Предлагаемое устройство предназначается для формовки и вулканизации резиновых изделий методом литья под давлением, преимущественно галош, и имеет целью полностью механизировать производство последних от конфекции до вулканизации таковых. Оно относится к типу карусельных с прерывисто-вращательным движением планшайбы, несущей радиально расположенные и прикрепленные к ней прессформы, передвигаемые между челюстями пресса, производящего литье резины в обогреваемые формы.
В этом устройстве, согласно изобретению, с целью дозировки резины, подаваемой в формы, литьевые камеры пресса, из которых резина выжимается в формы, снабжены окнами, через которые транспортером периодически подается в камеры профильная резина в необходимом для формования изделия количестве.
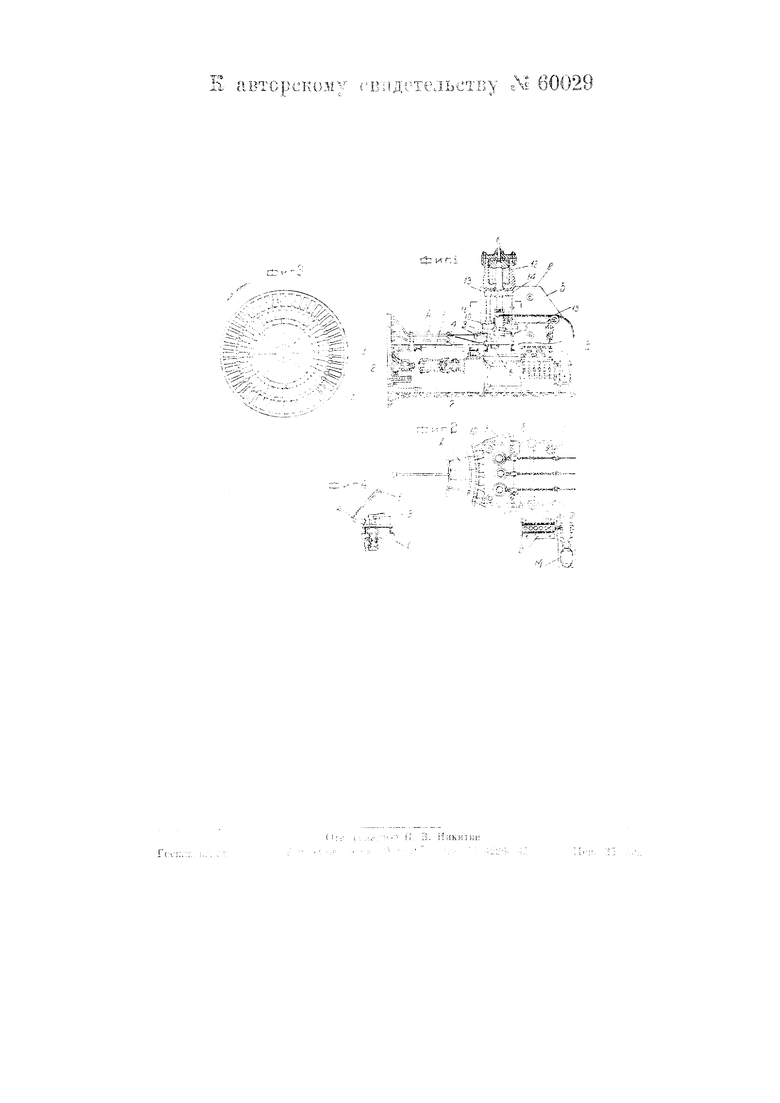
На чертеже фиг. 1 показывает вертикальный разрез части устройства, заключающей в себе пресс; фиг. 2 - ту же часть устройства в
плане; фиг. 3 - планшайбы с формами в плане; фиг. 4 - вертикальный разрез одной из прессформ с готовым изделием.
В основном все устройство состоит из двух главных частей: планшайбы А с радиально расположенными по окружности формами, и.меющими обогревательные рубашки для осуществления вулканизации, и челюстного гидравлического шприц-пресса Б для осуществления литья резиновой смеси в формы под высоким давлением с одновременным формованием изделий.
