причем один из ее участков перпендикулярен оси симметрии направляющей.
3. Устройство по п.1, о т л и ч аю щ е е с я тем, что прорезь имеет С-образную форму и выполнена замкнутой, причем ось симметрии прооези перпендикулярна оси симметрии направляющей.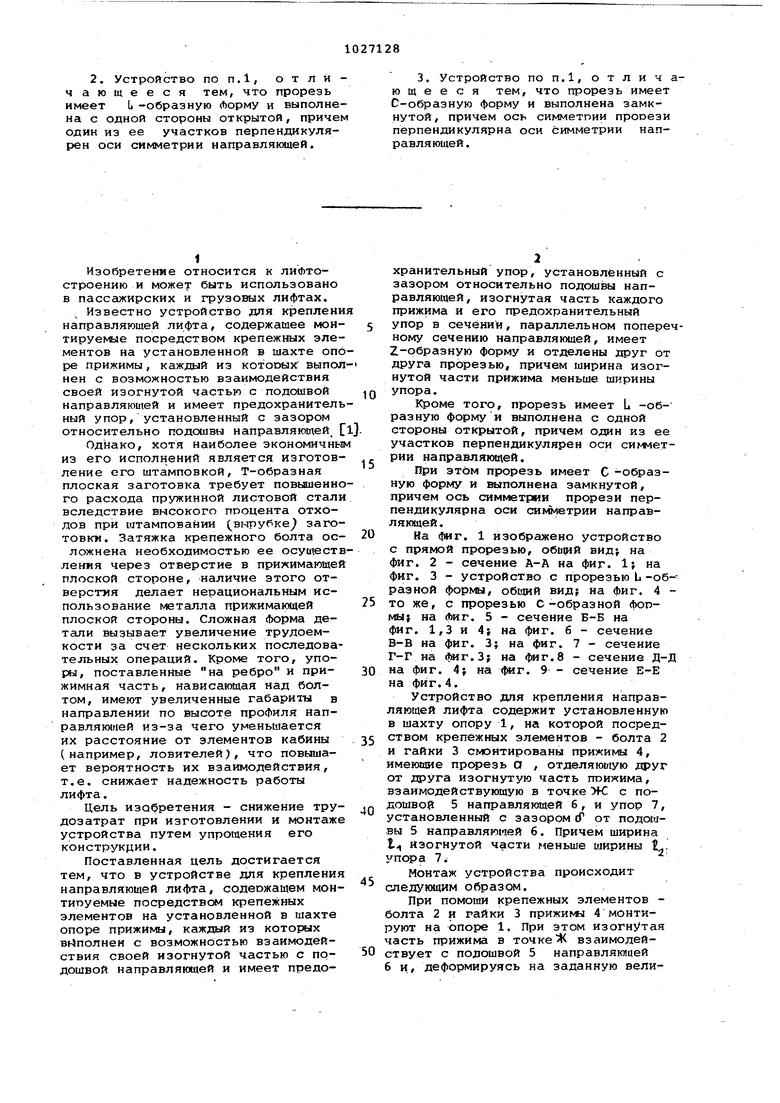
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления направляющей лифта | 1981 |
|
SU1043094A1 |
| Устройство для крепления направляющей лифта | 1981 |
|
SU1017636A1 |
| НАПРАВЛЯЮЩАЯ СИСТЕМА ДЛЯ ПОДЪЕМНИКОВ | 1991 |
|
RU2009098C1 |
| КОМПОНЕНТ С КРЕПЕЖНЫМ УСТРОЙСТВОМ ДЛЯ ДОПОЛНИТЕЛЬНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2590842C2 |
| ПОРОГ С ЗАКРЫТОЙ НАПРАВЛЯЮЩЕЙ | 2008 |
|
RU2395445C2 |
| Направляющий башмак шахтного подъемного сосуда | 1990 |
|
SU1754614A1 |
| Устройство для крепления направляющих кабины лифта | 1982 |
|
SU1084225A1 |
| Устройство для монтажа кабины лифта в шахте | 1989 |
|
SU1684213A1 |
| ПРИСТАВНАЯ ЛИФТОВАЯ ШАХТА ДЛЯ ЛИФТОВ С ПРОТИВОВЕСОМ | 2020 |
|
RU2749216C1 |
| Обрамление проема дверей шахты лифта | 1989 |
|
SU1654214A1 |
1, УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ НАПРАВЛЯ ЧЧЕЙ ЛИФТА,содержащее монтируемые посредством крепежных V л I sAi,; f:.:. --, |адЙКУ) элементов на установленной в шахте опоре прижимы, каждый пз которых выполнен с возможностью взаимодейст ВИЯ своей иэогнут;ой частью с подоилвой направляющей и имеет предохрани тельный упор, установленный с эаэо ром относительно подошвы направляющей, отл.и чающееся тем, что, с целью снижения трудозатрат при изготовлении и монтаже, изогнутая часть каждого прижима и его. предохранительный упор в сечении, параллельном поперечному сечению направляющей, имеют Z-образную форму и отделены друг от друга прорезью, причем ишрина изогнутой части прижима меньше ширины упора.
