В известных вулканизаторах неирерывного действия, где применены цепные ярансиортеры, перемещающие через тепловые тоннели укренленные прессформы, имеются открытые загрузочные и выгрузочные торцы, через которые из рабочих помещений в тоннели понадает холодный воздух.
В предлагаемом улканизаторе этот 11едостаток устранен благодаря вмонтированным в загрузочные и выгрузочные торцы :вул1;а;низат«ра СМенным штуцерам из асбестового полотна длиною, нревыiHaionteir ра сст0яние между формами, и с просветом, имеюнио про(1)иль движуп кся прессформ.
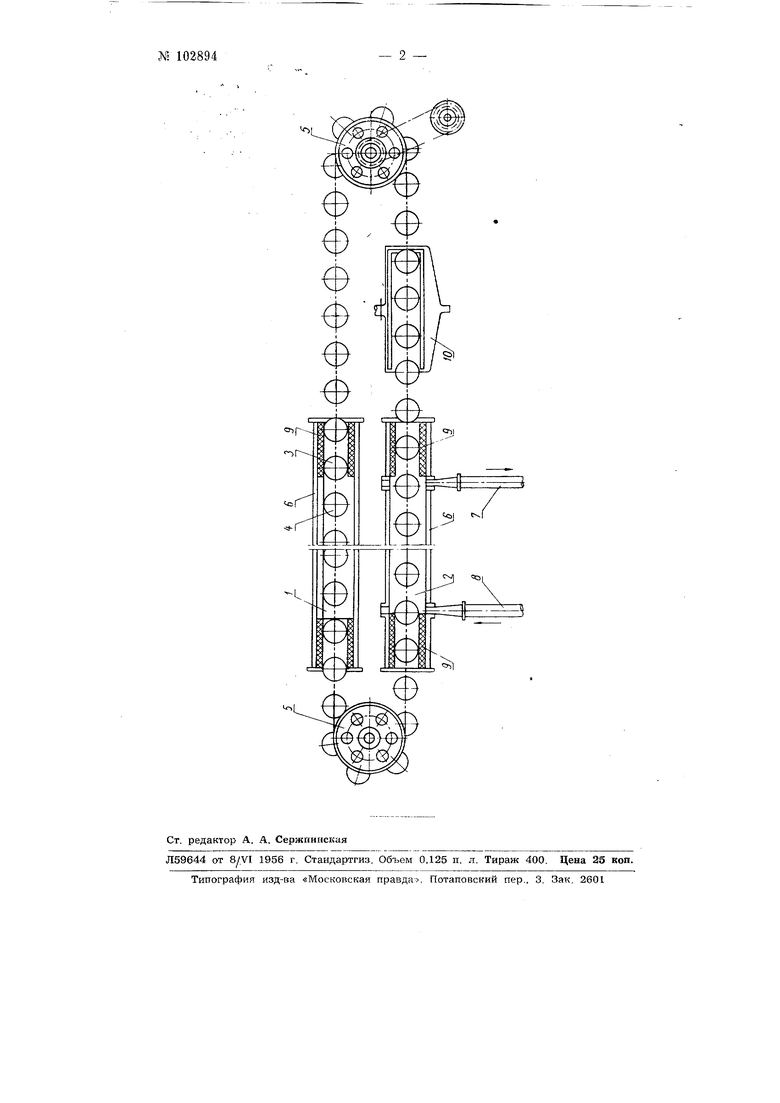
На чертеже схематически предлагаемый вулканизатор.
По тоннелям (1) к (2) переме ца1отея 1 ресс1)0рмы (3), укрепленные па оескоHennoii цепи (4), огибающей приводной и натяжной шкивы (5).- Тоннелп обогреваются паровыми рубашками (G) и крячим Bu.iiyxoM, рециркулируюним 4ejjc3
трубы (7) и (8). На тоннелей (1) и (2) смонтированы наготовленные из асбестовиго полотна сошнные штуцеры (9), имеющие в своем сечении просвет, выпо.тнеппый по форме профиля прессфо)мы. Длпна съемных штуце)ов превышает расстояние между преесформамп. После вулканизации нрессформы проходят 1;амеру ох.таждения (10).
ifpif двпженин цени (4) с прессформаMU (3) по тоннелям нагретый воздух удерживается в них.
И 1) е д м е т п з о б р е т е н и я Вулкапизато)) д.я непрерывной вулканизации резиновых изделий в прессфор.M;ix. о т л j ч ;; в: щ i; и с я тем, что, с целью устранения тенловых нотерь чепез загрузочные, и выгрузочпые торцы вулканизатора, в ятих торцах вмонтированы съемные 1туцеры пз асбестового полотна длиною, превышающей расстояние между ирессформам, п с просветом: имеюн им профиль ; ;i f ;o-imixcH ирессформ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскраски мячей | 1954 |
|
SU106251A1 |
| Устройство для механической окраски резиновых мячей | 1955 |
|
SU109940A1 |
| Форма для вулканизации резиновых мячей | 1955 |
|
SU111884A2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ЗАГОТОВОК | 1968 |
|
SU212514A1 |
| Устройство карусельного типа для формовки и вулканизации резиновых изделий методом литья | 1939 |
|
SU60029A1 |
| Гидравлический колонный пресс | 1948 |
|
SU78793A1 |
| Установка для формования фрикционных дисков сцепления | 1952 |
|
SU103884A1 |
| ТРАНСПОРТНЫЙ КОМПЛЕКС МЕГАПОЛИСА И СПОСОБ РЕГУЛИРОВАНИЯ И РАЗГРУЗКИ ПАССАЖИРСКИХ, ГРУЗОПАССАЖИРСКИХ И ГРУЗОВЫХ ПОТОКОВ ТРАНСПОРТНОГО КОМПЛЕКСА МЕГАПОЛИСА | 1998 |
|
RU2140480C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ВЯЗКИХ НЕФТЕПРОДУКТОВ | 2000 |
|
RU2171766C1 |