Планшайба А расположена в горизонтальной плоскости и имеет прерывисто-вращательное движение на своей оси, вследствие чего формы ее через определенные промежутки времени проходят между челюстями шприц-пресса Б. Периодическое вращательное движение планшайбы А осуществляется гидравлическим приводом, управление которого связано с управлением гидравлического шприц-пресса в полной взаимозависимости с клапанным дистрибутором В, и вся работа маши1;:Л в ЦС, aiiTijMa 1ИЗИр:) j,,::)-:
1роириводом последиего.
Планшайба Л рас олокспа ма кольцевидной станине ;, свя.;а:-;а с вертикальным валом 2, HuxoaHiiiSfM ся 3 центре нланшайбь. I lo ():-;)у кнести нланшайбь рад;;аль 10 paciio ложены формы 3 с обогре :атель Ь: мн рубашками на них. Сами (рирмы 3 жестко укренлен lia ::ла; шайбе Л. Крышки фо)м сзизаи1 ; с формами иоередством KpoiuineiiHOFj и шарнирОБ 4 (p;u. 4). Па нроти1мно.южных концах крьаиек (()(;;)м р;к-1 оложеиы запорные ycTpcjiiCTiia .. В нижней части каждой (рорм:.: .i планшайбой )асположеи выталк 1)атель 6 для шяга пкивания ;), отфорл ованнь х н свулкан ;зо:киЧ1лх изде.тий, например, Iajioiu.
Раскрь ванне зано)ных ус:р( 5. н ()11 скание KpbiHiCK UJiijvM о. закрывание занор11ых устройс з 5 и выта: кивание се)демн;;К1);4 с го; ;выми изделиями (;cyiuecTi. ястся чоотвстствуклцими кулаками, , и женными на кольце1 идноп cianaне 1, действующими в О 1ред1,1ои1и,;е момент1 1 прерывисто-в)ан1ателаН01о .движения и;1анша(1бы Л. Ге;;лоноС:1телем для обогрева рубанкм-; фор-м могут быть пар, жидкое гь ii:ii-;:;лс-: троэнсргия. Питание рубан ек ф;;:)м 3 тегигоносителем ирикзз;;;Л :ся ;;п средством коллекторной еистсл ь;, расположенной в центре нла;н1;айбь:. Прерывисто-вращател)1-;ое Д;1 1жен1К планшайбы Л нроизводктсг fiLTpaiiлическим нриводом 7, с;)стс) из гидрав;и1ческосо цилиндра с HJIVHжером, работак)ни1М в обе стороны, связанным с поднруж;н;енн1з1м з-/бцом, и храновьнм колесом, сзязанным с планшайбой.
Челюстной гидравлически;: нтрицпресс Б состоит из двух лекозидных челюстных рам 8. Е. верхнеГ; части рам расноложена жестко соединенная с рамами нлита 10, име.О щая в себе три камеры 11 ;i.i;-; литья резиновой смеси в формы. Камеры 11 представляют собою цилиндрические стаканы с распо.ложенными в нижней части занлечиками и ввинчивающейся смени:) форсупко лит(я, Н 5ерхчей
сзле;; ч;ч:а каморы имегзт нход ;;ля нтока, а c6..jK - окни длг )уз ки через чег.) BiiyTpb камер реп новой смеси Литьевые камер;/ 1 ; -к) в ;:лите 10. Све|)ху це ковидных елк)СТ1И)х рам Н ;) .;ожен гд|1а:,1ичсс: и1 ци.индр 1г дв :;1;ни:Ч течствия с ;;рикре11леи;:;г жестко ; eiч; ) п. Ii, : ; Ходящепся в вертик;.;-:1ьн1,:х naiipn 5ЛЯ;иН1ИХ. Па части 1:.:и ы 13 укрезле ;) :, штока 14 с
ИОрИНЯМИ. ВХОДЯН.1ИМИ в КамС1)):
5 (п: 11о.1(1жен1:и аори; ::: :)Та доходят до BCpxHeif кромки за );х oxijii камер 11- При oiij:.Ка;|ИИ И.--Г: ; 1 ) ВМИЗ HOpaiiii; ::;Т
-;оз 14 но,;и ость;м ди o:-.ai :i -чамеры il, iieoeKpbiBaH ьо
i:::e окиа.