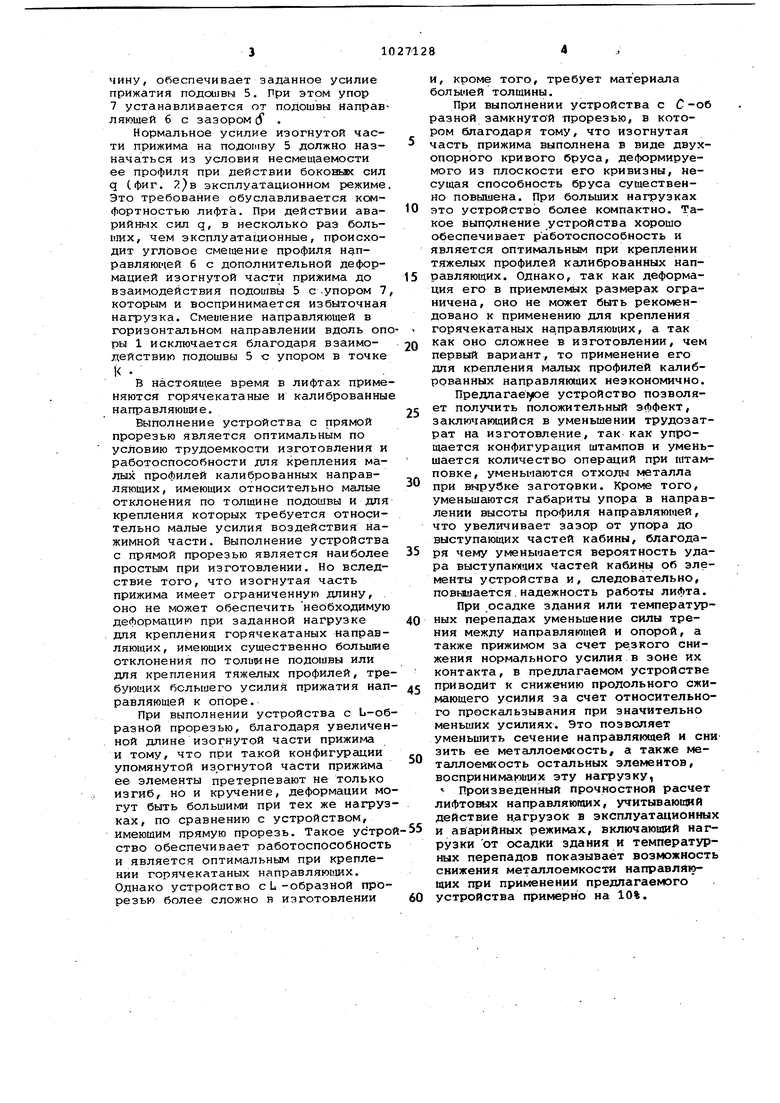
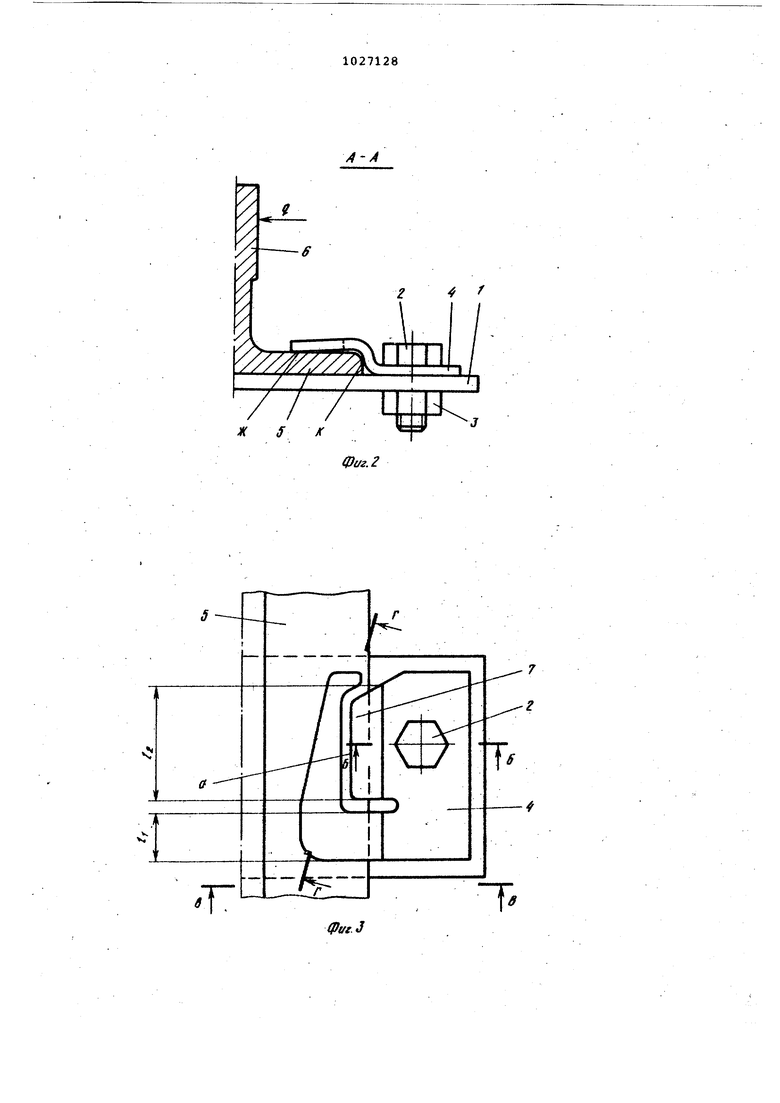
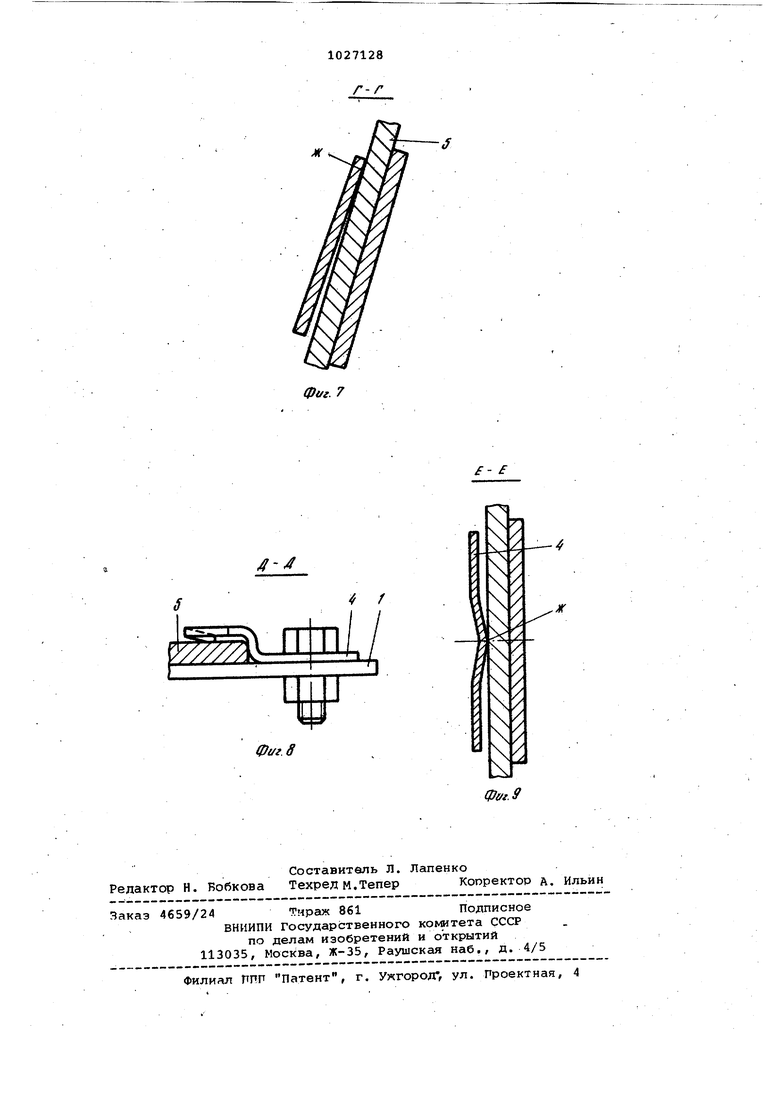
Изобретение относится к лифтострюению и может: быть использовано в пассажирских и грузовых лифтах. Известно устройство для креплен направляющей лифта, содержащее мои тируемые посредством крепежных эле ментов на установленной в шахте оп ре прижимы, каждый из КОТОРЫХ выпо нен с возможностью взаимодействия своей изогнутой частью с подошвой направляющей и имеет предохранител ный упор, установленный с зазором относительно подошвы направляющей Одйако, хотя наиболее экономичны из его исполнений является изготов ление его штамповкой, Т-образная плоская заготовка требует повышенн го расхода пружинной листовой стал вследствие высокого процента отходов при штамповании (вырубке заго товки. Затяжка крепежного болта ос ложнена необходимостью ее осущест ления через отверстие в прижимающе плоской стороне, наличие этого отверстия делает нерациональным использование металла прижимающей плоской стороны. Сложная Форма детали вызывает увеличение трудоемкости за счет нескольких последова тельных операций. Кроме того, упоры, поставленные на ребро и прижимная часть, нависающая над болтом, имеют увеличенные габариты в направлении по высоте профиля Направляю1г1ей из-за чего уменьшается их расстояние от элементов кабины (например, ловителей), что повышает вероятность их взаимодействия, т.е. снижает надежность работы лифта. Цель изобретения - снижение трудозатрат при изготовлении и монтаже устройства путем упрощения его конструкции. Поставленная цель достигается тем, что в устройстве для крепления направляющей лифта, содержащем монтипуемые посредством крепежных элементов на установленной в шахте опоре прижимы, каждый из которых выполнен с возможностью взаимодействия своей изогнутой частью с подошвой направляющей и имеет предохранительный упор, установленный с зазором относительно подошвы направляющей, изогнутая часть каждого прижима и его предохранительный