Изобретение относится к фо.р.мовоч.Н|ЫМ устройствам и может быть использовано преимущественно на предприятиях оборного железобетона.
Известно ycTipoftcxBo для форМОвания объемНых элементов, содержащее щиты наружной опалубки, сердечник .и лоддон в виде рамы.
Недостатком известного устройства является не1воз можность обеспечить достаточно качественное изготавлеНИе объемных элементов.
Цель изобретения - упрощение устройства.
Достигается это тем, что каждый наружный щит .включ1ает два элемента, один из которых выполнен съемным и установлен между 1несъем1НЫ1МИ элементам1И смежных щитов, при этом съемные элементы сверку связаны жесткой рамой, а - 1снизу захватами, входящими в проемы поддона.
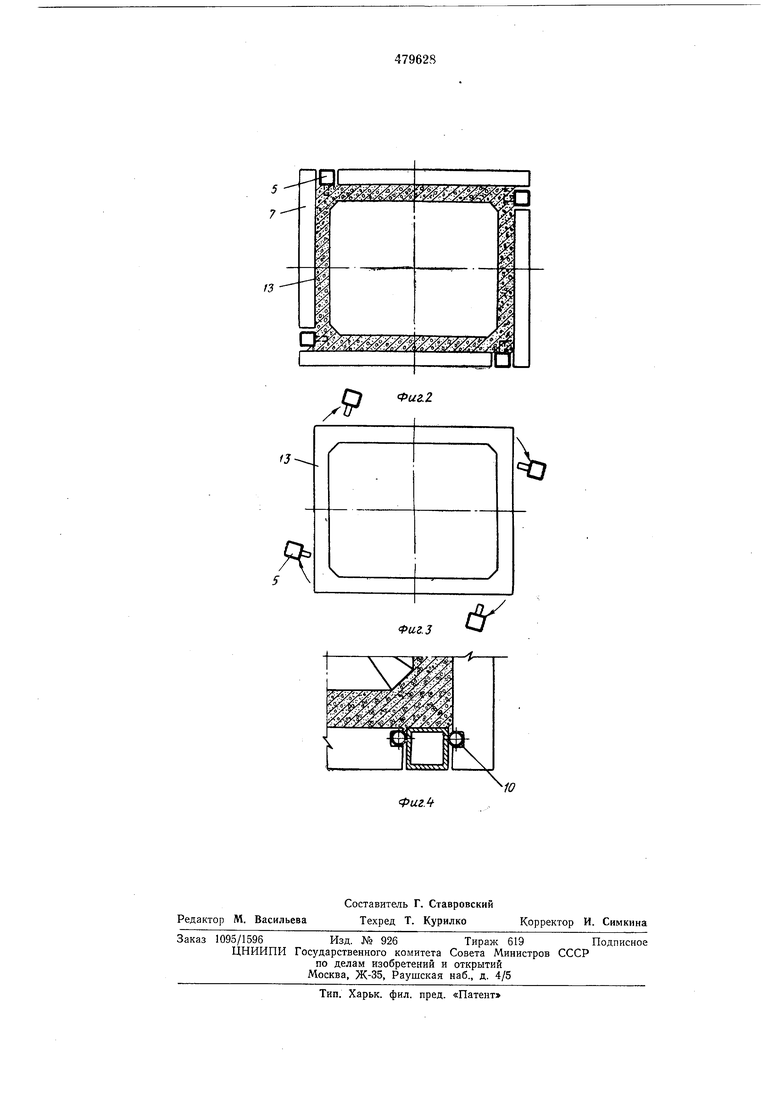
На фиг. 1 дан в двух проекциях вид предлагаемого устройства; «а фиг. 2 - схема взаимного размещения элементов наружной олалубки; на фиг. 3 - схема распалубки Объемяого элемента; на фмг. 4 - вариант унлотневий между элементами :на ружной опалубки.
Устройство состоит из наружной опалубки /, внутренней опалубки 2 и поддо на 3, вынолненного в тиде ра1мы. Наруж1ная опалубка / (включает съемную часть 4, состоящую из
четырех элементов в стоек 5, расположенных в начале каждой из сторон иер.иметра формовки, и иеподвижиой части 6, состоящей из четырех элементов 7 в 1виде щитов. Стойки 5 заключены между неподвижными элементами 7, схватывающими Их с двух -сторон, и но верхнему контуру связаны жесткой рамой 8, опирающейся 1на неподвИЖную часть наружной 0налубк И 1. Свободные -концы стоек 5 снабжены захватами 9, входящим.и в проемы поддона 3. Неподвижные элементы 7 в местах примыкания к стойкам 5 снабжены пневматическими уплотненияМ1И W.
По,ддом 3 зафиксирован между наружной и 1В1нутренней опалубкам;и IH установлен на упоры и.
Работа устройства осуществляется следую щи,м образом.
Ироизводят подготовку устройства к формованию, в которую входит установка траверсой 12 съемной части 4 (наружной опалубки с ПОДДОНОМ 3 .между неподвижными элементами 7 наружной оиалубки и подача сжатого воздуха в пневмоуплотнения 10.
Подачей бетонной cuiecu в проемы между наружной 1И внутренней олалубками производят формование объемного элемента 13.
После предварительной термообработки производят распалубку объемного элемента 13. Для этого полости лневмоуплотнений соединяют с атмосферой. Затем траверсой 12 объемный элемент 13 посредством съемной части 4 с поддоном 3 навлекают из опалубки. Пр,и этам элементы 7 наружной опалубки 1 служат 1на,п.р.а1вляющим;и стоек 5, предотвращая neipeKOC объемного элемента 13 1П.ри распалубке. После распалубки объемный элемент 13 тр-а,Н|Спортируют и устан1а1вл«вают ,в камеру окончательной термообра;боткн, где путем дальнейшего onycKaiH H с круговым поворотом съемной части 4 производят око1нчательную распалубку объемного элемента.
Далее съемную часть 4 транспортируют к свободному поддону 3, :в обратном порЯ|Дке пр-оизвойят .его aaiXBaT ,и уста1новку -в формовочное успроиство, после чего цикл повторяют.
Предмет изобретения
Устройство длЯ формования объемных элементав, содержащее щйты на.ружной олалубки, сердечник и поддон в шиде рамы, отличающееся тем, что, с .целью упрощения устройст ва, каждый на ружный Щ1ит включает два элемента, один «з которых выполнен съемньгм и установлен чмежду Н9съем1ным1и элементам.и смежных щ:итов, -при этом съемеые элементы сверху связаны жесткой рамой, а снизу - захватами, входящими в проемы поддона.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Устройство для формования объемных элементов | 1972 |
|
SU482310A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Внутренняя опалубка устройства для формования объемных железобетонных элементов | 1960 |
|
SU149051A1 |
Т
/
13Фиг.2
1
Ри,г.З