молосП) г;-д;1а ;ли-ее:--:;;Г1) lUi.iHii дра 12 :;.: :;;: i .3 сз игмячо : 14 под ил аетс; i зеохкее исход -ое иол /кснис, и -О )nn;n отк;);) 3aip зочпые saviia .;итьез1;:х камер И. 3ai:)V3Ka зтах камер резииозои смесью I дозИ|)овка ) . смеси ОС;. :цсс i влиется ciiOijia.xijiib v гранс1юрте)(;м 15, :1ме1зад:;л: ise риол,ически-кисту1 ате:и 1 ое .авиже ш;е, сипхооиизироваизое с оаботЭ И1;;р;и1-иресса, и HMCiouiUM oeiv; -; pOBKv ЦОС i vna ieabiior;.) ii.iai;i.
Bee 1; лрав;1ичсские со обижены оД|1им клапанным дис1р 6vTopo ii, через кулачковый ва i Kojopoio в олределенном 1 ор;:дкг ироизводитси работа клапанов, а i;o следние воздейспплот соо1ветствеи но на oTate.nbHijie части устройст1 а.
Кулачк(вы вал дисгрибутора саязан чеоез ред ктор с злектродвига телем /Л, чем и осуществ;1яетеп ;;ол iiaa автоматичность работы vcTpoi ства.
;-абота устрои:етва заключается ч том, что в нггающий трачслортер Н1ириц-нресса Б зак;1адыва отсгп|Х)фи.ифова 1ные Kpvr;iojxj, oiiaabHoi; или квадратного сече1шя KVCKH ре зиновой емеси длиной I - 2 метра, кэто)ые транснортер 15 лринуди те.льно ВВОДИ на огределеншю дли
жении плиты 12 со штоками 14 вниз резиновая смесь отрезается поршнем о нижний край загрузочного окна. Одновременно с этим цилиндр, расположенный в нижней части устройства (на чертеже не показанного), поднимает формы 3, находящиеся в челюстях пресса Б, к плите 10 с литниками форсунок камер 11. В следующий момент отрезанные дозы резиновой смеси в камерах 11 уплотняются порщнями щтоков 14, и происходит процесс истечения резиновой смеси из камер 11 в закрытые крышками формы 3. По окончании истечения смеси и заполнении ею форм (процесс формования изделия) штоки 14 из камер 11 поднимаются вверх в начальное исходное положение, одновременно с чем прекращается поджатие форм крышками 4, планшайба А перемещает формы, выводя из челюстей пресса наполненные и вводя новые для их наполнения; в то же самое время питающий транспортер 15 вступает в действие, подавая новые дозы резиновой смеси в напорные камеры и т. д.
На обязанности рабочего, обслуживающего устройство, остается закладывание в раскрытую форму 3
сердечников с текстильным чулком и выемка из раскрытой формы вытолкнутого сердечника с готовым изделием, а на обязанности другого рабочего - накладка время от времени кусков профилированной резины в притык к предыдущим, причем последний рабочий, в виду малой его загрузки, может обслуживать на данной операции целую группу описанных устройств.
Предмет изобретения.
Устройство карусельного типа для формовк и вулканизации резиновых изделий методом литья под давлением с прерывисто-вращательным движением планшайбы, несущей радиально расположенные и прикрепленные к ней прессформы, передвигаемые между челюстями пресса, производящего литье резины в обогреваемые формы, отличающееся тем, что, с целью дозировки резины, поступающей в литьевые камеры, последние снабжены окнами, через которые транспортером 15 периодически подается в камеры профильная резина в необходимом количестве для формования изделия.
li i --,,iir|i - V-W A. i,s,.;;f-&j -:-,
j:;-- s-s .
.,.
..,f4 ; ч Ш,-,|;,,:,.