упор в сечении, параллельном поперечному сечению направляющей, имеет Z-образную форму и отделены друг от друга прореэью, причем ширина изогнутой части прижима меньше ширины упора. Кроме того, прорезь имеет L -образную форму и выполнена с одной стороны открытой, причем один из ее участков перпендикулярен оси си1 етрии направлякедей. При этом прорезь имеет С -образную форму и выполнена замкнутой, причем ось симметрии прорези перпендикулярна оси си№1етрии направляющей. На г. 1 изображено устройство с прямой прорезью, вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - устройство с прорезью L-об-раэной формы, общий вид; на фиг. 4 то же, с прорезью с-образной формы на фиг. 5 - сечение Б-Б на фиг. 1,3 и 4} на фиг. б - сечение В-В на фиг. 3; на фиг. 7 - сечение Г-Г на й«г.З; на .8 - сечение Д-Д на фиг. 4; на фяг. 9 - сечение Е-Е на фиг.4. Устройство для крепления направляющей лифта содержит установленную в шахту опору 1, на которой посредством крепежных элементов - болта 2 и гайки 3 смонтированы прижимы 4, имеюаие прорезь О , отделяющую друг от друга изогнутую часть шэижима, взаимодействующую в точке Ж с подошвов 5 направляющей б, и упор 7, установленный с зазором (f от подошвы 5 направляющей б. Причем ширина t изогнутой части меньше ширины 2 пора 7. Монтаж устройства происходит ледующим образом. При noMoitOT крепежных элементов олта 2 и гайки 3 прижимы 4 монтиуют на опоре 1. При этом изогнутая асть прижима в точке Ж взаимодейтвует с подошвой 5 направляющей и, деформируясь на заданную величину, обеспечивает заданное усилие прижатия подошвы 5. При этом упор 7 устанавливается от подошвы направ ляющей 6 с зазором (5 . Нормальное усилие изогнутой части прижима на подошву 5 должно назначаться из условия несмещаемости ее профиля при действии боконык сил q С фиг. 2)в эксплуатационном режиме Это требование обуславливается кс 4Фортностью лифта. При действии аварийных сил q, в несколько раз больiiiHX, чем эксплуатационные, происходит угловое смещение профиля направляющей 6 с дополнительной деформацией изогнутой части прижима до взаимодействия подошвы 5 с .упором 7 которым и воспринимается избыточная нагрузка. Смешение направляющей в горизонтсшьном направлении вдоль оп ры 1 исключается благодаря взаимодействию подошвы 5 с упором в точке В настоящее время в лифтах приме няются горячекатаньае и калиброванны направляющие. Выполнение устройства с прямой прорезью является оптимальным по условию трудоемкости изготовления и работоспособности для крепления малых профилей калиброванных направляющих, имеющих относительно малые отклонения по толщине подошвы и для крепления которых требуется относительно малые усилия воздействия нажимной части. Выполнение устройства с прямой прорезью является наиболее простым при изготовлении. Но вследствие того, что изогнутая часть прижима имеет ограниченную длину, . оно не может обеспечить необходимую деформацию при заданной нагрузке для крепления горячекатаных направляющих, имеющих существенно большие отклонения по толщине подошвы или для крепления тяжелых профилей, тре бующих большего усилия прижатия нал равляющей к опоре. При выполнении устройства с L-об разной прорезью, благодаря увеличен ной длине изогнутой части прижи 1а и тому, что при такой конфигурации упомянутой изогнутой части прижима ее элементы претерпевают не только изгиб, но и кручение, деформации мо гут быть большими при тех же нагруз ках, по сравнению с устройством, имеющим прямую прорезь. Такое устро ство обеспечивает работоспособность и является оптимальным при креплении горячекатаных направляющих. Однако устройство сL-образной прорезью более сложно в изготовлении и, кроме того, требует материала большей толщины. При выполнении устройства с С-об разной замкнутой прорезью, в котором благодаря тому, что изогнутая часть прижима выполнена в виде двухопорного кривого бруса, деформируемого из плоскости его кривизны, несущая способность бруса существенно повышена. При больших нагрузках это устройство более компактно. Такое выполнение устройства хорошо обеспечивает работоспособность и является оптимальным при креплении тяжелых профилей калиброванных направляющих. Однако, так как деформация его в приемлемых размерах ограничена, оно не может быть рекомендовано к применению для крепления горячекатаных направляющих, а так как оно сложнее в изготовлении, чем первый вариант, то применение его для крепления малых профилей калиброванных направляющих неэкономично. Предлагае1 е устройство позволяет получить положительный эффект, заключающийся в уменьшении трудозатрат на изготовление, так как упрощается конфигурация штампов и уменьшается количество опергидий при штамповке, уменьшаются отходы металла при вырувке заготовки. Кроме того, уменьшаются габариты упора в направлении высоты профиля направляющей, что увеличивает зазор от упора ло выступающих частей кабины, благодаря чему уменьшается вероятность удара выступаю{анх частей каблны об элементы устройства и, следовательно, повииается.надежность работы лифта. При осадке здания или температурных перепадах уменьшение силы трения между направляющей и опорой, а также прижимом за счет ре,зкого снижения нормального усилия в зоне их контакта, в предлагаемом устройстве приводит к снижению продольного сжимающего УСИЛИЯ за счет относительного проскальзывания при значительно меньших усилиях. Это позволяет уменьшить сечение направляющей и сни зить ее металлоемкость, а также металлоемкость остальных элементов, восприниматашх эту нагрузку, Произведенный прочностной расчет лифтовых направляюрцих, учитывающий действие нагрузок в эксплуатационных и аварийных режимах, включающий нагрузки от осадки здания и температурных перепадов показывает возможность снижения метгшлоемкости направляющих при применении предлагаемого устройства примерно на 10%.
4
Щ
Фиг 8
4 f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КАРБОНИЗОВАННЫЕ БИОПОЛИМЕРЫ | 2007 |
|
RU2434806C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| . | |||
